

¿Buscas un material plástico que resista productos químicos agresivos, soporte temperaturas extremas de entre -200 °C y +150 °C y dure décadas al aire libre, pero que, al mismo tiempo, pueda moldearse por inyección con geometrías complejas y de precisión sin necesidad de recurrir a procesos de fabricación poco habituales?
El plástico ETFE se sitúa en ese punto de encuentro tan poco habitual: es un fluoropolímero con la resistencia química del PTFE, una resistencia mecánica que duplica la del PTFE, una auténtica transparencia óptica y la capacidad de ser moldeado por inyección para crear geometrías complejas. Desde la emblemática fachada de burbujas del «Cubo de Agua» de Pekín hasta los componentes para fluidos de alta pureza del interior de los equipos de proceso húmedo de semiconductores, Plástico ETFE se ha ganado un lugar como uno de los polímeros de ingeniería más versátiles y de mayor valor que existen en la actualidad. Esta guía recoge todo lo que necesitas saber — Propiedades y especificaciones del ETFE, parámetros del proceso de moldeo por inyección, un detallado ETFE frente a PTFE comparación, casos de aplicación en los que el ETFE destaca (y en los que no), y consejos prácticos para colaborar con un socio especializado en moldeo por inyección de precisión con el fin de llevar sus piezas de ETFE desde el diseño hasta la producción.
¿Qué es el plástico ETFE?

El plástico ETFE, cuyo nombre completo es copolímero de etileno y tetrafluoroetileno (etileno-tetrafluoroetileno), es un material termoplástico fluoropolímero semicristalino sintetizado mediante una reacción de copolimerización entre el etileno y el tetrafluoroetileno (TFE). Su número CAS es 25038-71-5, y su fórmula química puede representarse como –(CH₂CH₂)ₓ–(CF₂CF₂)ₙ–.
A diferencia del PTFE (politetrafluoroetileno) totalmente fluorado, el ETFE incorpora unidades de etileno en su cadena molecular, lo que le permite conservar la excelente resistencia química y la estabilidad en un amplio rango de temperaturas características de la familia de los fluoropolímeros, al tiempo que mejora significativamente la tenacidad mecánica, la facilidad de procesamiento y la transparencia óptica. A nivel comercial, la marca más conocida de plástico de ETFE es Tefzel®, de DuPont; otras marcas destacadas son Hyflon® ETFE, de Solvay, y la serie Fluon® ETFE, de AGC.
Desde el punto de vista de los ingenieros especializados en moldeo por inyección, el ETFE presenta varias características clave que merecen una atención especial:
Se trata de un auténtico material termoplástico que puede procesarse utilizando equipos estándar de moldeo por inyección, lo que supone una diferencia fundamental con respecto al PTFE, ya que este último, al no poder fundirse ni fluir, suele ser adecuado únicamente para el sinterizado por compresión;
El ETFE tiene un punto de fusión de aproximadamente 267 °C, y su margen de procesamiento es más exigente que el de la mayoría de los plásticos técnicos, lo que requiere equipos especializados y un control del proceso;
El ETFE presenta un aspecto único, que va de semitranslúcido a transparente, algo extremadamente poco habitual entre los fluoropolímeros, lo que le confiere un valor de aplicación insustituible en los sectores de la arquitectura, la óptica y la energía solar.
En cuanto a su posicionamiento en el mercado, el plástico ETFE se sitúa en la intersección entre los “plásticos técnicos de alto rendimiento” y los “fluoropolímeros especiales”: su rendimiento supera con creces al de los plásticos técnicos de uso general, como el ABS, el PP y el PA, pero, en comparación con materiales extremadamente resistentes al calor como el PEEK y el PPS, ofrece temperaturas de procesamiento más bajas, mejores propiedades de fluidez y unos costes de material más competitivos. Para aplicaciones que requieren resistencia química, un amplio rango de temperaturas, excelentes propiedades mecánicas y un cierto grado de transparencia, el ETFE suele ser la solución óptima o la única posible.
En el Base de datos de materiales para moldeo por inyección de Dimud, El ETFE se clasifica dentro de la categoría de “fluoropolímeros especiales de alto rendimiento”. Pertenece a un sistema de materiales relativamente difícil de procesar, pero que ofrece un importante valor añadido, y se utiliza habitualmente en proyectos de componentes de precisión para clientes de Europa y América del Norte en los sectores químico, electrónico, médico y de las nuevas energías.
La estructura química y el mecanismo molecular del ETFE
Para comprender los límites de aplicación del plástico ETFE, hay que partir de su estructura molecular. En las cadenas moleculares del ETFE, la relación molar entre el etileno (E) y el tetrafluoroetileno (TFE) suele mantenerse entre 40:60 y 60:40; en el caso de los productos de grado industrial, el rango óptimo es TFE:E = 65:35 a 50:50.
Además de los monómeros de la cadena principal, el ETFE producido industrialmente suele incorporar un tercer monómero (que representa aproximadamente entre 0,3 y 1,7 mol%) para regular la cristalinidad, mejorar el flujo de fusión y potenciar aún más la resistencia mecánica dentro de determinados intervalos de temperatura.
¿Por qué instalar unidades de etileno?
Las cadenas moleculares del PTFE puro (estructura totalmente fluorada) están formadas exclusivamente por enlaces C–F, lo que les confiere una inercia química extremadamente elevada, pero también da lugar a:
Viscosidad de fusión extremadamente elevada, lo que hace imposible su procesamiento mediante moldeo por inyección o extrusión convencionales;
Resistencia a la tracción y resistencia al impacto relativamente bajas;
Una dispersión significativa de la luz, lo que da lugar a un material blanco y opaco;
Sin embargo, en el ETFE, la introducción de unidades de etileno crea enlaces C-H, lo que permite que las cadenas moleculares conserven la inercia química de los segmentos fluorados al tiempo que adquieren:
Menor viscosidad de fusión y un margen de procesamiento más amplio;
Mayor resistencia a la tracción (más del doble que la del PTFE);
Una combinación de resistencia y elasticidad derivada de su estructura semicristalina;
Alta transmitancia de la luz visible y los rayos UV (hasta 95%).
La naturaleza semicristalina del ETFE
El plástico ETFE es un polímero semicristalino con una temperatura de transición vítrea (Tg) de entre aproximadamente -100 °C y -80 °C y un punto de fusión (Tm) de aproximadamente 267 °C. Su estructura semicristalina confiere al ETFE dos ventajas técnicas fundamentales:
En primer lugar, dentro del intervalo de temperaturas por encima de Tg y muy por debajo de Tm, el ETFE combina la rigidez que aportan las regiones cristalinas con la tenacidad que aportan las regiones amorfas. Esta es la base física de sus propiedades mecánicas estables en un amplio intervalo de temperaturas, desde -200 °C hasta +150 °C; En segundo lugar, durante el proceso de moldeo por inyección, la velocidad de enfriamiento afecta directamente a la cristalinidad, lo que a su vez influye en la contracción y la estabilidad dimensional; se trata de parámetros críticos que deben tenerse muy en cuenta en el diseño de los moldes de inyección de ETFE.
Propiedades del ETFE: una explicación detallada de los principales parámetros de rendimiento y especificaciones
Los siguientes datos se basan en los grados estándar de ETFE de uso industrial (como el Tefzel® (series 200/210), con ensayos realizados de conformidad con las normas ASTM e ISO. Debido a las variaciones entre las distintas marcas y los distintos grados modificados, las fichas técnicas (TDS) facilitadas por el proveedor deben utilizarse como referencia definitiva para los proyectos concretos.
Propiedades mecánicas
| Indicadores de rendimiento | Valor típico | Normas de ensayo |
|---|---|---|
| Resistencia a la tracción (23 °C) | 40-50 MPa | ASTM D638 |
| Alargamiento a la rotura | 150–250% | ASTM D638 |
| Módulo de flexión | 800–1100 MPa | ASTM D790 |
| Resistencia al impacto con muesca (Izod) | 5–15 kJ/m² (23 °C) | ASTM D256 |
| Dureza (Shore D) | 60–65 | ASTM D2240 |
| Resistencia a la compresión | 38–48 MPa | ASTM D695 |
El ETFE tiene una resistencia a la tracción aproximadamente entre 2 y 2,5 veces superior a la del PTFE, al tiempo que mantiene una buena tenacidad y alargamiento a la rotura. Cabe destacar que las propiedades del ETFE siguen siendo excelentes a bajas temperaturas: incluso a temperaturas de nitrógeno líquido (-196 °C), el material conserva una tenacidad al impacto considerable y no presenta fractura frágil a bajas temperaturas, lo que resulta de gran valor en ingeniería criogénica y aplicaciones aeroespaciales.
Propiedades térmicas
| Indicadores de rendimiento | Valor típico | Observación |
|---|---|---|
| Temperatura de fusión (Tm) | 267 °C | Polímero semicristalino |
| Temperatura máxima de funcionamiento continuo | +150 °C | Estabilidad a largo plazo |
| Temperatura instantánea extrema | +200 °C | Tendencia bajista a corto plazo |
| Límite de temperatura mínima | -200 °C | No se vuelve quebradizo |
| Temperatura de deformación térmica (HDT, 1,82 MPa) | 104 °C | ASTM D648 |
| Coeficiente de expansión térmica lineal (CTE) | 8~12 × 10⁻⁵ /°C | Superior a los plásticos técnicos de uso general |
| Conductividad térmica | 0,24 W/(m·K) | Baja conductividad térmica, buen aislamiento térmico |
El coeficiente de expansión térmica del ETFE es significativamente mayor que el de los metales y la mayoría de los plásticos técnicos (como el PEEK, cuyo coeficiente es de aproximadamente 4,7 × 10⁻⁵ /°C); por lo tanto, a la hora de diseñar piezas moldeadas por inyección de ETFE que incluyan insertos metálicos o ajustes de precisión, es fundamental tener plenamente en cuenta los cambios dimensionales provocados por las variaciones de temperatura.
Propiedades eléctricas
| Indicadores de rendimiento | Valor típico | Normas de ensayo |
|---|---|---|
| Rigidez dieléctrica | 60~80 kV/mm | ASTM D149 |
| Resistividad volumétrica | > 10¹⁵ Ω·cm | ASTM D257 |
| Constante dieléctrica (1 MHz) | 2.6 | ASTM D150 |
| Tangente del ángulo de pérdida dieléctrica (1 MHz) | < 0,001 | ASTM D150 |
| Índice de resistencia al fuego | UL 94 V-0 | Cursos seleccionados |
Su baja constante dieléctrica y su pérdida dieléctrica extremadamente baja convierten al plástico ETFE en una opción ideal para el aislamiento de cables de transmisión de señales de alta frecuencia, y se utiliza ampliamente en aplicaciones como los cables de estaciones base 5G y las comunicaciones inalámbricas en el sector de la aviación.
Resistencia química
El ETFE presenta una excelente resistencia a la mayoría de los productos químicos, pero hay que tener en cuenta las siguientes variaciones en su comportamiento:
Excelente resistencia (prácticamente sin efecto):
- Ácidos inorgánicos de cualquier concentración (ácido clorhídrico, ácido sulfúrico, ácido nítrico, ácido fluorhídrico)
- Soluciones alcalinas (NaOH, KOH y otras concentraciones)
- Disolventes orgánicos (cetonas, ésteres, alcoholes)
- Gases halógenos (cloro, flúor)
- Agentes oxidantes (H₂O₂, ácido nítrico concentrado)
- Combustibles y lubricantes
Situaciones en las que hay que actuar con precaución:
El oleum puede provocar una corrosión lenta a altas temperaturas
Metales alcalinos fundidos (sodio, potasio)
Disolventes orgánicos altamente polares a altas temperaturas
En comparación, el ETFE presenta una mayor resistencia química que la mayoría de los termoplásticos técnicos (como el PA, el PBT y el ABS), pero su estabilidad en entornos oxidantes extremos es ligeramente inferior a la del PTFE o el PFA totalmente fluorados.
3.5 Propiedades ópticas y de transparencia
El plástico ETFE ofrece ventajas ópticas únicas dentro de la familia de los fluoropolímeros:
- Transmitancia de la luz visible: hasta 95% (comparable a la de un cristal de alta calidad)
- Transmitancia de los rayos UV: superior a la del vidrio común, lo que permite la transmisión de la luz ultravioleta hasta 240 nm
- Transmitancia de infrarrojos de onda larga: buena (un indicador clave que influye en la fotosíntesis de las plantas en los invernaderos)
- Índice de refracción: aproximadamente 1,40
Estas propiedades ópticas, junto con la resistencia del ETFE a la intemperie y a la degradación por los rayos UV, constituyen la principal ventaja competitiva de Paneles de plástico ETFE y Estructuras de ETFE en aplicaciones arquitectónicas.
Parámetros de mecanizado
| parámetro | Valor típico |
|---|---|
| Índice de fluidez (MFR, 297 °C/5 kg) | 4~40 g/10 min (varía según el grado) |
| Rango de temperatura del cilindro en el moldeo por inyección | 290~330 °C |
| Temperatura del molde | 80~150 °C |
| Presión de inyección | 70~120 MPa |
| Índice de contracción | 1.5%~3.0% |
| Requisitos de secado | Se requiere un secado previo: 120 °C durante 4-6 horas. |
Cambios en las propiedades de los grados modificados con relleno
En aplicaciones industriales, el ETFE virgen (sin relleno) no suele ser la opción óptima. A continuación se describen los esquemas de modificación mediante relleno más habituales y sus efectos sobre las propiedades del ETFE:
Refuerzo de fibra de vidrio (GF-ETFE):
La adición de fibras de vidrio cortadas 15%–25% es el método de modificación más habitual, con los siguientes efectos principales:
- El módulo de flexión aumenta hasta situarse entre 2.500 y 4.000 MPa (un aumento de entre 3 y 4 veces en comparación con el ETFE sin relleno)
- La resistencia a la tracción aumenta hasta los 60-80 MPa
- La contracción en el moldeado disminuye hasta situarse entre 0,81 TP3T y 1,51 TP3T, y las tasas de contracción en la dirección del flujo y en la dirección perpendicular se vuelven más uniformes.
- La temperatura de deformación térmica aumenta hasta los 130-145 °C
- Inconvenientes: El alargamiento a la rotura disminuye significativamente (20–50%), lo que reduce la tenacidad del material; se pierde la transparencia, lo que da lugar a un aspecto blanco o blanquecino; la resistencia química disminuye ligeramente (las fibras de vidrio expuestas en la superficie pueden actuar como vías de penetración del medio).
Refuerzo de fibra de carbono (CF-ETFE):
- Ofrece una mayor rigidez y conductividad térmica (lo cual resulta beneficioso para aplicaciones de disipación de calor)
- Aporta cierta conductividad eléctrica (apto para aplicaciones antiestáticas)
- El coste es considerablemente más elevado que el de los grados modificados con fibra de vidrio
Con relleno de PTFE (ETFE mezclado con PTFE):
- Reduce considerablemente el coeficiente de fricción (de aproximadamente 0,4 a entre 0,15 y 0,25), lo que mejora la resistencia al desgaste.
- Adecuado para juntas deslizantes que requieran tanto resistencia a la corrosión como baja fricción
Con disulfuro de molibdeno (MoS₂) como relleno:
- Mejora aún más la lubricidad
- Normalmente se añade en combinación con PTFE
Con relleno de negro de humo (ETFE conductivo/antiestático):
- Reduce la resistividad volumétrica de >10¹⁵ Ω·cm a 10⁴–10⁹ Ω·cm (grado antiestático) o <10⁴ Ω·cm (grado conductivo)
- Se utiliza ampliamente en tuberías antiestáticas para equipos de salas blancas de semiconductores y sistemas de transporte de líquidos inflamables
Recomendación de Dimud Engineering: Al iniciar un Moldeo por inyección de ETFE En cualquier proyecto, la selección del grado debe considerarse como una etapa independiente del proceso de ingeniería. La elección de un grado inadecuado —como el uso de un grado sin relleno para piezas estructurales que requieren un módulo de elasticidad elevado— puede provocar deformaciones inesperadas o incluso el fallo de las piezas durante su uso. Si necesita asistencia técnica, el equipo de ingeniería de Dimud puede ofrecerle recomendaciones profesionales sobre los grados y planes de ensayos comparativos adaptados a su aplicación específica.
Comparación exhaustiva del ETFE con otros plásticos técnicos de alto rendimiento
Para ayudar a los ingenieros a tomar decisiones más fundamentadas durante la fase de selección de materiales, a continuación se presenta una comparación exhaustiva del plástico ETFE con varios plásticos técnicos de alto rendimiento habituales:
| Dimensiones comparativas | ETFE | PEEK | PPS | FEP | PFA |
|---|---|---|---|---|---|
| Temperatura de servicio continuo | +150 °C | +250 °C | +220 °C | +200 °C | +260 °C |
| Resistencia a la tracción | 40-50 MPa | 100 MPa | 65~85 MPa | 20~25 MPa | 30~35 MPa |
| Coeficiente de fricción | 0.4 | 0.35 | 0.3 | 0.2 | 0.2 |
| Áreas típicas de solapamiento entre aplicaciones | Ingeniería Química, Ingeniería Eléctrica y Construcción | Componentes estructurales para los sectores médico y aeroespacial | Sector de la automoción, electrónica para altas temperaturas | Cables, componentes químicos de pared delgada | Equipos químicos de pureza ultraalta |
Esta comparación pone de relieve la posición única del ETFE en cuanto a determinadas características de rendimiento: es uno de los pocos materiales conocidos que ofrece simultáneamente una alta transparencia, moldeabilidad por inyección, estabilidad en un amplio rango de temperaturas y una amplia resistencia química. Aunque el PEEK cuenta con propiedades mecánicas superiores, carece de transparencia y su resistencia química es inferior a la del ETFE en determinados entornos con disolventes; el FEP y el PFA presentan una inercia química aún mayor, pero poseen una menor resistencia a la tracción, y sus características de transmisión de la luz visible —fundamentales para aplicaciones arquitectónicas y ópticas— no están a la altura de las del ETFE.
Ventajas y limitaciones del material plástico ETFE

Ventajas principales
① Estabilidad en un amplio rango de temperaturas
Material ETFE mantiene unas propiedades mecánicas y eléctricas estables en un rango de temperaturas extremadamente amplio, que va desde los -200 °C hasta los +150 °C. Esta es su principal ventaja competitiva, que lo distingue de casi todos los plásticos técnicos de uso general. A temperaturas en las que materiales como el PA66 y el PBT comienzan a ablandarse y a fallar, el ETFE conserva su integridad estructural; incluso a temperaturas de nitrógeno líquido, no sufre fracturas frágiles a baja temperatura como el PC o el ABS.
② Inercia química excepcional
Presenta una excelente resistencia a prácticamente todos los ácidos inorgánicos, álcalis y disolventes orgánicos, lo que lo hace especialmente adecuado para aplicaciones en las que se produce contacto con medios corrosivos, como revestimientos para equipos de procesamiento químico, componentes de bombas y válvulas, y material de consumo de laboratorio.
③ Resistencia superior a la intemperie y a la degradación por los rayos UV
El ETFE es muy resistente a la radiación ultravioleta, al ozono y a los contaminantes industriales. Tiene una vida útil de entre 30 y 50 años, o incluso más, cuando se utiliza en exteriores, sin que se produzca un amarilleamiento significativo, agrietamiento ni deterioro de sus propiedades mecánicas. Esta característica lo convierte en el material ideal para revestimientos arquitectónicos a gran escala e instalaciones de energía solar.
④ Un fluoropolímero verdaderamente moldeable por inyección
Las propiedades de fluidez en estado fundido del ETFE permiten procesarlo con máquinas de moldeo por inyección estándar, lo que hace posible la fabricación de piezas de precisión con geometrías tridimensionales complejas, algo que el PTFE no puede lograr mediante los procesos tradicionales de moldeo por inyección. Esta característica amplía considerablemente los límites de aplicación de los fluoropolímeros en el ámbito de la fabricación de componentes de precisión.
⑤ Alta transparencia y excelentes propiedades ópticas
El ETFE, único entre los fluoropolímeros, alcanza una transmitancia de la luz visible de hasta 95%, al tiempo que mantiene una buena transmitancia de la radiación UV y de onda larga, lo que lo convierte en un material indispensable en la iluminación natural de edificios, la energía solar y la óptica médica.
⑥ Propiedades autolimpiantes y baja energía superficial
El ETFE tiene una energía superficial extremadamente baja (aproximadamente 18 mN/m), lo que dificulta que se adhieran la suciedad y la grasa. Se limpia por sí solo simplemente con la escorrentía del agua de lluvia, lo que reduce significativamente los costes de mantenimiento de las grandes estructuras arquitectónicas.
⑦ Buena resistencia a la radiación
El ETFE presenta una resistencia superior a la radiación gamma en comparación con el PTFE, lo que le confiere una ventaja en la industria nuclear, los equipos médicos de radiación y las aplicaciones aeroespaciales.
⑧ 100% Reciclable
Al tratarse de un material termoplástico, el ETFE puede fundirse por completo y volver a procesarse al final de su vida útil, lo que cumple con los requisitos cada vez más estrictos de la economía circular de los mercados europeos y norteamericanos actuales.
Limitaciones
① Altos costes de procesamiento
El precio de las materias primas es considerablemente más elevado que el de los materiales de uso general, como el ABS, el PP y el PA; suele ser entre 10 y 30 veces superior al de los plásticos técnicos habituales. Además, el moldeo por inyección requiere equipos resistentes a la corrosión (ya que el ETFE libera trazas de gases fluorados al fundirse, que son corrosivos para los componentes metálicos), lo que aumenta la inversión en equipos y los costes de mantenimiento.
② Ventana de proceso limitada en el moldeo por inyección
Las temperaturas de procesamiento son elevadas (temperatura del cilindro: 290-330 °C) y se requiere un control de la temperatura extremadamente preciso. Las temperaturas excesivas pueden provocar la descomposición del ETFE y la generación de gas HF (ácido fluorhídrico), lo que supone un riesgo para la seguridad de los equipos y de los operarios; por el contrario, unas temperaturas demasiado bajas pueden dar lugar a un llenado insuficiente del molde o a líneas de soldadura excesivamente profundas. Esto exige que los equipos de moldeo por inyección cuenten con capacidades de control preciso de la temperatura y que el equipo operativo posea una amplia experiencia en el procesamiento de fluoropolímeros.
③ Desgaste rápido del molde
Las altas temperaturas de procesamiento y la reactividad química del ETFE son corrosivas para el acero de los moldes, lo que suele requerir el uso de acero inoxidable o de moldes con recubrimientos especiales (como el TiN), lo que aumenta costes de fabricación de moldes.
④ Contracción elevada y anisotrópica
La contracción en el moldeo por inyección oscila entre 1,51 TP3T y 3,01 TP3T. Además, la orientación cristalina provoca diferencias en las tasas de contracción entre la dirección del flujo y la dirección perpendicular, lo que dificulta el control de la precisión dimensional y plantea mayores exigencias en cuanto al diseño del molde y la optimización de los parámetros del proceso.
⑤ Dureza superficial relativamente baja
En comparación con los metales y ciertos plásticos técnicos de alta dureza (como el PEEK), el ETFE tiene una dureza superficial menor (aproximadamente entre 60 y 65 en la escala Shore D) y presenta una resistencia al rayado inferior a la de estos materiales en condiciones de alta fricción.
⑥ Dificultad para crear vínculos afectivos
La energía superficial extremadamente baja del ETFE hace que la unión con otros materiales resulte extremadamente difícil; por lo general, es necesario recurrir al grabado con sodio metálico, a la activación por plasma o al tratamiento con láser excímero para conseguir una resistencia de unión suficiente.
ETFE frente a PTFE: una comparación exhaustiva de dos fluoropolímeros
En el ámbito de la consultoría de ingeniería de Dimud, una de las preguntas que más nos plantean los clientes es: “¿Debería elegir ETFE o PTFE?”. Aunque ambos materiales pertenecen a la familia de los fluoropolímeros, difieren fundamentalmente en cuanto a estructura química, métodos de procesamiento y límites de aplicación.
| Dimensiones comparativas | ETFE | PTFE |
|---|---|---|
| Composición química | Copolímero de etileno y tetrafluoroetileno (que contiene enlaces C-H) | PTFE puro (solo enlaces C-F) |
| Punto de fusión | ~267 °C | ~327 °C |
| Temperatura máxima de funcionamiento continuo | +150 °C | +260 °C |
| Método de procesamiento | Apto para moldeo por inyección y extrusión. | Solo sinterización por compresión (no apto para moldeo por inyección) |
| Resistencia a la tracción | 40-50 MPa (considerablemente superior) | 15~25 MPa |
| Alargamiento a la rotura | 150~250% | 200~400% |
| Coeficiente de fricción | 0.4 | 0.05~0.1 |
| transparencia | De translúcido a transparente (transmisión de luz de hasta 95%) | Opaco (blanco) |
| Inercia química | Excelente | Excelente (ligeramente superior al ETFE) |
| Resistencia a la radiación | Superior al PTFE | Relativamente débil |
| Energía superficial | Muy baja (aproximadamente 18 mN/m) | Muy baja (aproximadamente entre 18 y 20 mN/m) |
| precio | Alto (aproximadamente entre 60 y 801 TP3T de PTFE) | alto |
| Conformado de piezas complejas | Sí, el moldeo por inyección permite crear geometrías complejas. | Extremadamente difícil; limitado a formas sencillas. |
| Aplicaciones típicas | Láminas para la construcción, aislamiento de cables, componentes para tuberías de productos químicos, piezas moldeadas por inyección de precisión | Juntas, sellos, recubrimientos antiadherentes, material de laboratorio |
Conclusiones clave: ¿Cuándo optar por el ETFE y cuándo por el PTFE?
Principales aplicaciones del ETFE:
- Componentes con geometrías complejas que requieren moldeo por inyección o extrusión;
- Aplicaciones que requieran transparencia o una elevada transmitancia de la luz;
- Aplicaciones con elevados requisitos de resistencia a la tracción y a la resistencia al impacto;
- Aplicaciones que requieren resistencia a la radiación;
- Temperaturas de funcionamiento que no superen los 150 °C.
Situaciones clave para la selección del PTFE:
- Aplicaciones que requieren un coeficiente de fricción extremadamente bajo (rodamientos, juntas, superficies antiadherentes);
- Temperaturas de funcionamiento superiores a 150 °C (hasta 260 °C);
- Aplicaciones con requisitos extremadamente estrictos en cuanto a la inercia química (por ejemplo, atmósferas fuertemente oxidantes);
- Piezas con geometrías sencillas que pueden fabricarse mediante sinterización por compresión.
Moldeo por inyección de ETFE: una guía completa sobre el proceso de moldeo por inyección

Moldeo por inyección de ETFE es uno de los tipos de proyectos de moldeo por inyección que plantea las mayores exigencias globales en cuanto a conocimientos sobre los materiales, capacidades de los equipos y control de procesos. Basándonos en los más de veinte años de experiencia de Dimud en moldeo por inyección de precisión, clasificamos el moldeo por inyección de ETFE como un “plástico técnico especializado de alta gama”. Desde la selección de los equipos hasta la configuración de los parámetros del proceso, requiere soluciones especializadas distintas de las que se utilizan para los materiales de uso general.
Requisitos de equipamiento y preparación
Selección de máquinas de moldeo por inyección:
- El cilindro y el tornillo deben estar fabricados con aleaciones resistentes a la corrosión y al calor (como los cilindros de aleación bimetálica) para soportar las trazas de gases corrosivos que puedan liberarse al fundirse el ETFE;
- La relación de compresión recomendada del tornillo se sitúa entre 2,5:1 y 3:1 para evitar la degradación del material provocada por un cizallamiento excesivo;
- La capacidad de calentamiento del cilindro debe ser suficiente para garantizar un control estable de la temperatura a temperaturas de procesamiento de entre 290 y 330 °C;
- Se recomienda utilizar un tornillo con orificios de ventilación para eliminar las sustancias volátiles del material.
Materiales para moldes: Debido a las elevadas temperaturas de procesamiento del ETFE y a su ligera corrosividad, deben seleccionarse los siguientes aceros para moldes:
- Acero inoxidable (por ejemplo, SUS420, SUS440C): ofrece la mejor resistencia a la corrosión, pero presenta una mayor maquinabilidad;
- Aceros para moldes preendurecidos, como el PD13/Stavax: ofrecen un equilibrio entre la resistencia a la corrosión y la maquinabilidad;
- Se recomienda aplicar un cromado o un recubrimiento de TiN a las superficies de la cavidad y del canal del molde para prolongar la vida útil del mismo.
Pretratamiento de la materia prima
El ETFE es ligeramente higroscópico; si el contenido de humedad es demasiado elevado, pueden aparecer burbujas, rayas plateadas o defectos superficiales durante el moldeo por inyección. Es necesario realizar un secado previo antes del moldeo por inyección:
- Temperatura de secado: 120 °C
- Tiempo de secado: 4-6 horas (espesor de la capa de material ≤ 25 mm)
- Contenido de humedad objetivo tras el secado: < 0,02%
- Equipo de secado recomendado: secador deshumidificador (punto de rocío ≤ -40 °C); evítese el uso de hornos de aire caliente estándar debido a su ineficiencia.
El ETFE secado debe utilizarse en un plazo de 30 minutos para evitar que vuelva a absorber la humedad del ambiente.
Configuración de los parámetros del proceso
Distribución de la temperatura en el cilindro (desde la zona de alimentación hasta la boquilla):
| Sección / Segmento | Rango de temperaturas |
|---|---|
| Zona de alimentación (Zona 1) | 250~270 °C |
| Zona de compresión (Zona 2) | 280~300 °C |
| Zona de homogeneización (Zona 3) | 295~315 °C |
| boquilla | 300~320 °C |
Nota: Las temperaturas reales deben ajustarse en función de los datos del TDS correspondientes al tipo específico de material y a las características de la máquina. Las temperaturas excesivamente altas (> 340 °C) pueden provocar la descomposición del ETFE, con la consiguiente liberación de gas HF tóxico; esto debe evitarse a toda costa.
Temperatura del molde:
- Piezas de uso general: 80–120 °C
- Requisitos de alta cristalinidad y baja contracción: 120–150 °C
- Unas temperaturas más altas del molde contribuyen a mejorar la calidad de la superficie y la estabilidad dimensional, pero alargan el ciclo de enfriamiento.
Parámetros de inyección:
- Presión de inyección: 70–120 MPa
- Presión de mantenimiento: 50–70% de la presión de inyección
- Velocidad de inyección: velocidad moderada; evite una velocidad excesiva para prevenir la generación de calor por cizallamiento
- Contrapresión: 3–10 MPa
- Tiempo de enfriamiento: Por lo general, requiere entre 20 y 40% más tiempo que los materiales de uso general, como el ABS.
Aspectos clave a tener en cuenta en el diseño de la compuerta y el canal de inyección
- Tipo de entrada: Se recomienda utilizar canales calientes o entradas ocultas o laterales de mayor tamaño para reducir la acumulación de calor por cizallamiento;
- Sección transversal del canal: Utilice canales circulares o trapezoidales para minimizar la caída de temperatura provocada por la superficie de contacto entre el canal y la masa fundida;
- Tamaño de la compuerta: No debe ser demasiado pequeño para evitar la degradación del material provocada por velocidades de cizallamiento excesivamente altas;
- Ventilación: Dado que el ETFE genera una cantidad considerable de gas durante su procesamiento, los canales de ventilación del molde deben diseñarse adecuadamente; la profundidad de dichos canales suele ser de 0,015 a 0,025 mm.
Contracción y control dimensional
La contracción en el moldeo del ETFE se ve influida de manera significativa por los siguientes factores:
- Cristalinidad: Las temperaturas más altas del molde favorecen la cristalización, lo que aumenta la contracción total pero reduce la contracción posterior;
- Espesor de la pared: un mayor espesor de la pared suele provocar una mayor contracción;
- Fibras/rellenos: El ETFE reforzado con fibra de vidrio puede reducir significativamente la contracción y minimizar la diferencia de contracción entre la dirección del flujo y la dirección perpendicular;
- Parámetros de presión de mantenimiento: Una presión y un tiempo de mantenimiento adecuados ayudan a minimizar la contracción.
En los proyectos de moldeo por inyección de precisión de ETFE de Dimud, utilizamos el **análisis CAE Moldflow** para predecir el comportamiento de contracción antes de la fabricación del molde definitivo. En combinación con el análisis DFM, esto nos permite establecer expectativas técnicas razonables en cuanto a las tolerancias dimensionales durante la fase de diseño.
Medidas de seguridad
El ETFE es seguro a temperaturas normales de procesamiento (290-330 °C), pero si las temperaturas son demasiado elevadas o se produce una degradación, libera gases fluorados (principalmente HF y perfluoroisobuteno, PFIB), que suponen graves riesgos para el sistema respiratorio humano.
Al moldear por inyección ETFE, es fundamental asegurarse de que:
- La zona de trabajo está equipada con un sistema de ventilación por extracción local;
- Los operarios conocen los procedimientos de seguridad para el procesamiento de fluoropolímeros;
- Se instalan dispositivos de detección y alarma de HF alrededor de la máquina (en entornos de producción en serie);
- Está estrictamente prohibido fumar en la zona de procesamiento: si las bolitas de ETFE se incendian al entrar en contacto con un cigarrillo, también producirán fluoruros tóxicos.
Análisis y soluciones para los defectos más comunes en el moldeo por inyección de ETFE
Según la experiencia en ingeniería de Dimud, los tipos de defectos más habituales que se observan en los proyectos de moldeo por inyección de ETFE, junto con sus causas fundamentales y sus soluciones, son los siguientes:
Defecto 1: Rayas plateadas
Se manifiesta en forma de vetas de color blanco plateado en la superficie de la pieza, que se extienden a lo largo de la dirección del flujo de la masa fundida.
Causas fundamentales:
- Un contenido de humedad excesivamente elevado en la materia prima (la causa más habitual, que representa aproximadamente el 70% de los casos)
- Sobrecalentamiento localizado en el cilindro que provoca la degradación del material y la generación de gas
- Una velocidad de inyección excesivamente alta, que impide que el gas se escape a tiempo por los canales de ventilación
Soluciones:
- Comprueba y sigue al pie de la letra el proceso de presecado (120 °C, 4-6 h, utilizando un secador deshumidificador con un punto de rocío ≤ -40 °C).
- Comprueba la temperatura del cilindro sección por sección para garantizar la uniformidad y eliminar las zonas de sobrecalentamiento localizado.
- Reduzca adecuadamente la velocidad de inyección y compruebe si los canales de ventilación están obstruidos.
Defecto 2: Alabeo
Esto se manifiesta en desviaciones en la planitud una vez desmoldada la pieza, o en deformaciones en las zonas de paredes delgadas.
Causas fundamentales:
- El ETFE presenta una tasa de contracción relativamente elevada (1,5%–3,0%), y el espesor irregular de las paredes acentúa las diferencias de contracción entre las piezas.
- Un enfriamiento desigual del molde provoca diferencias de temperatura excesivas en toda la pieza
- Una presión de sujeción insuficiente provoca marcas de hundimiento en las zonas de paredes gruesas, que se colapsan durante el enfriamiento.
- La orientación del flujo en el ETFE reforzado con fibra de vidrio da lugar a tasas de contracción variables en las distintas direcciones
Soluciones:
- Asegúrese de que el espesor de las paredes sea uniforme durante la fase de DFM, evitando que la relación entre el espesor y la sección más delgada supere 3:1.
- Optimiza los canales de refrigeración del molde para garantizar que las diferencias de temperatura entre las distintas zonas sean inferiores a 5 °C.
- Aumenta el tiempo de mantenimiento de la presión y la propia presión para garantizar un llenado suficiente del material antes de que se solidifique la entrada de fundición.
- Realizar un análisis CAE de flujo en el molde de las piezas propensas a la deformación para predecir y compensar la contracción.
Defecto 3: Líneas de soldadura excesivamente profundas
Se manifiesta en forma de marcas lineales bien definidas en el punto donde convergen las corrientes de material fundido; en los casos leves, esto afecta al aspecto, mientras que en los casos graves crea puntos de concentración de tensiones que provocan la aparición de grietas.
Causas fundamentales:
- El frente de fusión está demasiado frío cuando llega al punto de convergencia, lo que impide que las dos corrientes de fusión se fusionen por completo.
- La velocidad de inyección es demasiado lenta, lo que provoca una caída excesiva de la temperatura del material fundido durante el llenado
- Una ventilación insuficiente del molde impide que el gas se escape por el punto de convergencia, lo que da lugar a huecos.
Soluciones:
- Aumentar la temperatura del molde (para elevar la temperatura del frente de fusión cuando llega al punto de convergencia)
- Aumentar adecuadamente la velocidad de inyección (teniendo en cuenta el riesgo de calor de cizallamiento)
- Añadir orificios de ventilación para los pasadores eyectores o para los insertos en los puntos correspondientes a las líneas de soldadura.
Defecto 4: Dificultad para desmoldar (problemas de adherencia o expulsión)
Esto se manifiesta en forma de piezas que se adhieren al molde, arañazos en la superficie durante la expulsión o deformación de las piezas.
Causas fundamentales:
- Aunque el ETFE tiene una energía superficial baja, una presión de mantenimiento prolongada a temperaturas del molde elevadas (>120 °C) puede provocar un cierto grado de adhesión entre la pieza y las paredes de la cavidad del molde.
- Ángulo de desmoldeo insuficiente, especialmente en cavidades profundas o estructuras salientes
- La rugosidad de la superficie del molde es demasiado baja (las superficies excesivamente lisas, de hecho, aumentan el efecto de adhesión por vacío)
Soluciones:
- Asegúrese de que todas las superficies verticales tengan un ángulo de desmoldeo suficiente (se recomienda ≥ 1,5°).
- Tratamiento de la superficie de la cavidad del molde: aplicar una textura fina y sutil (electroerosión o chorro de arena, Ra 0,8-1,6 μm) para evitar la adhesión por vacío.
- Utilice una cantidad adecuada de agente desmoldeante (pero tenga en cuenta que no deben utilizarse agentes desmoldeantes a base de silicona, ya que contaminan la superficie de ETFE y afectan al posterior procesamiento secundario).
- Reducir el tiempo de mantenimiento para minimizar la adherencia de moho provocada por un tiempo de mantenimiento excesivo.
Defecto 5: Desviación dimensional
Esto se tradujo en dimensiones críticas que superaban el rango de tolerancia especificado en los planos, con una escasa uniformidad entre lotes.
Causas fundamentales:
- Variación en la tasa de contracción del ETFE entre lotes (influenciada por los lotes de materia prima, el grado de secado y los parámetros de presión de mantenimiento)
- Expansión térmica del acero para moldes en condiciones de procesamiento a alta temperatura y variación dimensional derivada del uso prolongado
- Variación de los parámetros del proceso (presión de inyección, tiempo de mantenimiento, tiempo de enfriamiento)
Soluciones:
- Establecer un estricto control estadístico de procesos (SPC) e implementar la supervisión en tiempo real de los parámetros clave del proceso
- Crear una base de datos de correlaciones entre las dimensiones y los parámetros de proceso para las dimensiones críticas, con el fin de permitir ajustes rápidos de los parámetros.
- Para piezas de ETFE de alta precisión, se recomienda utilizar el diseño de compensación de contracción mediante CAE para incorporar márgenes de compensación durante la fase de diseño del molde.
6.8 Posprocesado de piezas de ETFE
Una vez finalizado el moldeo por inyección, algunas piezas de ETFE pueden requerir los siguientes procesos de acabado:
Recocido:
En el caso de las piezas de ETFE con requisitos estrictos de precisión dimensional, las tensiones residuales derivadas del moldeo por inyección pueden provocar una deriva dimensional durante su uso a largo plazo. El recocido libera estas tensiones residuales y mejora la estabilidad dimensional:
- Temperatura de recocido: aproximadamente entre 130 y 150 °C (cerca de la temperatura de distorsión térmica, pero por debajo de ella)
- Tiempo de recocido: Depende del espesor de la pared de la pieza; por lo general, aproximadamente 1 hora por cada 3 mm de espesor de la pared.
- Medio de recocido: horno con circulación de aire; evitar el uso de soportes suspendidos para prevenir la deformación por fluencia a altas temperaturas
- Velocidad de enfriamiento: Se recomienda un enfriamiento lento (≤ 2 °C/min) para evitar la aparición de nuevas tensiones térmicas debidas al choque térmico.
Tratamiento de activación de la superficie (para la adhesión):
La energía superficial extremadamente baja del ETFE hace que la adhesión con adhesivos resulte muy complicada. Entre los métodos de activación más habituales se encuentran:
- Grabado con naftaleno y sodio: un método de grabado químico que proporciona una activación duradera, pero que requiere el cumplimiento de protocolos específicos para la manipulación de productos químicos.
- Tratamiento con plasma: aumenta significativamente la energía superficial mediante la introducción de grupos funcionales reactivos que contienen oxígeno; la unión debe completarse en las horas siguientes al tratamiento; Dimud ofrece
- capacidades de tratamiento superficial por plasma, que pueden servir como etapa integrada de posprocesamiento para piezas de ETFE
- Tratamiento con láser excimer: activación localizada de alta precisión, adecuada para áreas de unión pequeñas
Mecanizado (posmecanizado):
El mecanizado secundario (torneado, fresado, taladrado) de las piezas moldeadas por inyección de ETFE suele ser sencillo; el material presenta una buena maquinabilidad y no tiende a astillarse. Precauciones clave:
- Utiliza herramientas de corte afiladas para evitar el ablandamiento y la deformación del material provocados por la acumulación de calor.
- Se recomienda el enfriamiento por agua o por aire comprimido
- Evita generar polvo fino de ETFE (la inhalación de polvo de fluoropolímeros supone un riesgo para la salud)
¿Cuándo conviene elegir el ETFE para el moldeo por inyección?
Entre los clientes que colaboran con el equipo de ingeniería de Dimud, la decisión de utilizar plástico ETFE para el moldeo por inyección en los siguientes casos suele ser la opción óptima tras una rigurosa evaluación de los materiales:
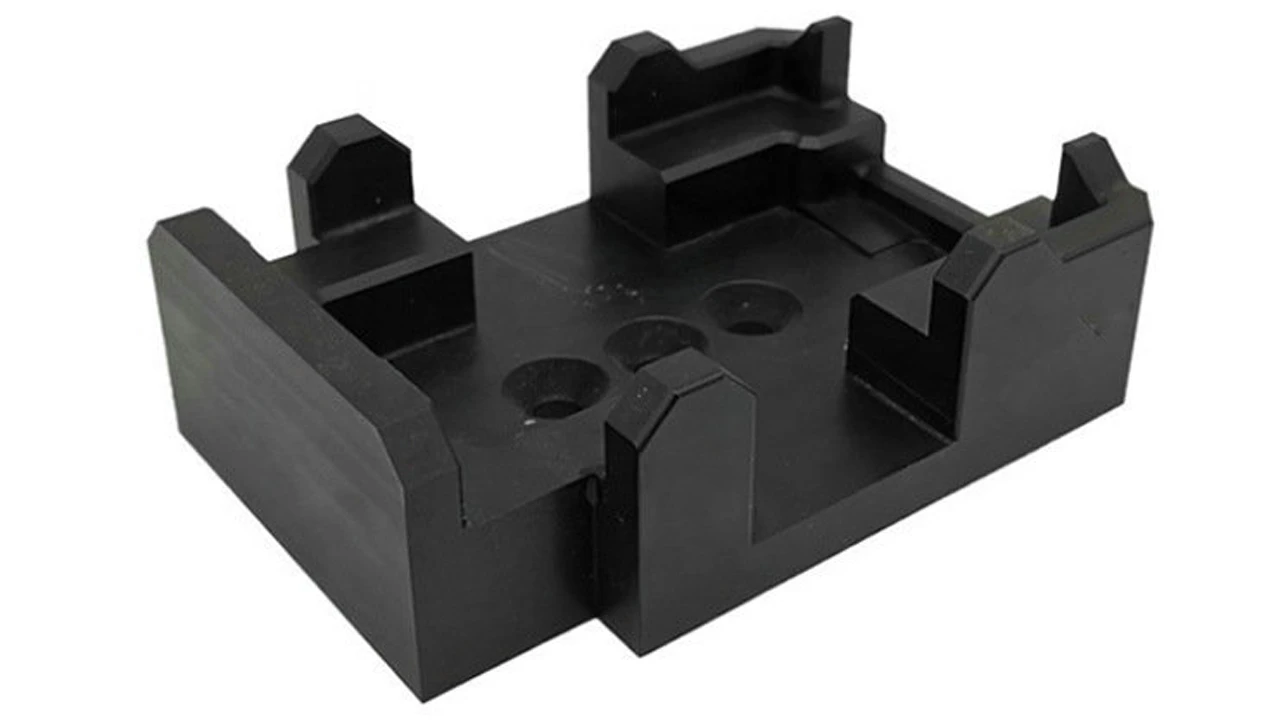
Escenario 1: Piezas de precisión para equipos de manipulación de productos químicos y fluidos
Carcasas de bombas, cuerpos de válvulas, accesorios de tubería, componentes internos de caudalímetros… Estas piezas deben cumplir simultáneamente tres requisitos clave: resistencia a la corrosión, resistencia a la presión y geometrías complejas. El ETFE es actualmente uno de los pocos materiales capaces de cumplir los estrictos requisitos de resistencia química y, al mismo tiempo, permitir la producción de formas complejas mediante moldeo por inyección. Si el diseño de una pieza incluye canales integrados, superficies de sellado irregulares o interfaces de ajuste de precisión, el moldeo por inyección de ETFE es prácticamente el único método de fabricación viable.
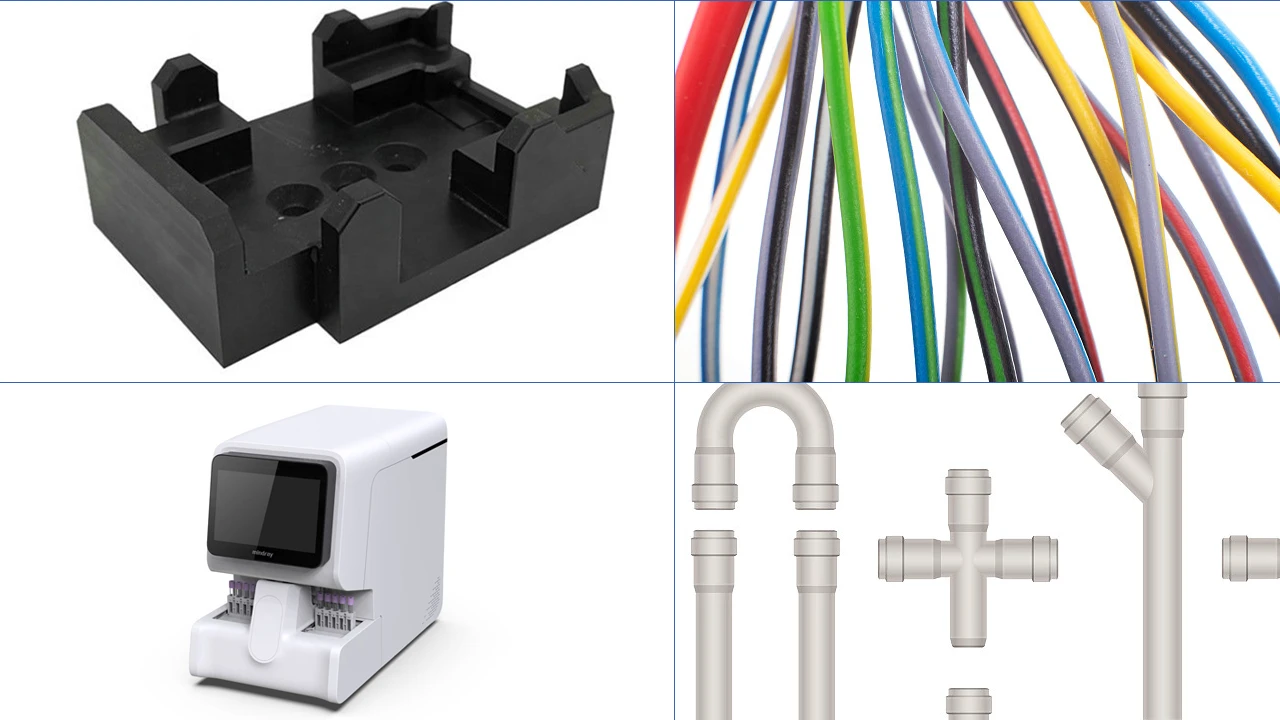
Escenario 2: Sistemas de aislamiento para hilos, cables y conectores
Cables para aviación, cables de instrumentación secundaria para centrales nucleares, cables coaxiales de radiofrecuencia 5G… Estos cables requieren materiales aislantes con una baja constante dieléctrica, resistencia a la radiación, un amplio rango de temperaturas y la capacidad de lograr un recubrimiento uniforme y de pared delgada durante el moldeo por inyección o la extrusión. El ETFE es una de las opciones de material estándar para los principales fabricantes mundiales de cables en este campo.
Escenario 3: Herramientas auxiliares para la fabricación de semiconductores y productos electrónicos de precisión
Portaoblas, boquillas de dosificación de productos químicos, accesorios para el grabado en húmedo… Los equipos de fabricación de semiconductores que operan en entornos químicos ultrapuros requieren materiales para sus componentes que no presenten contaminación ni lixiviación alguna cuando se exponen a medios altamente corrosivos, como el HF, el H₂SO₄ y el H₂O₂. La alta pureza y la inercia química del ETFE lo convierten en el material ideal para estas aplicaciones de alto valor.
Escenario 4: Productos sanitarios y consumibles de laboratorio
El ETFE cuenta con la certificación de la FDA y presenta una excelente biocompatibilidad, lo que lo hace adecuado para tubos de fluidos médicos, sistemas fluídicos en dispositivos de diagnóstico in vitro y componentes de dispensación automática de líquidos en laboratorios. Su resistencia a la esterilización (es capaz de soportar la esterilización con vapor y la irradiación con rayos γ) refuerza aún más su competitividad en el ámbito médico.
Escenario 5: Nuevos componentes para equipos de energía y energía solar
Juntas de estanqueidad para marcos de módulos fotovoltaicos, kits de protección de cables para sistemas de seguimiento solar y componentes de aislamiento interno para baterías de almacenamiento de energía: estas aplicaciones requieren materiales que funcionen de forma estable en entornos exteriores a largo plazo, donde se aprovecha al máximo la excelente resistencia del ETFE al envejecimiento térmico y a los rayos UV.
Escenario 6: Componentes para equipos aeroespaciales y militares
El amplio rango de temperaturas del ETFE (de -200 °C a +150 °C), su resistencia a la radiación y su baja volatilidad le han valido un amplio reconocimiento en el sector aeroespacial. Las piezas de ETFE moldeadas por inyección se utilizan en los sistemas hidráulicos de las aeronaves, en las válvulas de los sistemas de combustible y en los componentes estructurales de aislamiento eléctrico de los equipos de radio militares.
¿En qué casos no se debe utilizar el ETFE para el moldeo por inyección?
Saber cuándo no utilizar ETFE es tan importante como saber cuándo utilizarlo. A través de los servicios de consultoría de ingeniería de Dimud, hemos ayudado a nuestros clientes a evitar importantes sobrecostes derivados de una selección inadecuada de materiales.
Escenario 1: Las temperaturas de funcionamiento superan constantemente los 150 °C
La temperatura máxima de funcionamiento continuo del ETFE es de 150 °C. Si el entorno de funcionamiento supera constantemente esta temperatura, se debería considerar el uso de PFA (que puede utilizarse hasta aproximadamente 250 °C) o FEP (aproximadamente 200 °C) en lugar del ETFE. Muchos componentes industriales que funcionan en compartimentos de motor o cerca de hornos de alta temperatura entran en esta categoría.
Escenario 2: Requisitos extremos para el coeficiente de fricción
Si la aplicación requiere un material con un coeficiente de fricción extremadamente bajo (por ejemplo, cojinetes deslizantes o juntas de pistón), el PTFE (coeficiente de fricción de aproximadamente 0,05) ofrece un rendimiento mucho mejor que el ETFE (aproximadamente 0,4). En tales casos, el PTFE sin relleno o con relleno de MoS₂ es la opción más adecuada.
Escenario 3: Piezas de gran volumen, forma sencilla y con restricciones presupuestarias
Si las piezas tienen formas sencillas (como placas planas, tubos o juntas) y pueden fabricarse mediante sinterización por compresión o mecanizado, el PTFE suele resultar más rentable que el moldeo por inyección de ETFE; aunque los precios de la materia prima de ambos materiales son similares, existe una diferencia significativa en los costes de procesamiento.
Escenario 4: Componentes estructurales que requieren una rigidez y una dureza extremadamente elevadas
El módulo de flexión del ETFE (800-1100 MPa) y su dureza (Shore D 60-65) son moderados según los estándares de los plásticos técnicos. Para componentes sometidos a carga que requieran una rigidez estructural extremadamente alta, el PEEK, el PPS o el nailon reforzado con fibra de vidrio pueden resultar más adecuados.
Escenario 5: Piezas ópticamente transparentes sensibles a los arañazos
Aunque el ETFE ofrece una excelente transparencia, su dureza superficial relativamente baja lo hace propenso a los arañazos. Si la aplicación exige una calidad óptica de la superficie extremadamente alta y el contacto mecánico es inevitable, el PMMA o el PC pueden ser opciones más adecuadas en términos de coste y dureza (aunque, por supuesto, la resistencia química de estos dos materiales es muy inferior a la del ETFE).
Escenario 6: Productos de gran consumo con presupuestos extremadamente limitados
El coste de la materia prima del ETFE es decenas de veces superior al del PP o el ABS. Cuando los requisitos funcionales de una pieza pueden satisfacerse con plásticos técnicos de uso general, optar por el ETFE no tiene sentido desde el punto de vista económico. El principio fundamental de la selección de materiales es utilizar siempre el material más adecuado, no el más caro.
Aplicaciones del material ETFE en las principales industrias
Sector químico y de manipulación de fluidos
Este es el ámbito de aplicación tradicional más importante del moldeo por inyección de plástico ETFE. Entre los componentes típicos se incluyen:
- Cuerpos y tapas de bombas: revestidos o moldeados por inyección íntegramente en ETFE, utilizados en bombas para el transporte de ácidos y álcalis fuertes
- Bolas y asientos de válvulas: el moldeo por inyección de precisión garantiza una excelente precisión de las superficies de sellado
- Accesorios y conectores para tuberías: componentes de unión para sistemas de tuberías resistentes a la corrosión
- Carcasas de filtro: Sistemas de filtración para productos químicos ultrapuros
- Boquillas y cabezales dosificadores: componentes de control de caudal de precisión
El ETFE se ha convertido en el material de referencia en este ámbito, ya que actualmente es uno de los pocos materiales para moldeo por inyección que se sabe que ofrecen resistencia tanto al HF (ácido fluorhídrico) como a los ácidos oxidantes fuertes; una característica fundamental que otros plásticos técnicos no logran igualar.
Sector eléctrico y electrónico
- Aislamiento de cables de alto rendimiento: cables de instrumentación para los sectores de la aviación, el ejército y las centrales nucleares
- Aislamiento de conectores coaxiales: sistemas de alta frecuencia, microondas y RF
- Sustratos para placas de circuito impreso (PCB): laminados de ETFE utilizados en equipos de comunicación de alta frecuencia
- Carcasas de conectores: Conectores industriales que funcionan en entornos con altas temperaturas y condiciones químicas adversas
- Componentes de aislamiento para motores: Componentes estructurales de aislamiento interno para motores eléctricos que funcionan en entornos con altas temperaturas
Fabricación de semiconductores y microelectrónica
- Portaoblas y casetes: recipientes de transporte de oblas para procesos húmedos
- Componentes de equipos de pulido químico-mecánico (CMP): piezas resistentes al desgaste y a la corrosión que están en contacto con suspensiones ultrapuras
- Revestimientos de los depósitos de limpieza de obleas de silicio: materiales fundamentales para los procesos de grabado con HF
- Tuberías para líquidos de alta pureza: sistemas de distribución de agua ultrapura y productos químicos que evitan la contaminación por iones metálicos
En los proyectos destinados a clientes europeos del sector de los equipos para semiconductores, las piezas moldeadas por inyección de ETFE suelen ser el material principal elegido para estos proyectos de alto valor añadido. Visita nuestra página de Servicios de moldeo por inyección de precisión para obtener más detalles sobre nuestra matriz completa de capacidades para la industria de los semiconductores.
Sectores médico y de las ciencias de la vida
- Sistemas fluídicos para instrumentos de diagnóstico in vitro: componentes microfluídicos en analizadores de sangre y secuenciadores genéticos
- Componentes fluídicos para equipos quirúrgicos: componentes de control de fluidos de precisión resistentes a la esterilización
- Equipos de automatización de laboratorio: Componentes en contacto con líquidos para estaciones de dispensación de líquidos y equipos de procesamiento de muestras
- Componentes de los equipos de diagnóstico por imagen: Componentes estructurales de los equipos de resonancia magnética que no contienen metales paramagnéticos (para requisitos específicos)
El ETFE cuenta con la certificación para el contacto con alimentos de conformidad con el título 21 del CFR de la FDA y cumple los requisitos de biocompatibilidad de la Clase VI de la USP, con lo que satisface los requisitos básicos de conformidad para aplicaciones en dispositivos médicos.
Industrias de las nuevas energías y la energía fotovoltaica
Láminas de encapsulación para módulos fotovoltaicos: láminas frontales de ETFE para paneles solares flexibles
Revestimientos de cables: Aislamiento y revestimiento para cables de corriente continua en plantas fotovoltaicas al aire libre
Componentes aislantes para baterías de almacenamiento de energía: separadores y juntas aislantes eléctricos en los paquetes de baterías de potencia
Conjuntos de pilas de combustible de hidrógeno: juntas y placas de flujo en pilas de combustible de membrana de intercambio protónico
Industrias aeroespaciales y de defensa
- Accesorios para sistemas hidráulicos de aviación: accesorios hidráulicos y revestimientos que funcionan a temperaturas extremas y a alta presión
- Juntas del sistema de combustible: Componentes estructurales de sellado resistentes a la corrosión que están en contacto con el combustible de aviación
- Radomos de radar: ventanas de transmisión de señales de radar fabricadas con ETFE de baja constante dieléctrica
- Cables de comunicación militar: cables de señal que funcionan en entornos con temperaturas y niveles de radiación extremos
Sectores de la automoción y de los vehículos de nuevas energías (NEV)
Con la rápida implantación de los vehículos de nueva energía (NEV), el uso del plástico ETFE en la industria de la automoción se está expandiendo rápidamente:
Sector de la automoción convencional:
- Componentes del sistema de combustible: casquillos de la bomba de combustible, carcasas de los filtros de combustible y componentes aislantes de los inyectores de combustible, que deben soportar la exposición prolongada a la gasolina, a los combustibles mezclados con etanol y a diversos aditivos para combustible
- Sistemas de conductos de líquido de frenos: el líquido de frenos DOT 4/5 es corrosivo para la mayoría de los polímeros; la resistencia del ETFE lo convierte en un material ideal para los sistemas de conductos de frenos de alto rendimiento
- Mazos de cables del compartimento del motor: Aislamiento de los cables en las zonas del compartimento del motor sometidas a altas temperaturas, que debe soportar temperaturas elevadas intermitentes y la contaminación por aceite.
Aplicaciones específicas para los vehículos de nueva energía (NEV):
- Componentes estructurales de aislamiento interno para paquetes de baterías: en los sistemas de alta tensión (400 V–800 V), la resistencia a las altas temperaturas y al electrolito de los materiales de aislamiento eléctrico es fundamental
- Tubos del sistema de gestión térmica: tubos de circulación y accesorios para el líquido refrigerante de la batería (que suele contener etilenglicol)
Componentes de aislamiento interno para pistolas de recarga: componentes internos de las interfaces de recarga de alta tensión que resisten las tensiones mecánicas derivadas de las frecuentes conexiones y desconexiones, así como las amplias fluctuaciones de la temperatura ambiente. - Componentes de protección para sensores de vehículos: carcasas y juntas para sensores diseñadas para un funcionamiento a largo plazo en entornos adversos, como la lluvia, la nieve y la niebla salina.
Dimud ofrece servicios de moldeo por inyección de ETFE a proveedores del sector de la automoción en Europa y Norteamérica, proporcionando un apoyo integral en el proceso APQP dentro del marco del sistema de gestión de la calidad IATF 16949. Desde el DFMEA hasta la documentación PPAP para la producción en serie, adaptamos nuestros servicios para satisfacer los requisitos de los clientes.
Sectores de la protección del medio ambiente y el tratamiento de aguas
La demanda de materiales resistentes a la corrosión es extremadamente elevada en los sectores del tratamiento de aguas y la ingeniería medioambiental. Gracias a su amplia resistencia química, el ETFE se utiliza ampliamente en las siguientes aplicaciones:
- Equipos de aireación para el tratamiento de aguas residuales: cabezales de aireación y conjuntos de tubos difusores expuestos a ácidos orgánicos de alta concentración y a entornos de lodos activados
- Equipos de desulfuración de gases de combustión (FGD) y de desnitrificación: boquillas y componentes de tuberías en sistemas FGD expuestos al condensado de gases ácidos como el SO₂ y el HCl
- Tratamiento de aguas residuales con metales pesados: Componentes de los equipos utilizados en los sistemas de tratamiento de aguas residuales de galvanoplastia y de líquidos residuales de grabado que entran en contacto con soluciones de sales de metales pesados de alta concentración y ácidos fuertes
- Equipos de desalinización de agua de mar: Componentes de precisión en sistemas de ósmosis inversa que entran en contacto con agua de mar de alta salinidad y productos químicos de limpieza
- Tratamiento de lixiviados de vertedero: Los lixiviados de vertedero contienen altas concentraciones de nitrógeno amoniacal, metales pesados y contaminantes orgánicos, que son extremadamente corrosivos para los materiales; el ETFE es una de las soluciones más fiables.
La sostenibilidad y la reciclabilidad del ETFE
Dado que los clientes de Europa y América del Norte prestan cada vez más atención a la huella de carbono y a la economía circular, las propiedades sostenibles del plástico ETFE merecen un análisis aparte:
- 100% Termoplástico y reciclable: el ETFE es un auténtico material termoplástico que puede fundirse y granularse en instalaciones especializadas. El material reciclado solo sufre una pérdida de prestaciones limitada y puede utilizarse en productos equivalentes o en aplicaciones de menor nivel. Esto supone una diferencia fundamental con respecto a los recubrimientos de fluoropolímeros termoendurecibles.
- Su larga vida útil reduce la frecuencia de sustitución: con una vida útil de más de 50 años, las estructuras de ETFE prácticamente no requieren sustitución a lo largo del ciclo de vida de un edificio, lo que reduce el consumo de materiales y la generación de residuos.
- El diseño ligero reduce las emisiones de carbono del transporte: el peso extremadamente ligero de la lámina de ETFE (aproximadamente 1 kg/m²) hace que las emisiones de carbono durante el transporte sean mucho menores que las de las alternativas de vidrio.
- Reducción del uso de estructuras de acero: Una reducción del 30–50% en las estructuras de soporte supone un ahorro significativo de acero, una de las principales fuentes de emisiones de carbono en el sector de la construcción.
Cómo colaborar con los proveedores de moldeo por inyección para desarrollar piezas de ETFE
El éxito de un proyecto de moldeo por inyección de ETFE depende en gran medida del grado de colaboración técnica entre el cliente y el proveedor. A continuación se describe el proceso de colaboración recomendado por el equipo de ingeniería de Dimud:
Paso 1: Definir los requisitos de rendimiento y el entorno operativo
Durante la fase de diseño, deben definirse claramente los siguientes aspectos:
- Los tipos y concentraciones de los productos químicos con los que entrará en contacto el material;
- Rango de temperaturas de funcionamiento (temperatura ambiente, temperatura máxima y temperatura mínima);
- Presión y cargas mecánicas que debe soportar;
- Requisitos de aislamiento eléctrico (si los hubiera);
- Requisitos de tolerancia dimensional;
- Requisitos de certificación (FDA, UL, productos sanitarios, etc.).
Esta información determina directamente la elección de los tipos de ETFE (por ejemplo, si se requiere un refuerzo de fibra de vidrio o si es necesaria una certificación para uso alimentario), así como las estrategias posteriores de diseño de moldes.
Paso 2: Análisis DFM (diseño para la fabricabilidad)
La elevada tasa de contracción del ETFE, su coeficiente de expansión térmica relativamente alto y la dificultad para su unión requieren una evaluación profesional de DFM durante la fase de diseño:
- Uniformidad del espesor de la pared: Evitar deformaciones y marcas de hundimiento provocadas por variaciones significativas en el espesor de la pared;
- Ángulo de desmoldeo: Recomendado ≥ 1,5° (la baja energía superficial del ETFE suele facilitar el desmoldeo en comparación con los plásticos de uso general, pero las paredes laterales muy inclinadas siguen requiriendo ángulos de desmoldeo suficientes);
- Diseño de los insertos: Si se incluyen insertos metálicos, debe tenerse plenamente en cuenta la diferencia en los coeficientes de dilatación térmica entre el ETFE y el metal;
- Tolerancias dimensionales: La elevada tasa de contracción del ETFE implica que, cuando las tolerancias dimensionales son extremadamente ajustadas, es necesario prever márgenes adicionales para el moldeo de prueba y la modificación del molde.
Los servicios de análisis DFM de Dimud abarcan todos los plásticos técnicos y fluoropolímeros especiales, lo que ayuda a los clientes a identificar posibles riesgos antes de que comience la fabricación de los moldes y a evitar las pérdidas derivadas de las repeticiones de trabajo causadas por defectos de diseño.
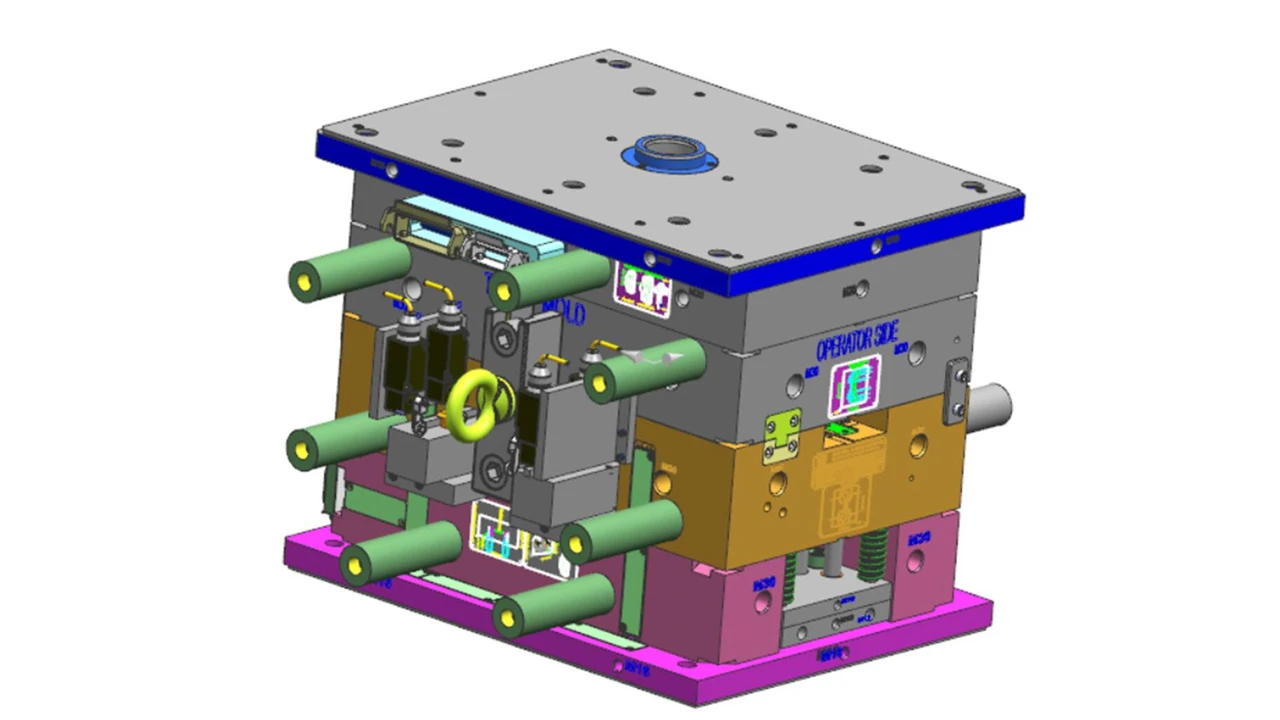
Paso 3: Diseño y fabricación de moldes
A partir de las conclusiones del análisis DFM, el diseño del molde requiere una optimización especializada adaptada a las características del ETFE:
- Selección del acero: Dar prioridad al acero inoxidable o al acero de alta resistencia a la corrosión y alta dureza;
- Sistema de refrigeración: Dadas las elevadas temperaturas de procesamiento del ETFE, se deben diseñar canales de refrigeración eficientes y uniformes para garantizar que las diferencias de temperatura entre las distintas zonas sean inferiores a 5 °C;
- Sistema de ventilación: Diseñar canales de ventilación adecuados para evitar la formación de burbujas y defectos;
- Sistema de entrada: Selecciona las ubicaciones y dimensiones adecuadas de las entradas para garantizar un llenado uniforme del molde con la masa fundida.
Paso 4: Moldeado de prueba y optimización del proceso
El ETFE tiene un margen de procesamiento muy reducido; el moldeo de prueba inicial suele requerir una documentación exhaustiva de los parámetros del proceso y una optimización sistemática. Recomendaciones:
- Aumenta gradualmente la temperatura para determinar el rango de temperatura de procesamiento real del material en el equipo actual;
- Realizar pruebas de inyección cortas para confirmar la secuencia de llenado e identificar las zonas en las que la ventilación podría ser insuficiente;
- Ajustar sistemáticamente los parámetros de presión de sujeción para optimizar la precisión dimensional y la calidad de la superficie;
- Realizar una verificación de la homogeneidad de los lotes para confirmar la estabilidad del proceso.
Paso 5: Control de calidad y asistencia en la certificación
Dimud ofrece a sus clientes una cadena completa de documentación de calidad:
- Certificado de análisis (COA) de la materia prima (para lotes de materia prima);
- Informe de inspección del primer artículo (FAIR);
- Documentos de control de procesos (FMEA, plan de control);
- Informe de inspección dimensional (CMM, máquina de medición por coordenadas);
- Si es necesario, podemos ayudarle a organizar pruebas de compatibilidad química realizadas por terceros.
Si está valorando un proyecto de piezas moldeadas por inyección de ETFE, visite la página de servicios de moldeo por inyección de precisión de Dimud para obtener más información, o póngase en contacto directamente con nuestro equipo de ingeniería para una evaluación gratuita del proyecto y Análisis DFM.
Preguntas frecuentes
El ETFE pertenece a la familia de los fluoropolímeros; está relacionado con el Teflón, pero no es exactamente lo mismo. “Teflón” es una marca registrada de DuPont. En un principio, se refería específicamente al PTFE (politetrafluoroetileno), pero desde entonces el nombre de la marca se ha aplicado a varias de las líneas de productos de fluoropolímeros de la empresa, entre ellas el FEP, el PFA y el ETFE (los productos de ETFE de DuPont se comercializan bajo la marca Tefzel®). Por lo tanto, el ETFE es un fluoropolímero “similar al Teflón” que, al igual que el PTFE, pertenece a la familia de los fluoropolímeros y posee una excelente resistencia química y estabilidad en un amplio rango de temperaturas. Sin embargo, existen diferencias significativas entre ambos en cuanto a estructura molecular, métodos de procesamiento (el ETFE puede moldearse por inyección, mientras que el PTFE no) y propiedades mecánicas.
El ETFE se utiliza ampliamente en los siguientes ámbitos:
- Fabricación de semiconductores: componentes de alta pureza y resistentes a la corrosión para equipos de procesos húmedos
- Productos sanitarios: Sistemas de conductos de fluidos para instrumentos de diagnóstico in vitro; tubos y accesorios resistentes a la esterilización
- Sector aeroespacial: Juntas para sistemas hidráulicos y de combustible; radomos de antenas de radar
En condiciones normales de exposición al aire libre, el ETFE tiene una vida útil prevista de entre 30 y 50 años, o incluso más. **Tal y como han demostrado exhaustivas pruebas de envejecimiento acelerado en laboratorio y proyectos de ingeniería reales (algunos de los cuales llevan más de 30 años en funcionamiento), el ETFE no presenta un deterioro significativo de su resistencia mecánica, ni amarilleamiento ni fragilización durante este periodo. En el caso de los componentes industriales moldeados por inyección (como carcasas de bombas químicas y piezas de aislamiento eléctrico), la vida útil también puede alcanzar varias décadas cuando se utilizan en entornos químicos y de temperatura adecuados para su diseño. Una vez alcanzada el final de su vida útil, el ETFE puede reciclarse y reprocesarse, lo que amplía aún más el valor del material.En cuanto a las materias primas, el coste por metro cuadrado de la lámina de ETFE suele ser superior al del vidrio común; sin embargo, al considerar el coste total de propiedad (TCO) a lo largo de todo el ciclo de vida, los sistemas de ETFE suelen ofrecer una ventaja económica frente a soluciones equivalentes de vidrio. **Las razones son las siguientes: el peso extremadamente ligero del ETFE (aproximadamente 1% del del vidrio) reduce la cantidad de acero de soporte necesaria entre un 30 % y un 50%, lo que se traduce en un ahorro significativo en los costes estructurales; el proceso de instalación es más sencillo, lo que conlleva menores costes de mano de obra; las propiedades autolimpiantes del ETFE prácticamente no requieren mantenimiento rutinario; y su vida útil de más de 50 años hace que la sustitución sea necesaria muy de vez en cuando. Para los sistemas de cubiertas y fachadas de edificios a gran escala, teniendo en cuenta todos estos factores, el ETFE suele ser una opción de ingeniería más económica y práctica que el vidrio.
En cuanto a las materias primas, el coste por metro cuadrado de la lámina de ETFE suele ser superior al del vidrio convencional; sin embargo, si se tiene en cuenta el coste total de propiedad (TCO) a lo largo de todo el ciclo de vida, los sistemas de ETFE suelen ofrecer una ventaja económica frente a soluciones equivalentes de vidrio. **Las razones son las siguientes: el peso extremadamente ligero del ETFE (aproximadamente 1% del del vidrio) reduce la cantidad de acero de soporte necesaria entre un 30 y un 50%, lo que se traduce en un ahorro significativo en los costes estructurales; el proceso de instalación es más sencillo, lo que conlleva menores costes de mano de obra; las propiedades autolimpiantes del ETFE prácticamente no requieren mantenimiento rutinario; y su vida útil de más de 50 años hace que la sustitución sea necesaria muy de vez en cuando. Para los sistemas de cubiertas y fachadas de edificios a gran escala, teniendo en cuenta todos estos factores, el ETFE suele ser una opción de ingeniería más económica y práctica que el vidrio.
Sí, el ETFE tiene una excelente resistencia al agua. **La energía superficial extremadamente baja y la alta densidad del ETFE lo hacen prácticamente impermeable a las moléculas de agua, lo que le confiere una resistencia al agua comparable o incluso superior a la del vidrio. En los sistemas arquitectónicos de colchón de aire, la lámina de ETFE puede soportar de forma continua las cargas de lluvia y nieve sin fugas a lo largo de toda su vida útil. En aplicaciones industriales, las tuberías, los contenedores y las carcasas de bombas fabricados en ETFE pueden utilizarse para contener y transportar diversos líquidos —incluidos los corrosivos— sin necesidad de tratamientos impermeabilizantes adicionales. Además, la superficie autolimpiante del ETFE hace que las gotas de agua formen un ángulo de contacto amplio (fuerte hidrofobicidad), lo que constituye la base física por la que las láminas de ETFE para arquitectura no requieren limpieza ni mantenimiento especiales.
Situaciones en las que el ETFE es la mejor opción: cuando es necesario moldear por inyección piezas de formas complejas; cuando se requiere transparencia o una alta transmitancia de la luz; cuando se exige una elevada resistencia a la tracción y a los impactos; cuando se necesita resistencia a la radiación; y cuando la temperatura de funcionamiento no supera los 150 °C.
Situaciones en las que el PTFE es la mejor opción: cuando se requiere un coeficiente de fricción extremadamente bajo (cojinetes, superficies de sellado, recubrimientos antiadherentes); cuando la temperatura de funcionamiento supera de forma constante los 150 °C (el PTFE puede soportar hasta 260 °C); cuando las piezas tienen geometrías sencillas que pueden procesarse mediante sinterización; y cuando existen requisitos extremadamente estrictos en cuanto a la inercia química (por ejemplo, contacto con medios extremos como el ácido nítrico humeante).
En aplicaciones prácticas de ingeniería, estos dos materiales suelen desempeñar funciones distintas dentro del mismo sistema; por ejemplo, en las bombas químicas, el cuerpo de la bomba, moldeado por inyección de ETFE, proporciona soporte estructural, mientras que el anillo de sellado del eje, de PTFE, aprovecha su coeficiente de fricción extremadamente bajo para garantizar un sellado fiable.
Resumen
El plástico ETFE es uno de los miembros más valiosos de la familia de los fluoropolímeros: cubre la brecha técnica entre “el PTFE totalmente fluorado, que no se puede moldear por inyección, y los plásticos técnicos de uso general, que no son adecuados para entornos corrosivos ni para amplios rangos de temperatura”.”
Desde el punto de vista químico, el ETFE se produce mediante la copolimerización de etileno y tetrafluoroetileno. Al tiempo que conserva la inercia química de sus segmentos fluorados, ofrece una auténtica fluidez para el moldeo por inyección, una mayor resistencia mecánica y una transparencia óptica única. Esto le confiere un papel insustituible en ámbitos de aplicación de alto valor añadido, como los equipos químicos, el aislamiento eléctrico, la fabricación de semiconductores, las nuevas energías y las estructuras arquitectónicas de ETFE.
La elección entre el ETFE y el PTFE no es una decisión de «o uno u otro», sino más bien una valoración técnica basada en los requisitos específicos de la aplicación, en la que se sopesan los métodos de procesamiento, los rangos de temperatura, las propiedades mecánicas y las características de fricción para alcanzar la solución óptima.
Para los ingenieros y los responsables de la toma de decisiones en materia de compras, la introducción del moldeo por inyección de ETFE implica:
- Aceptar unos costes más elevados de materiales y procesamiento a cambio de unos límites de rendimiento que los plásticos de ingeniería de uso general no pueden alcanzar;
- Seleccionar proveedores especializados con experiencia en el procesamiento de fluoropolímeros, que cuenten con el equipamiento adecuado y con sistemas de gestión de la calidad, en lugar de confiar el trabajo a fábricas comunes de moldeo por inyección de plástico de uso general;
- Incorporar el análisis DFM en una fase temprana del diseño para integrar las características de contracción del ETFE, las diferencias de dilatación térmica y los requisitos de diseño de los moldes en el proceso de desarrollo del producto.
Dimud es un socio integral en materia de fabricación especializada en moldeo por inyección de precisión y fabricación de moldes, que ofrece servicios integrales que abarcan desde el análisis DFM, el diseño y la fabricación de moldes de precisión, el moldeo por inyección y el procesamiento secundario hasta la gestión de la cadena de suministro. Para proyectos de moldeo por inyección que impliquen plásticos técnicos de alto rendimiento, como el ETFE, nuestro equipo de ingeniería ofrece un apoyo profesional integral, desde recomendaciones sobre la selección de materiales hasta la entrega de la primera pieza.




