

Вы ищете пластик, который устойчив к воздействию агрессивных химических веществ, выдерживает экстремальные температуры от -200 °C до +150 °C и служит десятилетиями в условиях открытого воздуха — и при этом позволяет изготавливать сложные детали с высокой точностью методом литья под давлением без необходимости перехода на нестандартные производственные процессы?
Пластик ETFE занимает уникальное положение: это фторполимер, обладающий химической стойкостью PTFE, механической прочностью, в два раза превышающей прочность PTFE, подлинной оптической прозрачностью и способностью к литью под давлением в формы сложной геометрии. От культового фасада в виде пузырей пекинского «Водного куба» до высокочистых компонентов для работы с жидкостями внутри оборудования для влажных процессов в полупроводниковой промышленности, Пластик ETFE заслуженно считается одним из самых универсальных и высококачественных инженерных полимеров, доступных на сегодняшний день. В данном руководстве собрана вся необходимая информация — Свойства и технические характеристики ETFE, параметры процесса литья под давлением, подробное ETFE и PTFE сравнение, сценарии применения, в которых ETFE демонстрирует свои преимущества (а также те, в которых это не так), а также практические рекомендации по сотрудничеству с партнером, специализирующимся на прецизионном литье под давлением, чтобы реализовать ваши детали из ETFE от этапа проектирования до запуска в производство.
Что такое пластик ETFE?

Пластик ETFE, полное название которого — сополимер этилена и тетрафторэтилена (Ethylene Tetrafluoroethylene), представляет собой полукристаллический термопластичный фторполимер, получаемый в результате реакции сополимеризации этилена и тетрафторэтилена (TFE). Его номер CAS — 25038-71-5, а химическая формула может быть представлена как –(CH₂CH₂)ₓ–(CF₂CF₂)ₙ–.
В отличие от полностью фторированного ПТФЭ (политетрафторэтилена), в молекулярной цепи ЭТФЭ присутствуют этиленовые звенья, что позволяет ему сохранять превосходную химическую стойкость и стабильность в широком диапазоне температур, характерные для семейства фторполимеров, при этом значительно повышая механическую прочность, технологичность и оптическую прозрачность. На рынке наиболее известным брендом пластика на основе ETFE является Tefzel® компании DuPont; среди других известных брендов можно отметить серию Hyflon® ETFE компании Solvay и серию Fluon® ETFE компании AGC.
С точки зрения инженеров-специалистов по литью под давлением, ETFE обладает рядом ключевых характеристик, заслуживающих особого внимания:
Это настоящий термопластичный материал, который можно обрабатывать с помощью стандартного оборудования для литья под давлением, что является принципиальным отличием от ПТФЭ — поскольку ПТФЭ не может плавиться и течь, он, как правило, подходит только для прессового спекания;
Температура плавления ETFE составляет примерно 267 °C, а диапазон условий его переработки более сложен, чем у большинства инженерных пластиков, что требует использования специализированного оборудования и контроля технологического процесса;
ETFE обладает уникальным внешним видом — от полупрозрачного до прозрачного, что крайне редко встречается среди фторполимеров, благодаря чему он имеет незаменимое практическое значение в архитектуре, оптике и солнечной энергетике.
С точки зрения рыночного позиционирования пластик ETFE занимает промежуточное положение между “высокоэффективными инженерными пластиками” и “специализированными фторполимерами” — его эксплуатационные характеристики значительно превосходят характеристики инженерных пластиков общего назначения, таких как ABS, PP и PA, однако по сравнению с материалами, обладающими чрезвычайно высокой термостойкостью, такими как PEEK и PPS, он отличается более низкими температурами переработки, лучшими текучестными свойствами и более конкурентоспособной стоимостью. Для применений, требующих химической стойкости, широкого диапазона температур, превосходных механических свойств и определенной степени прозрачности, ETFE зачастую является оптимальным или единственным решением.
В База данных материалов для литья под давлением «Dimud», ETFE относится к категории “специализированных высокоэффективных фторполимеров”. Этот материал входит в группу материалов, которые относительно сложны в обработке, но обладают значительной добавленной стоимостью, и, как правило, используется в проектах по изготовлению прецизионных компонентов для заказчиков из Европы и Северной Америки в таких отраслях, как химическая, электронная, медицинская и сектор новых источников энергии.
Химическая структура и молекулярный механизм ETFE
Чтобы понять ограничения применения пластика ETFE, необходимо начать с его молекулярной структуры. В молекулярных цепях ETFE молярное соотношение этилена (E) к тетрафторэтилену (TFE) обычно поддерживается в пределах от 40:60 до 60:40; для продукции промышленного назначения оптимальный диапазон составляет TFE:E = от 65:35 до 50:50.
Помимо мономеров основной цепи, в промышленно производимом ЭТФЭ обычно добавляется третий мономер (составляющий примерно 0,3–1,7 моль%) для регулирования кристалличности, улучшения текучести расплава и дальнейшего повышения механической прочности в определенных температурных диапазонах.
Зачем вводить единицы измерения этилена?
Молекулярные цепи чистого ПТФЭ (полностью фторированная структура) состоят исключительно из связей C–F, что обеспечивает чрезвычайно высокую химическую инертность, но также приводит к:
Чрезвычайно высокая вязкость расплава, что делает невозможной его переработку с помощью традиционного литья под давлением или экструзии;
Относительно низкая прочность на разрыв и ударопрочность;
Значительное рассеяние света, в результате чего материал становится белым и непрозрачным;
Однако в ETFE введение этиленовых звеньев приводит к образованию связей C–H, что позволяет молекулярным цепям сохранять химическую инертность фторированных участков и при этом приобретать:
Более низкая вязкость расплава и более широкий диапазон условий переработки;
Более высокая прочность на разрыв (более чем в два раза превышающая прочность ПТФЭ);
Сочетание прочности и эластичности, обусловленное его полукристаллической структурой;
Высокая пропускаемость видимого света и УФ-излучения (до 95%).
Полукристаллическая природа ETFE
Пластик ETFE представляет собой полукристаллический полимер с температурой стеклования (Tg) от примерно -100 °C до -80 °C и температурой плавления (Tm) примерно 267 °C. Благодаря своей полукристаллической структуре ETFE обладает двумя ключевыми техническими преимуществами:
Во-первых, в диапазоне температур выше Tg и значительно ниже Tm ETFE сочетает в себе жесткость, обеспечиваемую кристаллическими областями, и вязкость, обеспечиваемую аморфными областями. Это является физической основой его стабильных механических свойств в широком диапазоне температур от -200 °C до +150 °C; Во-вторых, в процессе литья под давлением скорость охлаждения напрямую влияет на степень кристалличности, что, в свою очередь, сказывается на усадке и стабильности размеров — это критически важные параметры, которые необходимо тщательно учитывать при проектировании форм для литья ETFE под давлением.
Свойства ETFE: подробное объяснение ключевых эксплуатационных параметров и технических характеристик
Приведенные ниже данные основаны на стандартных марках ETFE промышленного назначения (таких как Tefzel® (серии 200/210), испытания которых проводились в соответствии со стандартами ASTM и ISO. В связи с различиями между различными марками и модифицированными сортами в качестве окончательного ориентира при реализации конкретных проектов следует использовать технические паспорта (TDS), предоставляемые поставщиком.
Механические свойства
| Показатели эффективности | Типичное значение | Стандарты тестирования |
|---|---|---|
| Прочность на разрыв (23 °C) | 40–50 МПа | ASTM D638 |
| Относительное удлинение при разрыве | 150–250% | ASTM D638 |
| Модуль упругости при изгибе | 800–1100 МПа | ASTM D790 |
| Ударная вязкость с надрезом (по Изоду) | 5–15 кДж/м² (23 °C) | ASTM D256 |
| Твёрдость (по шкале Шор D) | 60–65 | ASTM D2240 |
| Прочность на сжатие | 38–48 МПа | ASTM D695 |
Прочность ETFE на разрыв примерно в 2–2,5 раза превышает прочность PTFE, при этом материал сохраняет хорошую вязкость и относительное удлинение при разрыве. Стоит отметить, что свойства ETFE остаются превосходными при низких температурах — даже при температуре жидкого азота (-196 °C) материал сохраняет значительную ударную вязкость и не подвержен хрупкому разрушению при низких температурах, что представляет значительную ценность в криогенной технике и аэрокосмической отрасли.
Тепловые характеристики
| Показатели эффективности | Типичное значение | Примечание |
|---|---|---|
| Температура плавления (Tm) | 267 °C | Полукристаллический полимер |
| Максимальная температура при непрерывной эксплуатации | +150 °C | Долгосрочная стабильность |
| Крайнее мгновенное значение температуры | +200 °C | Медвежий тренд в краткосрочной перспективе |
| Нижний температурный предел | -200 °C | Не становится хрупким |
| Температура термического отклонения (HDT, 1,82 МПа) | 104 °C | ASTM D648 |
| Коэффициент линейного теплового расширения (CTE) | 8–12 × 10⁻⁵ /°C | Превосходит инженерные пластики общего назначения |
| Теплопроводность | 0,24 Вт/(м·К) | Низкая теплопроводность, хорошая теплоизоляция |
Коэффициент теплового расширения ETFE значительно выше, чем у металлов и большинства инженерных пластиков (таких как PEEK, у которого он составляет примерно 4,7 × 10⁻⁵ /°C); поэтому при проектировании деталей из ETFE, изготовленных методом литья под давлением, в которых используются металлические вставки или предусмотрены прецизионные посадки, необходимо в полной мере учитывать изменения размеров, вызванные колебаниями температуры.
Электрические свойства
| Показатели эффективности | Типичное значение | Стандарты тестирования |
|---|---|---|
| Диэлектрическая прочность | 60–80 кВ/мм | ASTM D149 |
| Объёмное удельное сопротивление | > 10¹⁵ Ом·см | ASTM D257 |
| Диэлектрическая проницаемость (1 МГц) | 2.6 | ASTM D150 |
| Тангенс угла диэлектрических потерь (1 МГц) | < 0,001 | ASTM D150 |
| Класс огнестойкости | UL 94 V-0 | Выбранные классы |
Благодаря низкой диэлектрической проницаемости и чрезвычайно низким диэлектрическим потерям пластик ETFE является идеальным материалом для изоляции кабелей, предназначенных для передачи высокочастотных сигналов, и широко применяется, в частности, в кабелях для базовых станций 5G и в системах беспроводной связи в авиации.
Химическая стойкость
ETFE обладает превосходной стойкостью к воздействию большинства химических веществ, однако следует учитывать следующие особенности его эксплуатационных характеристик:
Превосходная устойчивость (практически нет эффекта):
- Неорганические кислоты любой концентрации (соляная кислота, серная кислота, азотная кислота, фтористоводородная кислота)
- Щелочные растворы (NaOH, KOH и другие концентрации)
- Органические растворители (кетоны, эфиры, спирты)
- Галогенные газы (хлор, фтор)
- Окислители (H₂O₂, концентрированная азотная кислота)
- Топливо и смазочные материалы
Ситуации, требующие осторожности:
Олеум может вызывать медленную коррозию при высоких температурах
Расплавленные щелочные металлы (натрий, калий)
Высокополярные органические растворители при высоких температурах
Для сравнения: ETFE обладает более высокой химической стойкостью, чем большинство инженерных термопластов (таких как PA, PBT и ABS), однако его стабильность в условиях сильного окисления несколько уступает стабильности полностью фторированного PTFE или PFA.
3.5 Оптические свойства и свойства прозрачности
Пластик ETFE обладает уникальными оптическими свойствами среди фторполимеров:
- Коэффициент пропускания видимого света: до 95% (сопоставим с высококачественным стеклом)
- Пропускание ультрафиолетового излучения: превосходит показатели обычного стекла, обеспечивая пропускание ультрафиолетового излучения с длиной волны до 240 нм
- Коэффициент пропускания длинноволнового инфракрасного излучения: хороший (ключевой показатель, влияющий на фотосинтез растений в теплицах)
- Показатель преломления: примерно 1,40
Эти оптические свойства в сочетании с атмосферостойкостью ETFE и устойчивостью к ультрафиолетовому излучению составляют основное конкурентное преимущество Пластиковые панели из ETFE и Конструкции из ETFE в архитектуре.
Параметры обработки
| параметр | Типичное значение |
|---|---|
| Скорость течения расплава (MFR, 297 °C/5 кг) | 4–40 г/10 мин (зависит от сорта) |
| Диапазон температур цилиндра литьевой машины | 290–330 °C |
| Температура пресс-формы | 80–150 °C |
| Давление впрыска | 70–120 МПа |
| Коэффициент усадки | 1.5%~3.0% |
| Требования к сушке | Требуется предварительная сушка: при температуре 120 °C в течение 4–6 часов. |
Изменения свойств наполненных модифицированных марок
В промышленных условиях чистый (ненаполненный) ЭТФЭ зачастую не является оптимальным выбором. Ниже приведены распространенные схемы модификации путем наполнения и их влияние на свойства ЭТФЭ:
Армирование стекловолокном (GF-ETFE):
Добавление рубленых стекловолокон 15%–25% является наиболее распространённой схемой модификации, которая оказывает следующие основные эффекты:
- Модуль упругости при изгибе увеличивается до 2 500–4 000 МПа (в 3–4 раза по сравнению с ETFE без наполнителя)
- Прочность на разрыв увеличивается до 60–80 МПа
- Усадка при формовании уменьшается до 0,8%–1,5%, а коэффициенты усадки в направлении течения и в перпендикулярном направлении становятся более согласованными
- Температура термического изгиба увеличивается до 130–145 °C
- Недостатки: удлинение при разрыве значительно снижается (20–50%), что приводит к уменьшению вязкости материала; теряется прозрачность, в результате чего материал приобретает белый или молочно-белый вид; химическая стойкость незначительно снижается (открытые стеклянные волокна на поверхности могут служить каналами для проникновения среды)
Армирование углеродным волокном (CF-ETFE):
- Обеспечивает более высокую жесткость и теплопроводность (что является преимуществом при использовании в системах отвода тепла)
- Обладает некоторой электропроводностью (подходит для антистатических целей)
- Стоимость значительно выше, чем у марок, модифицированных стекловолокном
С наполнителем из ПТФЭ (ЭТФЭ с добавкой ПТФЭ):
- Значительно снижает коэффициент трения (с примерно 0,4 до 0,15–0,25), повышая износостойкость
- Подходит для скользящих уплотнений, к которым предъявляются требования как к коррозионной стойкости, так и к низкому коэффициенту трения
С добавлением дисульфида молибдена (MoS₂):
- Еще больше улучшает смазывающие свойства
- Обычно добавляется в сочетании с ПТФЭ
С наполнителем из технического углерода (проводящий/антистатический ETFE):
- Снижает объемное удельное сопротивление с >10¹⁵ Ом·см до 10⁴–10⁹ Ом·см (антистатический класс) или <10⁴ Ом·см (проводящий класс)
- Широко применяется в антистатических трубопроводах для оборудования чистых помещений полупроводниковой промышленности и в системах транспортировки легковоспламеняющихся жидкостей
Рекомендация компании «Dimud Engineering»: При запуске Литье под давлением из ETFE При разработке проекта выбор марки материала следует рассматривать как отдельный этап принятия инженерного решения. Выбор неподходящего сорта — например, использование незаполненного сорта для конструкционных деталей, требующих высокого модуля упругости, — может привести к непредвиденной деформации или даже разрушению деталей в процессе эксплуатации. Если вам требуется техническая поддержка, инженерная команда Dimud готова предоставить профессиональные рекомендации по выбору сорта и планы сравнительных испытаний, адаптированные к вашим конкретным условиям применения.
Всестороннее сравнение ETFE с другими высокоэффективными инженерными пластиками
Чтобы помочь инженерам принимать более обоснованные решения на этапе выбора материала, ниже приводится всестороннее сравнение пластика ETFE с несколькими распространенными высокоэффективными инженерными пластиками:
| Сравнительные размеры | ETFE | PEEK | PPS | FEP | PFA |
|---|---|---|---|---|---|
| Температура непрерывной эксплуатации | +150 °C | +250 °C | +220 °C | +200 °C | +260 °C |
| Прочность на разрыв | 40–50 МПа | 100 МПа | 65–85 МПа | 20–25 МПа | 30–35 МПа |
| Коэффициент трения | 0.4 | 0.35 | 0.3 | 0.2 | 0.2 |
| Типичные области пересечения сфер применения | Химическая инженерия, электротехника и строительство | Медицинские и аэрокосмические конструкционные элементы | Автомобильная промышленность, высокотемпературная электроника | Кабели, тонкостенные химические компоненты | Оборудование для производства химических веществ сверхвысокой чистоты |
Данное сравнение подчеркивает уникальные преимущества ETFE в отношении конкретных эксплуатационных характеристик: это один из немногих известных материалов, который одновременно обладает высокой прозрачностью, пригодностью к литью под давлением, стабильностью в широком диапазоне температур и всесторонней химической стойкостью. Хотя PEEK обладает превосходными механическими свойствами, ему не хватает прозрачности, а его химическая стойкость уступает ETFE в средах с определенными растворителями; FEP и PFA демонстрируют еще большую химическую инертность, но обладают более низкой прочностью на разрыв, а их характеристики пропускания видимого света — критически важные для архитектурных и оптических применений — не соответствуют характеристикам ETFE.
Преимущества и ограничения пластика ETFE

Основные преимущества
① Стабильность в широком диапазоне температур
Материал ETFE сохраняет стабильные механические и электрические свойства в чрезвычайно широком диапазоне температур от -200 °C до +150 °C. Это его основное конкурентное преимущество, которое выделяет его среди практически всех инженерных пластиков общего назначения. При температурах, при которых такие материалы, как PA66 и PBT, начинают размягчаться и выходить из строя, ETFE сохраняет свою структурную целостность; даже при температурах жидкого азота он не подвержен низкотемпературному хрупкому разрушению, как поликарбонат (PC) или АБС-пластик.
② Исключительная химическая инертность
Он обладает превосходной стойкостью практически ко всем неорганическим кислотам, щелочам и органическим растворителям, что делает его особенно подходящим для применения в условиях контакта с коррозионными средами, например, в качестве футеровки для оборудования химической промышленности, деталей насосов и клапанов, а также лабораторных расходных материалов.
③ Превосходная устойчивость к воздействию погодных условий и ультрафиолетовому излучению
ETFE обладает высокой устойчивостью к ультрафиолетовому излучению, озону и промышленным загрязнителям. При использовании на открытом воздухе срок его службы составляет от 30 до 50 лет и более, при этом не наблюдается значительного пожелтения, растрескивания или ухудшения механических свойств. Эта особенность делает его предпочтительным материалом для крупномасштабной архитектурной облицовки и сооружений для использования солнечной энергии.
④ Фторполимер, действительно пригодный для литья под давлением
Благодаря своим текучестным свойствам при плавлении ETFE может обрабатываться на стандартных машинах для литья под давлением, что позволяет изготавливать прецизионные детали со сложной трехмерной геометрией — чего невозможно достичь при использовании PTFE в традиционных процессах литья под давлением. Эта особенность значительно расширяет границы применения фторполимеров в сфере производства прецизионных деталей.
⑤ Высокая прозрачность и превосходные оптические свойства
ETFE, не имеющий аналогов среди фторполимеров, обеспечивает коэффициент пропускания видимого света до 95%, сохраняя при этом хорошую пропускаемость ультрафиолетового и длинноволнового излучения, что делает его незаменимым материалом в архитектурном освещении, солнечной энергетике и медицинской оптике.
⑥ Самоочищающиеся свойства и низкая поверхностная энергия
ETFE обладает чрезвычайно низкой поверхностной энергией (примерно 18 мН/м), что затрудняет прилипание грязи и жира. Материал способен самоочищаться просто под действием стекающей дождевой воды, что значительно снижает затраты на техническое обслуживание крупных архитектурных сооружений.
⑦ Хорошая радиационная стойкость
ETFE обладает более высокой стойкостью к гамма-излучению по сравнению с PTFE, что делает его предпочтительным материалом для применения в атомной промышленности, медицинском радиационном оборудовании и аэрокосмической отрасли.
⑧ 100% Подлежит вторичной переработке
Будучи термопластичным материалом, ETFE может быть полностью переплавлен и повторно переработан по окончании срока службы, что соответствует все более строгим требованиям циркулярной экономики, предъявляемым на современных рынках Европы и Северной Америки.
Ограничения
① Высокие затраты на обработку
Цена сырья значительно превышает стоимость материалов общего назначения, таких как АБС, ПП и ПА — как правило, она в 10–30 раз выше, чем у обычных инженерных пластиков. Кроме того, для литья под давлением требуется коррозионно-стойкое оборудование (поскольку при плавлении ETFE выделяет следовые количества фторированных газов, которые вызывают коррозию металлических компонентов), что увеличивает затраты на оборудование и его техническое обслуживание.
② Узкие технологические границы процесса литья под давлением
Температуры обработки высокие (температура цилиндра 290–330 °C), что требует чрезвычайно точного контроля температуры. Слишком высокие температуры могут привести к разложению ЭТФЭ и образованию газа ФК (фтористоводородной кислоты), что представляет угрозу для оборудования и безопасности оператора; напротив, слишком низкие температуры могут привести к недостаточному заполнению формы или чрезмерно глубоким линиям сварки. Это требует, чтобы оборудование для литья под давлением обладало возможностями точного контроля температуры, а операционный персонал — обширным опытом в области переработки фторполимеров.
③ Быстрый износ пресс-формы
Высокие температуры обработки ETFE и его химическая реактивность оказывают коррозионное воздействие на сталь форм, что, как правило, требует использования нержавеющей стали или форм со специальными покрытиями (такими как TiN), что увеличивает затраты на изготовление пресс-форм.
④ Сильная и анизотропная усадка
Усадка при литье под давлением колеблется в диапазоне от 1,5% до 3,0%. Кроме того, ориентация кристаллов приводит к различиям в скоростях усадки в направлении течения и в перпендикулярном к нему направлении, что затрудняет контроль точности размеров и предъявляет более высокие требования к проектированию пресс-форм и оптимизации технологических параметров.
⑤ Относительно низкая твердость поверхности
По сравнению с металлами и некоторыми инженерными пластиками высокой твёрдости (такими как PEEK) ETFE обладает более низкой твёрдостью поверхности (примерно 60–65 по шкале Шор D) и демонстрирует худшую устойчивость к царапинам по сравнению с этими материалами в условиях высокого трения.
⑥ Трудности в установлении эмоциональной связи
Чрезвычайно низкая поверхностная энергия ETFE значительно затрудняет склеивание с другими материалами; как правило, для обеспечения достаточной прочности соединения требуется травление металлическим натрием, плазменная активация или обработка эксимерным лазером.
ETFE и PTFE: всестороннее сравнение двух фторполимеров
В рамках инженерно-консалтинговой деятельности компании Dimud один из наиболее часто задаваемых клиентами вопросов звучит так: “Что выбрать: ETFE или PTFE?” Хотя оба материала относятся к семейству фторполимеров, они принципиально различаются по химическому составу, методам обработки и ограничениям по применению.
| Сравнительные размеры | ETFE | ПТФЭ |
|---|---|---|
| Химический состав | Сополимер этилена и тетрафторэтилена (содержащий связи C-H) | Чистый ПТФЭ (только связи C-F) |
| Температура плавления | ~267 °C | ~327 °C |
| Максимальная температура при непрерывной эксплуатации | +150 °C | +260 °C |
| Метод обработки | Подходит для литья под давлением и экструзии. | Только прессовое спекание (не подходит для литья под давлением) |
| Прочность на разрыв | 40–50 МПа (значительно выше) | 15–25 МПа |
| Относительное удлинение при разрыве | 150~250% | 200~400% |
| Коэффициент трения | 0.4 | 0.05~0.1 |
| прозрачность | От полупрозрачного до прозрачного (светопропускание до 95%) | Непрозрачный (белый) |
| Химическая инертность | Превосходно | Отлично (немного лучше, чем ETFE) |
| Радиационная стойкость | Превосходит ПТФЭ | Относительно слабый |
| Поверхностная энергия | Очень низкое (примерно 18 мН/м) | Очень низкое (примерно 18–20 мН/м) |
| цена | Высокий (примерно 60–80% ПТФЭ) | высокий |
| Формовка сложных деталей | Да, литье под давлением позволяет создавать детали сложной геометрии. | Чрезвычайно сложно; ограничивается простыми фигурами. |
| Типовые применения | Строительная пленка, изоляция кабелей, компоненты трубопроводов для химической промышленности, прецизионные детали, изготовленные методом литья под давлением | Прокладки, уплотнители, антипригарные покрытия, лабораторное оборудование |
Основные выводы — когда выбирать ETFE, а когда — PTFE?
Основные области применения ETFE:
- Детали сложной геометрии, для изготовления которых требуется литье под давлением или экструзия;
- Применения, требующие прозрачности или высокой светопроницаемости;
- Области применения, предъявляющие высокие требования к прочности на разрыв и ударной вязкости;
- Приложения, требующие радиационной стойкости;
- Рабочие температуры не более 150 °C.
Основные сценарии выбора ПТФЭ:
- Области применения, требующие чрезвычайно низкого коэффициента трения (подшипники, уплотнения, антипригарные поверхности);
- Рабочие температуры свыше 150 °C (до 260 °C);
- Области применения с чрезвычайно строгими требованиями к химической инертности (например, в условиях сильно окисляющей среды);
- Детали с простой геометрией, которые можно изготавливать методом прессового спекания.
Литье под давлением из ETFE: полное руководство по процессу литья под давлением

Литье под давлением из ETFE является одним из видов проектов по литью под давлением, предъявляющих самые высокие комплексные требования к знанию материалов, возможностям оборудования и контролю технологического процесса. Опираясь на более чем двадцатилетний опыт компании Dimud в области высокоточное литье под давлением, мы относим литье ETFE к категории “специализированных инженерных пластиков высокого класса”. От выбора оборудования до настройки технологических параметров — этот процесс требует специальных решений, отличающихся от тех, которые применяются при работе с материалами общего назначения.
Требования к оборудованию и подготовка
Выбор термопластавтомата:
- Ствол и винт должны быть изготовлены из коррозионно- и термостойких сплавов (например, стволы из биметаллических сплавов), чтобы выдерживать воздействие следовых количеств коррозионных газов, которые могут выделяться при плавлении ETFE;
- Рекомендуемое соотношение сжатия винта составляет от 2,5:1 до 3:1, чтобы избежать ухудшения качества материала из-за чрезмерного сдвига;
- Мощность нагрева цилиндра должна быть достаточной для обеспечения стабильного регулирования температуры при технологических температурах 290–330 °C;
- Для удаления летучих веществ из материала рекомендуется использовать шнек с вентиляционными отверстиями.
Материалы для изготовления пресс-форм: В связи с высокими температурами обработки ETFE и его слабой коррозионной активностью следует выбирать следующие марки стали для изготовления пресс-форм:
- Нержавеющая сталь (например, SUS420, SUS440C): обладает наилучшей коррозионной стойкостью, но при этом имеет более высокую обрабатываемость;
- Предварительно закаленные станины для пресс-форм, такие как PD13/Stavax: обеспечивают оптимальный баланс между коррозионной стойкостью и обрабатываемостью;
- Для продления срока службы пресс-формы рекомендуется нанести хромированное покрытие или покрытие TiN на поверхности полости пресс-формы и литниковых каналов.
Предварительная обработка сырья
ETFE обладает некоторой гигроскопичностью; при слишком высокой влажности в процессе литья под давлением могут возникать пузырьки, серебристые полосы или дефекты поверхности. Перед литьем под давлением необходимо провести предварительную сушку:
- Температура сушки: 120 °C
- Время высыхания: 4–6 часов (толщина слоя материала ≤ 25 мм)
- Целевое содержание влаги после сушки: < 0,02%
- Рекомендуемое сушильное оборудование: осушительная сушилка (точка росы ≤ -40 °C); следует избегать использования стандартных печей с горячим воздухом из-за их недостаточной эффективности
Высушенный ETFE следует использовать в течение 30 минут, чтобы предотвратить повторное поглощение влаги из атмосферы.
Настройки параметров процесса
Распределение температуры в цилиндре (от зоны подачи до сопла):
| Раздел / Сегмент | Диапазон температур |
|---|---|
| Зона кормления (Зона 1) | 250–270 °C |
| Зона сжатия (Зона 2) | 280–300 °C |
| Зона гомогенизации (зона 3) | 295–315 °C |
| сопло | 300–320 °C |
Примечание: Фактические температуры необходимо корректировать с учетом данных TDS для конкретного сорта материала и технических характеристик оборудования. Чрезмерно высокие температуры (> 340 °C) могут привести к разложению ETFE с выделением токсичного газа HF; этого следует избегать любой ценой.
Температура пресс-формы:
- Детали общего назначения: 80–120 °C
- Требования к высокой кристалличности/низкой усадке: 120–150 °C
- Более высокие температуры формы способствуют улучшению качества поверхности и стабильности размеров, однако приводят к увеличению продолжительности цикла охлаждения.
Параметры впрыска:
- Давление впрыска: 70–120 МПа
- Держащее давление: 50–70% от давления впрыска
- Скорость впрыска: умеренная скорость; следует избегать чрезмерной скорости, чтобы предотвратить выделение тепла в результате сдвига
- Противодавление: 3–10 МПа
- Время охлаждения: как правило, на 20–40% дольше, чем у материалов общего назначения, таких как АБС
Основные аспекты, которые следует учитывать при проектировании литниковых ворот и литниковых каналов
- Тип литникового отверстия: для снижения накопления тепла в результате сдвига рекомендуется использовать горячеканальные системы или скрытые/боковые литниковые отверстия увеличенного размера;
- Поперечное сечение насадки: используйте насадки круглого или трапециевидного сечения, чтобы свести к минимуму падение температуры, вызванное зоной контакта между насадкой и расплавом;
- Размер заслонки: не должен быть слишком мал, чтобы избежать деградации материала, вызванной чрезмерно высокими скоростями сдвига;
- Вентиляция: Поскольку при переработке ETFE выделяется значительное количество газа, необходимо правильно спроектировать вентиляционные каналы формы; глубина вентиляционных каналов обычно составляет 0,015–0,025 мм.
Усадка и контроль размеров
На усадку ETFE при формовании существенное влияние оказывают следующие факторы:
- Кристалличность: Более высокие температуры формы способствуют кристаллизации, увеличивая общую усадку, но уменьшая последующую усадку;
- Толщина стенки: Увеличение толщины стенки, как правило, приводит к более значительной усадке;
- Волокна/наполнители: ETFE, армированный стекловолокном, позволяет значительно снизить усадку и свести к минимуму разницу в усадке между направлением потока и перпендикулярным направлением;
- Параметры давления удержания: Надлежащее давление удержания и время удержания помогают свести усадку к минимуму.
В проектах компании Dimud по прецизионному литью под давлением из ETFE мы используем **анализ CAE Moldflow** для прогнозирования поведения материала при усадке ещё до начала серийного производства пресс-форм. В сочетании с анализом DFM это позволяет нам на этапе проектирования сформулировать обоснованные технические требования к допускам на размеры.
Меры безопасности
ETFE безопасен при обычных температурах обработки (290–330 °C), однако при слишком высоких температурах или в случае деградации материала он выделяет фторированные газы (прежде всего HF и перфторизобутен, PFIB), которые представляют серьезную опасность для дыхательной системы человека.
При литье ETFE под давлением необходимо обеспечить следующее:
- Рабочая зона оснащена системой местной вытяжной вентиляции;
- Операторы знакомы с правилами техники безопасности при обработке фторполимеров;
- Вокруг станка (в условиях серийного производства) установлены устройства обнаружения и сигнализации высокого напряжения;
- В зоне обработки курение строго запрещено — если гранулы ETFE загорятся от сигареты, при этом также будут выделяться токсичные фториды.
Анализ и способы устранения типичных дефектов, возникающих при литье ETFE
Исходя из инженерного опыта компании Dimud, наиболее распространенные типы дефектов, встречающиеся в проектах литья под давлением ETFE, а также их основные причины и способы устранения представлены ниже:
Дефект 1: Серебристые полосы
Проявляется в виде серебристо-белых полос на поверхности детали, простирающихся в направлении течения расплава.
Основные причины:
- Чрезмерно высокое содержание влаги в сырье (наиболее распространённая причина, на долю которой приходится примерно 70% случаев)
- Локальный перегрев в цилиндре, приводящий к деградации материала и образованию газа
- Слишком высокая скорость впрыска, не позволяющая газу своевременно выходить через вентиляционные каналы
Решения:
- Проверьте и строго соблюдайте процедуру предварительной сушки (120 °C, 4–6 ч, с использованием осушительной сушилки с точкой росы ≤ -40 °C)
- Проверьте температуру ствола по участкам, чтобы убедиться в равномерности температурного режима и исключить зоны локального перегрева
- Соответствующим образом уменьшите скорость впрыска и проверьте, не заблокированы ли вентиляционные каналы
Дефект 2: Деформация
Это проявляется в виде отклонений от плоскостности после извлечения детали из формы или в виде изгиба в тонкостенных участках.
Основные причины:
- ETFE характеризуется относительно высокой степенью усадки (1,5%–3,0%), а неравномерная толщина стенок усугубляет различия в усадке между деталями
- Неравномерное охлаждение формы приводит к чрезмерным перепадам температуры по всей детали
- Недостаточное давление удержания приводит к образованию впадин в толстостенных участках, которые прогибаются при охлаждении
- Направление потока в ETFE, армированном стекловолокном, приводит к различиям в скоростях усадки в разных направлениях
Решения:
- На этапе проектирования с учетом технологичности (DFM) необходимо обеспечить равномерную толщину стенок, не допуская, чтобы отношение толщины к самой тонкой части превышало 3:1.
- Оптимизируйте каналы охлаждения пресс-формы, чтобы разница температур между отдельными участками не превышала 5 °C.
- Увеличьте время поддержания давления и само давление, чтобы обеспечить достаточное заполнение материалом до затвердевания литникового канала.
- Проведите CAE-анализ потока материала в пресс-форме для деталей, подверженных короблению, с целью прогнозирования и компенсации усадки.
Дефект 3: Чрезмерно глубокие швы
Проявляется в виде отчетливых линейных следов в месте слияния потоков расплава; в легких случаях это ухудшает внешний вид, а в тяжелых — приводит к образованию точек концентрации напряжений, которые вызывают растрескивание.
Основные причины:
- Фронт расплава слишком холодный к моменту достижения точки сходимости, что не позволяет двум потокам расплава полностью соединиться
- Скорость впрыска слишком низкая, что приводит к чрезмерному падению температуры расплава во время заполнения
- Недостаточная вентиляция формы препятствует выходу газа в точке сходимости, что приводит к образованию пустот
Решения:
- Повысить температуру пресс-формы (для повышения температуры фронта расплава при его достижении точки сходимости)
- Соответствующим образом увеличить скорость впрыска (с учетом риска возникновения тепла сдвига)
- Добавьте вентиляционные отверстия для выталкивающих штифтов или вставок в местах, соответствующих линиям сварки
Дефект 4: Сложности при извлечении из формы (прилипание/проблемы с выталкиванием)
Это проявляется в прилипании деталей к пресс-форме, появлении царапин на поверхности при извлечении или деформации деталей.
Основные причины:
- Несмотря на то что ETFE обладает низкой поверхностной энергией, длительное поддержание давления при повышенных температурах формы (>120 °C) может привести к образованию определенной степени адгезии между деталью и стенками полости формы
- Недостаточный угол наклона, особенно в случае глубоких полостей или выступов
- Шероховатость поверхности формы слишком низкая (чрезмерно гладкие поверхности, на самом деле, усиливают эффект вакуумной адгезии)
Решения:
- Убедитесь, что все вертикальные поверхности имеют достаточный угол наклона (рекомендуется ≥ 1,5°)
- Обработка поверхности полости формы: нанесение тонкой текстуры (электроэрозионная обработка или пескоструйная обработка, Ra 0,8–1,6 мкм) для предотвращения вакуумной адгезии
- Используйте необходимое количество разделительного средства (однако обратите внимание, что нельзя использовать разделительные средства на силиконовой основе, так как они загрязняют поверхность ETFE и негативно влияют на последующую вторичную обработку)
- Сократите время выдержки, чтобы свести к минимуму прилипание плесени, вызванное чрезмерной выдержкой
Дефект 5: Отклонение от номинальных размеров
Это проявляется в превышении критических размеров, указанных в чертежах, а также в низкой стабильности качества между партиями.
Основные причины:
- Различия в скорости усадки ETFE между партиями (обусловленные партиями сырья, степенью сушки и параметрами давления удержания)
- Тепловое расширение стали для литейных форм в условиях высокотемпературной обработки и изменение размеров в результате длительной эксплуатации
- Отклонения в параметрах технологического процесса (давление впрыска, время выдержки, время охлаждения)
Решения:
- Ввести строгий статистический контроль процессов (SPC) и организовать онлайн-мониторинг ключевых параметров процесса
- Создать базу данных взаимосвязей между размерами и технологическими параметрами для критических размеров, чтобы обеспечить возможность оперативной корректировки параметров
- Для изготовления высокоточных деталей из ETFE рекомендуется применять метод проектирования с учетом усадки с помощью CAE, чтобы заложить компенсационные припуски еще на этапе проектирования пресс-формы
6.8 Последующая обработка деталей из ЭТФЭ
По завершении литья под давлением некоторые детали из ЭТФЭ могут потребовать следующей последующей обработки:
Отжиг:
В случае деталей из ETFE, к которым предъявляются строгие требования к точности размеров, остаточные напряжения, возникающие в процессе литья под давлением, могут привести к ползучести размеров в ходе длительной эксплуатации. Отжиг позволяет снять эти остаточные напряжения и повысить стабильность размеров:
- Температура отжига: примерно 130–150 °C (близко к температуре тепловой деформации, но ниже нее)
- Время отжига: зависит от толщины стенок детали; как правило, примерно 1 час на каждые 3 мм толщины стенок
- Среда отжига: печь с циркуляцией воздуха; следует избегать использования подвесных опор, чтобы предотвратить ползучесть при высоких температурах
- Скорость охлаждения: Рекомендуется медленное охлаждение (≤ 2 °C/мин) во избежание возникновения новых термических напряжений в результате термического шока
Обработка поверхности для активации (для обеспечения сцепления):
Из-за чрезвычайно низкой поверхностной энергии ETFE склеивание с помощью клеев представляет собой серьезную сложность. К распространенным методам активации относятся:
- Травление нафталином в растворе натрия: метод химического травления, обеспечивающий длительную активацию, но требующий соблюдения специальных протоколов обращения с химическими веществами
- Плазменная обработка: значительно повышает поверхностную энергию за счет введения кислородсодержащих реакционноспособных функциональных групп; склеивание должно быть завершено в течение нескольких часов после обработки; компания «Димуд» предлагает
- возможности плазменной обработки поверхностей, которые могут служить в качестве интегрированного этапа последующей обработки деталей из ETFE
- Лечение с использованием эксимерного лазера: высокоточная локализованная активация, подходящая для небольших участков склеивания
Механическая обработка (последующая обработка):
Вторичная механическая обработка (токарная, фрезерная, сверлильная) деталей, изготовленных методом литья под давлением из ETFE, как правило, не представляет сложностей; материал обладает хорошей обрабатываемостью и не склонен к сколам. Основные меры предосторожности:
- Используйте острые режущие инструменты, чтобы избежать размягчения и деформации материала из-за накопления тепла
- Рекомендуется использовать водяное охлаждение или охлаждение сжатым воздухом
- Следует избегать образования мелкой пыли из ЭТФЭ (вдыхание фторполимерной пыли представляет угрозу для здоровья)
В каких случаях следует выбирать ETFE для литья под давлением?
Среди клиентов, сотрудничающих с инженерной командой Dimud, решение об использовании пластика ETFE для литья под давлением в следующих случаях зачастую является оптимальным выбором по итогам тщательной оценки материалов:
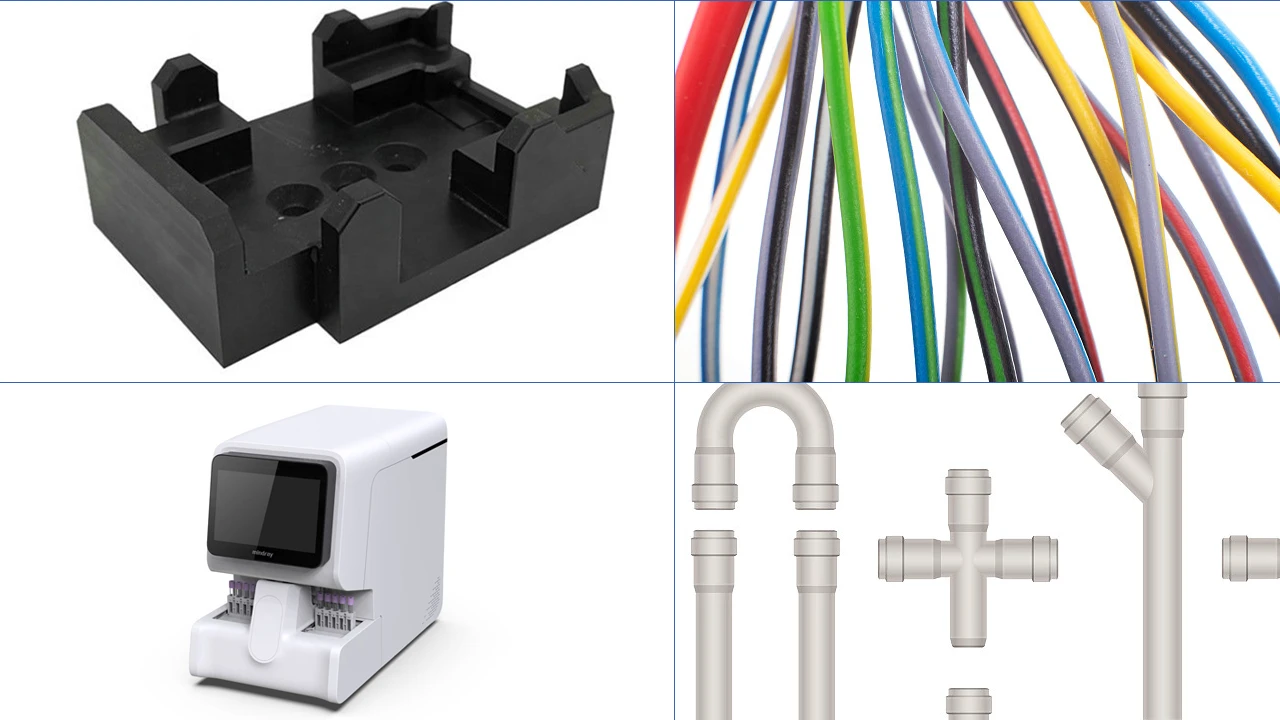
Сценарий 1: Прецизионные детали для оборудования, предназначенного для работы с химическими веществами и жидкостями
Корпуса насосов, корпуса клапанов, трубная арматура, внутренние элементы расходомеров… Эти детали должны одновременно отвечать трем ключевым требованиям: коррозионной стойкости, стойкости к давлению и сложной геометрии. В настоящее время ETFE является одним из немногих материалов, способных удовлетворить строгие требования к химической стойкости и одновременно обеспечивать изготовление сложных форм методом литья под давлением. Если конструкция детали включает в себя встроенные каналы, нестандартные уплотнительные поверхности или соединения с прецизионной посадкой, литье под давлением из ETFE является практически единственным применимым методом производства.
Вариант 2: Системы изоляции для проводов, кабелей и соединителей
Авиационные кабели, кабели вторичной системы контрольно-измерительных приборов для атомных электростанций, коаксиальные кабели 5G для радиочастотных систем… Для изготовления этих кабелей требуются изоляционные материалы с низкой диэлектрической проницаемостью, устойчивостью к радиации, широким диапазоном рабочих температур, а также способностью формировать тонкостенное однородное покрытие при литье под давлением или экструзии. ETFE является одним из стандартных материалов, выбираемых ведущими мировыми производителями кабелей в этой области.
Сценарий 3: Вспомогательное оборудование для производства полупроводников и прецизионной электроники
Держатели пластин, сопла для дозирования химикатов, приспособления для влажного травления… Оборудование для производства полупроводников, работающее в условиях сверхчистой химической среды, требует материалов для изготовления компонентов, которые не загрязняют и не выделяют примесей при воздействии высококоррозионных сред, таких как HF, H₂SO₄ и H₂O₂. Высокая чистота и химическая инертность ETFE делают его материалом выбора для этих высокотехнологичных применений.
Сценарий 4: Медицинские изделия и лабораторные расходные материалы
ETFE сертифицирован FDA и обладает превосходной биосовместимостью, благодаря чему он подходит для изготовления трубок для медицинских жидкостей, гидродинамических систем в устройствах для диагностики in vitro, а также компонентов для автоматического дозирования жидкостей в лабораториях. Его устойчивость к стерилизации (материал выдерживает стерилизацию паром и облучение γ-лучами) еще больше повышает его конкурентоспособность в медицинской сфере.
Сценарий 5: Компоненты оборудования для новых источников энергии и солнечной энергетики
Уплотнительные прокладки для рам фотоэлектрических модулей, комплекты защиты кабелей для солнечных следящих систем и компоненты внутренней изоляции аккумуляторных батарей — в этих областях применения требуются материалы, способные стабильно работать в условиях длительного нахождения под открытым небом, где в полной мере проявляются превосходные свойства ETFE, такие как устойчивость к ультрафиолетовому излучению и термическому старению.
Сценарий 6: Компоненты для аэрокосмической и военной техники
Широкий диапазон рабочих температур ETFE (от -200 °C до +150 °C), его устойчивость к радиации и низкая летучесть обеспечили этому материалу широкое признание в аэрокосмической отрасли. Детали из ETFE, изготовленные методом литья под давлением, используются в гидравлических системах самолетов, клапанах топливных систем, а также в качестве элементов конструкции, обеспечивающих электрическую изоляцию, в военном радиооборудовании.
В каких случаях не следует использовать ETFE для литья под давлением?
Знать, когда не следует использовать ETFE, не менее важно, чем знать, когда его следует применять. Благодаря инженерно-консультационным услугам компании Dimud мы помогли клиентам избежать значительного превышения сметы, вызванного неправильным выбором материала.
Сценарий 1: Рабочие температуры постоянно превышают 150 °C
Максимальная температура непрерывной эксплуатации ETFE составляет 150 °C. Если температура в условиях эксплуатации постоянно превышает указанное значение, вместо ETFE следует рассмотреть возможность использования PFA (который можно применять при температурах до примерно 250 °C) или FEP (примерно 200 °C). К этой категории относятся многие промышленные компоненты, работающие в моторных отсеках или вблизи высокотемпературных печей.
Сценарий 2: Чрезвычайно высокие требования к коэффициенту трения
Если для данной области применения требуется материал с чрезвычайно низким коэффициентом трения (например, подшипники скольжения, уплотнения поршней), ПТФЭ (коэффициент трения около 0,05) демонстрирует гораздо лучшие характеристики, чем ЭТФЭ (около 0,4). В таких случаях более подходящим выбором является ПТФЭ без наполнителя или с наполнителем из MoS₂.
Сценарий 3: Детали, выпускаемые большими партиями, имеющие простую форму и для которых важна стоимость
Если детали имеют простую форму (например, плоские пластины, трубы или прокладки) и могут изготавливаться методом прессового спекания или механической обработки, то ПТФЭ, как правило, является более экономичным решением, чем литье под давлением из ЭТФЭ — хотя цены на сырье для этих двух материалов сопоставимы, затраты на их переработку значительно различаются.
Сценарий 4: Конструкционные элементы, требующие чрезвычайно высокой жесткости и твердости
Модуль упругости при изгибе ETFE (800–1100 МПа) и его твердость (по шкале Шор D 60–65) являются умеренными по стандартам инженерных пластиков. Для несущих элементов, требующих чрезвычайно высокой конструктивной жесткости, более подходящими материалами могут оказаться PEEK, PPS или нейлон, армированный стекловолокном.
Сценарий 5: Оптически прозрачные детали, чувствительные к царапинам
Хотя ETFE обладает превосходной прозрачностью, его относительно низкая твердость поверхности делает его уязвимым к появлению царапин. Если в конкретной области применения требуется чрезвычайно высокое оптическое качество поверхности, а механический контакт неизбежен, то с точки зрения стоимости и твердости более подходящим выбором могут оказаться PMMA или PC (хотя, разумеется, химическая стойкость этих двух материалов значительно уступает химической стойкости ETFE).
Сценарий 6: Массовые потребительские товары с крайне ограниченным бюджетом
Стоимость сырья для производства ETFE в десятки раз превышает стоимость сырья для производства PP или ABS. Если функциональные требования к детали могут быть удовлетворены с помощью универсальных инженерных пластиков, выбор ETFE не имеет экономического смысла. Основной принцип выбора материала всегда заключается в том, чтобы использовать наиболее подходящий материал, а не самый дорогой.
Применение материала ETFE в основных отраслях промышленности
Отрасль химической промышленности и перекачки жидкостей
Это наиболее важная традиционная область применения литья под давлением из ETFE. К типичным деталям относятся:
- Корпуса и крышки насосов: с внутренней облицовкой или полностью изготовленные методом литья под давлением из ETFE; используются в насосах для перекачки сильных кислот и сильных щелочей
- Шарики и седла клапанов: прецизионное литье под давлением обеспечивает высокую точность уплотняющих поверхностей
- Трубная арматура и соединительные элементы: соединительные детали для коррозионно-стойких трубопроводных систем
- Корпуса фильтров: системы фильтрации для сверхчистых химических веществ
- Форсунки и дозирующие головки: компоненты для точного регулирования расхода
ETFE стал стандартным материалом выбора в этой области, поскольку в настоящее время он является одним из немногих материалов для литья под давлением, которые, как известно, обладают одновременно устойчивостью как к HF (фтористоводородной кислоте), так и к сильным окисляющим кислотам — это ключевое преимущество, с которым другим инженерным пластикам трудно сравниться.
Электротехническая и электронная промышленность
- Высокоэффективная изоляция кабелей: измерительные кабели для авиационной, военной отраслей и атомных электростанций
- Изоляция коаксиальных разъемов: высокочастотные, микроволновые и радиочастотные системы
- Основания для печатных плат (PCB): ламинаты из ETFE, применяемые в высокочастотном оборудовании связи
- Корпуса разъемов: промышленные разъемы, предназначенные для эксплуатации в условиях высоких температур и агрессивных химических сред
- Компоненты изоляции электродвигателей: элементы внутренней изоляционной конструкции для электродвигателей, работающих в условиях высоких температур
Производство полупроводников и микроэлектроники
- Контейнеры и кассеты для пластин: контейнеры для транспортировки пластин при влажных технологических процессах
- Компоненты оборудования для химико-механической полировки (CMP): износостойкие и коррозионно-стойкие детали, контактирующие с сверхчистыми суспензиями
- Покрытия для резервуаров по очистке кремниевых пластин: материалы, имеющие решающее значение для процессов травления фтористоводородом
- Трубопроводы для жидкостей высокой чистоты: системы подачи сверхчистой воды и химических веществ, предотвращающие загрязнение ионами металлов
В проектах, ориентированных на европейских заказчиков полупроводникового оборудования, детали, изготовленные методом литья под давлением из ETFE, зачастую являются основным материалом, который выбирают для реализации этих проектов с высокой добавленной стоимостью. Пожалуйста, посетите нашу страницу «Услуги по прецизионному литью под давлением», чтобы ознакомиться с полной матрицей наших возможностей для полупроводниковой отрасли.
Медицинская отрасль и отрасль биологических наук
- Гидродинамические системы диагностического оборудования для исследований in vitro: микрогидродинамические компоненты в анализаторах крови и секвенаторах
- Гидравлические компоненты для хирургического оборудования: устойчивые к стерилизации прецизионные компоненты для регулирования потока жидкости
- Оборудование для автоматизации лабораторных работ: детали, контактирующие с жидкостью, для рабочих станций дозирования жидкостей и оборудования для обработки проб
- Компоненты оборудования для визуализации: конструктивные элементы оборудования для МРТ, не содержащие парамагнитных металлов (в соответствии с конкретными требованиями)
Материал ETFE сертифицирован для контакта с пищевыми продуктами в соответствии с нормами FDA 21 CFR и отвечает требованиям биосовместимости класса VI по стандарту USP, что обеспечивает выполнение основных условий соответствия для применения в медицинских изделиях.
Новые отрасли энергетики и фотоэлектрической промышленности
Пленки для герметизации фотоэлектрических модулей: пленки из ETFE для лицевой стороны гибких солнечных панелей
Оболочки кабелей: Изоляция и оболочки для кабелей постоянного тока, используемых на открытых фотоэлектрических электростанциях
Компоненты изоляции аккумуляторных батарей: электроизоляционные сепараторы и уплотнители в аккумуляторных блоках
Узлы водородных топливных элементов: уплотнения и проточные пластины в топливных элементах с протонно-обменной мембраной
Аэрокосмическая и оборонная промышленность
- Фитинги для авиационных гидравлических систем: гидравлические фитинги и втулки, работающие в условиях экстремальных температур и высокого давления
- Уплотнения топливной системы: коррозионно-стойкие уплотнительные элементы конструкции, находящиеся в контакте с авиационным топливом
- Радарные обтекатели: окна для пропускания радарного сигнала, изготовленные из ETFE с низкой диэлектрической проницаемостью
- Кабели для военной связи: сигнальные кабели, предназначенные для эксплуатации в условиях экстремальных температур и радиационного воздействия
Автомобильная промышленность и отрасль транспортных средств на новых источниках энергии (NEV)
На фоне стремительного распространения автомобилей на новых видах энергии (NEV) сфера применения пластика ETFE в автомобильной промышленности быстро расширяется:
Традиционный автомобильный сектор:
- Компоненты топливной системы: втулки топливного насоса, корпуса топливных фильтров и изоляционные элементы топливных форсунок, которые должны выдерживать длительное воздействие бензина, топливных смесей с этанолом и различных топливных присадок
- Трубопроводные системы тормозной жидкости: тормозная жидкость DOT 4/5 вызывает коррозию большинства полимеров; благодаря своей коррозионной стойкости ETFE является идеальным материалом для высокоэффективных тормозных трубопроводных систем
- Жгуты проводов в зоне двигателя: изоляция кабелей в зонах моторного отсека, подверженных воздействию высоких температур, которая должна выдерживать периодические перегревы и загрязнение маслом
Приложения, предназначенные специально для транспортных средств на новых источниках энергии (NEV):
- Элементы конструкции для внутренней изоляции аккумуляторных батарей: в высоковольтных (400–800 В) системах решающее значение имеют термостойкость и устойчивость к воздействию электролита, которыми обладают электроизоляционные материалы
- Трубопроводы системы терморегулирования: циркуляционные трубопроводы и фитинги для охлаждающей жидкости аккумулятора (как правило, содержащей этиленгликоль)
Внутренние изоляционные элементы для зарядных пистолетов: внутренние компоненты высоковольтных зарядных разъемов, способные выдерживать механические нагрузки, возникающие при частом подключении и отключении, а также значительные колебания температуры окружающей среды - Защитные элементы для датчиков автомобилей: Корпуса и уплотнения датчиков, предназначенные для длительной эксплуатации в суровых условиях, таких как дождь, снег и солевой туман
Компания Dimud предоставляет услуги по литью под давлением материалов на основе ETFE поставщикам автомобильной промышленности в Европе и Северной Америке, предлагая комплексную поддержку процессов APQP в рамках системы управления качеством IATF 16949. От DFMEA до документации PPAP для серийного производства — мы адаптируем наши услуги с учетом требований заказчика.
Отрасли охраны окружающей среды и водоочистки
Спрос на коррозионно-стойкие материалы в отраслях водоочистки и экологического инжиниринга чрезвычайно высок. Благодаря своей всесторонней химической стойкости ETFE широко применяется в следующих областях:
- Оборудование для аэрации при очистке сточных вод: аэрационные головки и диффузорные трубные узлы, подвергающиеся воздействию высококонцентрированных органических кислот и среды с активным илом
- Оборудование для десульфуризации дымовых газов (FGD) и денитрификации: сопла и элементы трубопроводов в системах FGD, подвергающиеся воздействию конденсата из кислых газов, таких как SO₂ и HCl
- Очистка сточных вод, содержащих тяжелые металлы: компоненты оборудования в системах очистки сточных вод от гальванических производств и отходов травления, которые вступают в контакт с растворами солей тяжелых металлов высокой концентрации и сильными кислотами
- Оборудование для опреснения морской воды: прецизионные компоненты систем обратного осмоса, вступающие в контакт с морской водой высокой солености и чистящими химикатами
- Очистка фильтрата с полигонов отходов: Фильтрат с полигонов отходов содержит высокие концентрации аммиачного азота, тяжелых металлов и органических загрязнителей, которые оказывают чрезвычайно сильное коррозионное воздействие на материалы; ETFE является одним из надежных решений
Экологичность и пригодность ETFE к вторичной переработке
Учитывая, что клиенты в Европе и Северной Америке уделяют всё больше внимания вопросам углеродного следа и экономики замкнутого цикла, экологические преимущества пластика ETFE заслуживают отдельного рассмотрения:
- 100% Термопластичность и возможность вторичной переработки: ETFE — это настоящий термопластичный материал, который можно переплавить и гранулировать на специализированных предприятиях. При вторичной переработке материал теряет лишь небольшую часть своих эксплуатационных характеристик и может использоваться в аналогичных изделиях или в продуктах более низкого класса. Это является принципиальным отличием от термореактивных фторполимерных покрытий.
- Длительный срок службы снижает частоту замены: благодаря сроку службы, превышающему 50 лет, конструкции из ETFE практически не требуют замены на протяжении всего жизненного цикла здания, что позволяет сократить потребление материалов и объем образования отходов.
- Легкая конструкция снижает выбросы углерода при транспортировке: благодаря чрезвычайно малой массе пленки ETFE (около 1 кг/м²) выбросы углерода при транспортировке оказываются значительно ниже, чем у стеклянных аналогов.
- Сокращение использования стальных конструкций: Уменьшение объема несущих конструкций на 30–50% позволяет добиться значительной экономии стали — одного из крупнейших источников выбросов углерода в строительной отрасли.
Как сотрудничать с поставщиками услуг литья под давлением при разработке деталей из ETFE
Успех проекта по литью под давлением из ETFE в значительной степени зависит от уровня технического взаимодействия между заказчиком и поставщиком. Ниже приведен процесс взаимодействия, рекомендованный инженерной командой компании Dimud:
Шаг 1: Определение требований к производительности и условий эксплуатации
На этапе проектирования необходимо четко определить следующее:
- Типы и концентрации химических веществ, с которыми материал будет вступать в контакт;
- Диапазон рабочих температур (температура окружающей среды, максимальная температура и минимальная температура);
- Давление и механические нагрузки, которым конструкция должна выдерживать;
- Требования к электрической изоляции (если таковые имеются);
- Требования к допускам на размеры;
- Требования к сертификации (FDA, UL, медицинские изделия и т. д.).
Эта информация напрямую определяет выбор марок ETFE (например, требуется ли армирование стекловолокном или необходим сертификат соответствия требованиям пищевой промышленности), а также последующие стратегии проектирования пресс-форм.
Шаг 2: Анализ DFM (проектирование с учетом технологичности)
Высокая степень усадки ETFE, относительно высокий коэффициент теплового расширения и сложность склеивания требуют проведения профессиональной оценки DFM на этапе проектирования:
- Равномерность толщины стенок: следует избегать деформаций и впадин, вызванных значительными колебаниями толщины стенок;
- Угол наклона: рекомендуется ≥ 1,5° (низкая поверхностная энергия ETFE, как правило, облегчает извлечение изделия из формы по сравнению с пластиками общего назначения, однако при наличии крутых боковых стенок по-прежнему требуется обеспечить достаточный угол наклона);
- Конструкция вставок: если в конструкцию входят металлические вставки, необходимо в полной мере учесть разницу в коэффициентах теплового расширения между ETFE и металлом;
- Допуски на размеры: Высокая степень усадки ETFE означает, что при соблюдении чрезвычайно жестких допусков на размеры необходимо предусматривать дополнительные запасы на пробное литье и доработку пресс-формы.
Услуги компании Dimud по анализу DFM охватывают все инженерные пластики и специальные фторполимеры, помогая заказчикам выявлять потенциальные риски до начала изготовления пресс-форм и избегать убытков, связанных с доработкой из-за конструктивных недостатков.
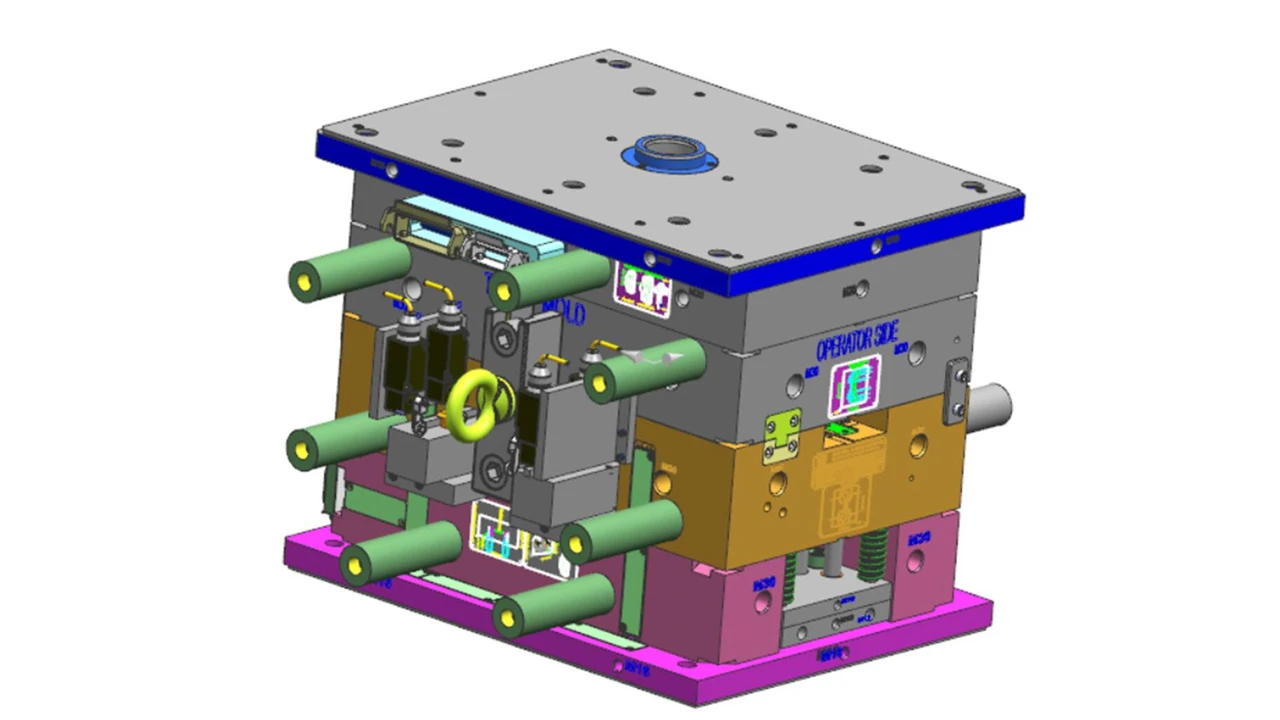
Шаг 3: Проектирование и изготовление пресс-форм
Исходя из выводов анализа DFM, при проектировании пресс-формы требуется специальная оптимизация, учитывающая особенности ETFE:
- Выбор стали: отдавайте предпочтение нержавеющей стали или стали с высокой коррозионной стойкостью и высокой твердостью;
- Система охлаждения: Учитывая высокие температуры обработки ETFE, необходимо спроектировать эффективные и равномерные каналы охлаждения, чтобы обеспечить разницу температур между отдельными участками не более 5 °C;
- Система вентиляции: спроектировать надлежащие вентиляционные каналы для предотвращения образования пузырьков и дефектов;
- Система литниковых каналов: выберите подходящие места расположения литниковых каналов и их размеры, чтобы обеспечить равномерное заполнение формы расплавом.
Этап 4: Пробное литье и оптимизация технологического процесса
ETFE имеет узкий диапазон технологических параметров; для проведения первых пробных литьевых операций, как правило, требуется всесторонняя документация по технологическим параметрам и их систематическая оптимизация. Рекомендации:
- Постепенно повышайте температуру, чтобы определить фактический диапазон температур обработки материала на имеющемся оборудовании;
- Проведите испытания с небольшим объемом залива, чтобы проверить последовательность заполнения и выявить участки с потенциально недостаточной вентиляцией;
- Систематически корректируйте параметры давления удержания для оптимизации точности размеров и качества поверхности;
- Проведите проверку однородности партии для подтверждения стабильности технологического процесса.
Шаг 5: Контроль качества и содействие в получении сертификатов
Компания «Димуд» предоставляет клиентам полный комплекс документации по качеству:
- Сертификат анализа сырья (COA) для партий сырья;
- Отчет о первичном приемочном контроле (FAIR);
- Документы по управлению технологическим процессом (FMEA, план контроля);
- Отчет о проверке размеров (координатно-измерительная машина, КИМ);
- При необходимости мы можем оказать содействие в организации проведения испытаний на химическую совместимость силами сторонних организаций.
Если вы рассматриваете возможность реализации проекта по изготовлению деталей из ETFE методом литья под давлением, посетите страницу «Услуги по прецизионному литью под давлением» компании Dimud, чтобы получить дополнительную информацию, или обратитесь напрямую к нашей инженерной команде для бесплатной оценки проекта и Анализ технологичности.
Часто задаваемые вопросы
ETFE относится к семейству фторполимеров; он схож с тефлоном, но не является его точным аналогом. “Тефлон” — зарегистрированный товарный знак компании DuPont. Первоначально этот термин относился конкретно к ПТФЭ (политетрафторэтилену), но впоследствии этот бренд стал применяться к нескольким линейкам фторполимерной продукции компании, включая ФЭП, ПФА и ЭТФЭ (продукты DuPont на основе ЭТФЭ продаются под торговой маркой Tefzel®). Таким образом, ETFE — это “тефлоноподобный” фторполимер, который, как и PTFE, относится к семейству фторполимеров и обладает превосходной химической стойкостью и стабильностью в широком диапазоне температур. Однако между этими двумя материалами существуют значительные различия с точки зрения молекулярной структуры, методов переработки (ETFE можно формовать под давлением, а PTFE — нет) и механических свойств.
ETFE широко применяется в следующих областях:
- Производство полупроводников: высокочистые коррозионно-стойкие компоненты для оборудования, используемого в технологиях влажной обработки
- Медицинские изделия: системы прохождения жидкости для приборов для диагностики in vitro; трубки и фитинги, устойчивые к стерилизации
- Авиакосмическая отрасль: уплотнения для гидравлических и топливных систем; обтекатели радиолокационных антенн
В типичных условиях эксплуатации на открытом воздухе ожидаемый срок службы ETFE составляет от 30 до 50 лет и более. **Как подтвердили обширные лабораторные испытания на ускоренное старение и реальные инженерные проекты (некоторые из которых эксплуатируются уже более 30 лет), в течение этого периода ETFE не демонстрирует значительного снижения механической прочности, пожелтения или охрупчивания. Срок службы промышленных деталей, изготовленных методом литья под давлением (таких как корпуса химических насосов и детали электрической изоляции), также может достигать нескольких десятилетий при использовании в химических и температурных условиях, соответствующих их конструкции. По истечении срока службы ETFE можно переработать и повторно использовать, что еще больше увеличивает ценность материала.Что касается сырья, то стоимость квадратного метра пленки из ETFE, как правило, выше, чем у обычного стекла; однако при расчете совокупной стоимости владения (TCO) на протяжении всего жизненного цикла системы на основе ETFE часто обеспечивают преимущество по стоимости по сравнению с эквивалентными стеклянными решениями. **Причины заключаются в следующем: чрезвычайно малый вес ETFE (примерно в 1% от веса стекла) позволяет сократить количество необходимой несущей стали на 30–50%, что приводит к значительной экономии на конструкционных затратах; процесс монтажа проще, что снижает затраты на рабочую силу; самоочищающиеся свойства ETFE практически исключают необходимость в регулярном техническом обслуживании; а срок службы, превышающий 50 лет, означает, что замена требуется крайне редко. Применительно к системам кровли и фасадов крупномасштабных зданий, с учётом всех этих факторов, ETFE, как правило, является более экономичным и практичным инженерным решением, чем стекло.
Что касается сырья, то стоимость квадратного метра пленки ETFE, как правило, выше, чем у обычного стекла; однако при расчете совокупной стоимости владения (TCO) на протяжении всего жизненного цикла системы на основе ETFE зачастую обеспечивают экономическое преимущество по сравнению с аналогичными стеклянными решениями. **Причины заключаются в следующем: чрезвычайно малый вес ETFE (примерно в 1% от веса стекла) позволяет сократить количество необходимой несущей стали на 30–50%, что приводит к значительной экономии на конструкционных затратах; процесс монтажа проще, что снижает затраты на рабочую силу; самоочищающиеся свойства ETFE практически исключают необходимость в регулярном техническом обслуживании; а срок службы, превышающий 50 лет, означает, что замена требуется крайне редко. Применительно к системам кровли и фасадов крупномасштабных зданий, с учётом всех этих факторов, ETFE, как правило, является более экономичным и практичным инженерным решением, чем стекло.
Да, ETFE обладает превосходной водостойкостью. **Благодаря чрезвычайно низкой поверхностной энергии и высокой плотности ETFE практически непроницаем для молекул воды, обеспечивая водостойкость, сопоставимую с водостойкостью стекла или даже превосходящую её. В архитектурных системах с воздушной подушкой пленка ETFE способна непрерывно выдерживать воздействие дождя и снега без протечек на протяжении всего срока службы. В промышленности трубы, резервуары и корпуса насосов из ETFE можно использовать для хранения и транспортировки различных жидкостей, в том числе коррозионно-активных, без необходимости дополнительной гидроизоляции. Кроме того, самоочищающаяся поверхность ETFE приводит к тому, что капли воды образуют большой угол смачивания (высокая гидрофобность), что является физической основой того, почему архитектурные пленки из ETFE не требуют специальной очистки или технического обслуживания.
Ситуации, в которых ETFE является более подходящим выбором: когда требуется лить под давлением детали сложной формы; когда необходима прозрачность или высокая светопроницаемость; когда требуются высокая прочность на разрыв и ударная вязкость; когда требуется устойчивость к радиации; а также когда рабочая температура не превышает 150 °C.
Ситуации, в которых ПТФЭ является более подходящим выбором: когда требуется чрезвычайно низкий коэффициент трения (подшипники, уплотнительные поверхности, антипригарные покрытия); когда рабочая температура постоянно превышает 150 °C (ПТФЭ выдерживает температуру до 260 °C); когда детали имеют простую геометрию, позволяющую обрабатывать их методом спекания; а также когда предъявляются чрезвычайно строгие требования к химической инертности (например, при контакте с агрессивными средами, такими как дымящаяся азотная кислота).
В практических инженерных применениях эти два материала часто выполняют разные функции в рамках одной и той же системы — например, в химических насосах корпус насоса, изготовленный методом литья под давлением из ETFE, обеспечивает структурную опору, а уплотнительное кольцо вала из PTFE благодаря своему чрезвычайно низкому коэффициенту трения гарантирует надежное уплотнение.
Резюме
Пластик ETFE является одним из наиболее ценных представителей семейства фторполимеров — он заполняет технический пробел между “полностью фторированным PTFE, который не поддается литью под давлением, и инженерными пластиками общего назначения, которые не подходят для применения в коррозионных средах и в широких температурных диапазонах”.”
С химической точки зрения ETFE получают путем сополимеризации этилена и тетрафторэтилена. Сохраняя химическую инертность своих фторированных сегментов, этот материал обладает отличной текучестью при литье под давлением, повышенной механической прочностью и уникальной оптической прозрачностью. Благодаря этому материал занимает незаменимое место в таких высокотехнологичных областях применения, как производство химического оборудования, электроизоляция, производство полупроводников, новые источники энергии и архитектурные конструкции из ETFE.
Выбор между ETFE и PTFE — это не вопрос «или-или», а скорее инженерное решение, основанное на конкретных требованиях конкретного применения, при котором необходимо найти баланс между методами обработки, температурными диапазонами, механическими свойствами и характеристиками трения для достижения оптимального решения.
Для инженеров и лиц, принимающих решения в сфере закупок, внедрение литья под давлением из ETFE подразумевает:
- Готовность пойти на более высокие затраты на материалы и обработку в обмен на достижение предельных показателей производительности, недостижимых для инженерных пластиков общего назначения;
- Выбор специализированных поставщиков, обладающих опытом в области переработки фторполимеров, соответствующим оборудованием и системами управления качеством, вместо того, чтобы поручать эту работу обычным заводам по литью пластмасс общего назначения;
- Внедрение анализа DFM на ранних этапах проектирования с целью учета характеристик усадки ETFE, различий в тепловом расширении и требований к конструкции пресс-форм в процессе разработки продукта.
Dimud — это универсальный партнер по производству специализирующаяся на прецизионном литье под давлением и изготовлении пресс-форм, предлагающая комплексные услуги — от анализа DFM, проектирования и изготовления прецизионных пресс-форм, литья под давлением и вторичной обработки до управления цепочкой поставок. Для проектов литья под давлением с использованием высокоэффективных инженерных пластиков, таких как ETFE, наша инженерная команда обеспечивает всестороннюю профессиональную поддержку — от рекомендаций по выбору материала до поставки первой детали.




