

Sind Sie auf der Suche nach einem Kunststoff, der aggressiven Chemikalien standhält, extreme Temperaturen von -200 °C bis +150 °C übersteht und im Außenbereich jahrzehntelang hält – und sich dennoch im Spritzgussverfahren zu komplexen, präzisen Geometrien formen lässt, ohne dass auf spezielle Fertigungsverfahren zurückgegriffen werden muss?
ETFE-Kunststoff befindet sich an dieser seltenen Schnittstelle: ein Fluorpolymer mit der chemischen Beständigkeit von PTFE, der doppelten mechanischen Festigkeit von PTFE, echter optischer Transparenz und der Fähigkeit, im Spritzgussverfahren zu komplexen Geometrien geformt zu werden. Von der ikonischen Blasenfassade des „Water Cube“ in Peking bis hin zu hochreinen Flüssigkeitskomponenten in Nassprozessanlagen für Halbleiter, ETFE-Kunststoff hat sich seinen Platz als einer der vielseitigsten und hochwertigsten technischen Kunststoffe gesichert, die heute erhältlich sind. Dieser Leitfaden enthält alles, was Sie wissen müssen — Eigenschaften und Spezifikationen von ETFE, Spritzguss-Prozessparameter, eine detaillierte ETFE im Vergleich zu PTFE Ein Vergleich, Anwendungsszenarien, in denen ETFE seine Stärken ausspielt (und in welchen nicht), sowie praktische Hinweise zur Zusammenarbeit mit einem Partner für Präzisionsspritzguss, um Ihre ETFE-Teile vom Entwurf bis zur Produktion zu bringen.
Was ist ETFE-Kunststoff?

ETFE-Kunststoff, dessen vollständige Bezeichnung „Ethylen-Tetrafluorethylen-Copolymer“ (Ethylene Tetrafluoroethylene) lautet, ist ein teilkristalliner thermoplastischer Fluorpolymer-Werkstoff, der durch eine Copolymerisationsreaktion zwischen Ethylen und Tetrafluorethylen (TFE) synthetisiert wird. Seine CAS-Nummer lautet 25038-71-5, und seine chemische Formel lässt sich als –(CH₂CH₂)ₓ–(CF₂CF₂)ₙ– darstellen.
Im Gegensatz zu vollständig fluoriertem PTFE (Polytetrafluorethylen) enthält ETFE Ethylen-Einheiten in seiner Molekülkette, wodurch es die für die Fluorpolymer-Familie charakteristische hervorragende chemische Beständigkeit und Stabilität über einen weiten Temperaturbereich beibehält und gleichzeitig die mechanische Zähigkeit, die Verarbeitbarkeit und die optische Transparenz deutlich verbessert. Im Handel ist Tefzel® von DuPont die bekannteste Marke für ETFE-Kunststoff; weitere nennenswerte Marken sind Hyflon® ETFE von Solvay und die Fluon® ETFE-Serie von AGC.
Aus Sicht der Spritzgussingenieure weist ETFE mehrere wesentliche Eigenschaften auf, die besondere Beachtung verdienen:
Es handelt sich um einen echten Thermoplast, der mit herkömmlichen Spritzgussanlagen verarbeitet werden kann, was einen grundlegenden Unterschied zu PTFE darstellt – da PTFE nicht schmelzen und fließen kann, eignet es sich in der Regel nur für das Formpressen;
ETFE hat einen Schmelzpunkt von etwa 267 °C, und sein Verarbeitungsfenster ist anspruchsvoller als das der meisten technischen Kunststoffe, was spezielle Anlagen und eine Prozesssteuerung erfordert;
ETFE zeichnet sich durch ein einzigartiges, halbtransluzentes bis transparentes Erscheinungsbild aus, das unter Fluorpolymeren äußerst selten ist und ihm einen unersetzlichen Anwendungswert in den Bereichen Architektur, Optik und Solarenergie verleiht.
Was die Marktpositionierung angeht, befindet sich ETFE-Kunststoff an der Schnittstelle zwischen “Hochleistungskunststoffen” und “Spezialfluorpolymeren” – seine Leistungsfähigkeit übertrifft die von Allzweck-Konstruktionskunststoffen wie ABS, PP und PA bei weitem, im Vergleich zu extrem hitzebeständigen Werkstoffen wie PEEK und PPS bietet es jedoch niedrigere Verarbeitungstemperaturen, bessere Fließeigenschaften und wettbewerbsfähigere Materialkosten. Für Anwendungen, die chemische Beständigkeit, einen breiten Temperaturbereich, hervorragende mechanische Eigenschaften und ein gewisses Maß an Transparenz erfordern, ist ETFE oft die optimale oder einzige Lösung.
In der Dimud-Datenbank für Spritzgussmaterialien, ETFE wird der Kategorie “Spezial-Hochleistungs-Fluorpolymere” zugeordnet. Es gehört zu einem Werkstoffsystem, das zwar relativ schwer zu verarbeiten ist, aber einen erheblichen Mehrwert bietet, und wird in der Regel für Präzisionsbauteile für Kunden in Europa und Nordamerika aus den Bereichen Chemie, Elektronik, Medizin und neue Energien eingesetzt.
Die chemische Struktur und der molekulare Mechanismus von ETFE
Um die Anwendungsgrenzen von ETFE-Kunststoff zu verstehen, muss man bei seiner Molekülstruktur ansetzen. In ETFE-Molekülketten wird das Molverhältnis von Ethylen (E) zu Tetrafluorethylen (TFE) in der Regel zwischen 40:60 und 60:40 geregelt; bei Produkten in Industriequalität liegt der optimale Bereich bei TFE:E = 65:35 bis 50:50.
Zusätzlich zu den Hauptkettenmonomeren enthält industriell hergestelltes ETFE in der Regel ein drittes Monomer (mit einem Anteil von etwa 0,3–1,7 mol%), um die Kristallinität zu regulieren, den Schmelzfluss zu verbessern und die mechanische Festigkeit in bestimmten Temperaturbereichen weiter zu steigern.
Warum werden Ethylenanlagen eingeführt?
Die Molekülketten von reinem PTFE (vollständig fluorierte Struktur) bestehen ausschließlich aus C–F-Bindungen, was ihnen eine extrem hohe chemische Inertheit verleiht, aber auch folgende Auswirkungen hat:
Extrem hohe Schmelzviskosität, wodurch eine Verarbeitung mittels herkömmlichem Spritzgießen oder Extrudieren unmöglich ist;
Relativ geringe Zugfestigkeit und Schlagzähigkeit;
Starke Lichtstreuung, wodurch ein weißes, undurchsichtiges Material entsteht;
Bei ETFE entstehen durch die Einbindung von Ethylen-Einheiten jedoch C-H-Bindungen, wodurch die Molekülketten die chemische Inertheit der fluorierten Segmente beibehalten und gleichzeitig folgende Eigenschaften gewinnen:
Geringere Schmelzviskosität und ein breiteres Verarbeitungsfenster;
Höhere Zugfestigkeit (mehr als doppelt so hoch wie die von PTFE);
Eine Kombination aus Zähigkeit und Elastizität, die sich aus seiner teilkristallinen Struktur ergibt;
Hohe Durchlässigkeit für sichtbares Licht und UV-Strahlung (bis zu 95%).
Die teilkristalline Beschaffenheit von ETFE
ETFE-Kunststoff ist ein teilkristallines Polymer mit einer Glasübergangstemperatur (Tg) von etwa -100 °C bis -80 °C und einem Schmelzpunkt (Tm) von etwa 267 °C. Seine teilkristalline Struktur verleiht ETFE zwei wesentliche technische Vorteile:
Erstens vereint ETFE im Temperaturbereich oberhalb von Tg und deutlich unterhalb von Tm die Steifigkeit kristalliner Bereiche mit der Zähigkeit amorpher Bereiche. Dies ist die physikalische Grundlage für seine stabilen mechanischen Eigenschaften über einen weiten Temperaturbereich von -200 °C bis +150 °C; Zweitens wirkt sich die Abkühlgeschwindigkeit während des Spritzgussprozesses direkt auf die Kristallinität aus, was wiederum die Schrumpfung und die Maßhaltigkeit beeinflusst – dies sind entscheidende Parameter, die bei der Konstruktion von ETFE-Spritzgussformen sorgfältig berücksichtigt werden müssen.
ETFE-Eigenschaften: Eine ausführliche Erläuterung der wichtigsten Leistungsparameter und Spezifikationen
Die folgenden Angaben basieren auf handelsüblichen ETFE-Typen in Industriequalität (wie beispielsweise dem Tefzel® (Serie 200/210), wobei die Prüfungen gemäß den ASTM- und ISO-Normen durchgeführt wurden. Aufgrund von Abweichungen zwischen verschiedenen Marken und modifizierten Typen sollten die vom Lieferanten bereitgestellten technischen Datenblätter (TDS) als maßgebliche Referenz für konkrete Projekte herangezogen werden.
Mechanische Eigenschaften
| Leistungskennzahlen | Typischer Wert | Prüfnormen |
|---|---|---|
| Zugfestigkeit (23 °C) | 40–50 MPa | ASTM D638 |
| Dehnung bei Bruch | 150–250% | ASTM D638 |
| Biegemodul | 800–1100 MPa | ASTM D790 |
| Kerbschlagzähigkeit (Izod) | 5–15 kJ/m² (23 °C) | ASTM D256 |
| Härte (Shore D) | 60–65 | ASTM D2240 |
| Druckfestigkeit | 38–48 MPa | ASTM D695 |
ETFE weist eine Zugfestigkeit auf, die etwa das 2- bis 2,5-Fache derjenigen von PTFE beträgt, und behält dabei eine gute Zähigkeit und Bruchdehnung bei. Bemerkenswert ist, dass die Eigenschaften von ETFE auch bei niedrigen Temperaturen hervorragend bleiben – selbst bei Temperaturen von flüssigem Stickstoff (-196 °C) behält das Material eine beträchtliche Schlagzähigkeit bei und zeigt keine Sprödbruchneigung bei niedrigen Temperaturen, was für Anwendungen in der Kryotechnik und der Luft- und Raumfahrt von großem Wert ist.
Thermische Eigenschaften
| Leistungskennzahlen | Typischer Wert | Anmerkung |
|---|---|---|
| Schmelztemperatur (Tm) | 267 °C | Teilkristallines Polymer |
| Maximale Dauerbetriebstemperatur | +150 °C | Langfristige Stabilität |
| Extreme Momentantemperatur | +200 °C | Kurzfristig eher negativ |
| Untergrenze der Temperatur | -200 °C | Wird nicht spröde |
| Wärmeformbeständigkeitstemperatur (HDT, 1,82 MPa) | 104 °C | ASTM D648 |
| Linearer Wärmeausdehnungskoeffizient (CTE) | 8–12 × 10⁻⁵ /°C | Besser als allgemeine technische Kunststoffe |
| Wärmeleitfähigkeit | 0,24 W/(m·K) | Geringe Wärmeleitfähigkeit, gute Wärmedämmung |
Der Wärmeausdehnungskoeffizient von ETFE ist deutlich höher als der von Metallen und den meisten technischen Kunststoffen (wie beispielsweise PEEK, dessen Wert bei etwa 4,7 × 10⁻⁵ /°C liegt); daher ist es bei der Konstruktion von ETFE-Spritzgussteilen mit Metalleinsätzen oder Präzisionspassungen unerlässlich, die durch Temperaturschwankungen verursachten Maßänderungen vollständig zu berücksichtigen.
Elektrische Eigenschaften
| Leistungskennzahlen | Typischer Wert | Prüfnormen |
|---|---|---|
| Durchschlagfestigkeit | 60–80 kV/mm | ASTM D149 |
| Volumenwiderstand | > 10¹⁵ Ω·cm | ASTM D257 |
| Dielektrizitätskonstante (1 MHz) | 2.6 | ASTM D150 |
| Tangens des dielektrischen Verlustwinkels (1 MHz) | < 0,001 | ASTM D150 |
| Brandschutzklasse | UL 94 V-0 | Ausgewählte Klassenstufen |
Aufgrund seiner niedrigen Dielektrizitätskonstante und seines extrem geringen dielektrischen Verlusts eignet sich ETFE-Kunststoff ideal für die Isolierung von Hochfrequenz-Signalübertragungskabeln und wird häufig in Anwendungen wie 5G-Basisstationskabeln und der drahtlosen Kommunikation in der Luftfahrt eingesetzt.
Chemische Beständigkeit
ETFE weist eine hervorragende Beständigkeit gegenüber den meisten Chemikalien auf, jedoch sind die folgenden Abweichungen in der Leistungsfähigkeit zu beachten:
Hervorragende Beständigkeit (praktisch keine Auswirkungen):
- Anorganische Säuren aller Konzentrationen (Salzsäure, Schwefelsäure, Salpetersäure, Flusssäure)
- Alkalilösungen (NaOH, KOH und andere Konzentrationen)
- Organische Lösungsmittel (Ketone, Ester, Alkohole)
- Halogengase (Chlor, Fluor)
- Oxidationsmittel (H₂O₂, konzentrierte Salpetersäure)
- Kraftstoffe und Schmierstoffe
Situationen, in denen Vorsicht geboten ist:
Oleum kann bei hohen Temperaturen zu langsamer Korrosion führen
Geschmolzene Alkalimetalle (Natrium, Kalium)
Stark polare organische Lösungsmittel bei hohen Temperaturen
Im Vergleich dazu weist ETFE eine höhere chemische Beständigkeit auf als die meisten technischen Thermoplaste (wie PA, PBT und ABS), seine Beständigkeit in extrem oxidativen Umgebungen ist jedoch etwas geringer als die von vollständig fluoriertem PTFE oder PFA.
3.5 Optische Eigenschaften und Transparenzeigenschaften
ETFE-Kunststoff bietet innerhalb der Familie der Fluorpolymere einzigartige optische Vorteile:
- Durchlässigkeit für sichtbares Licht: Bis zu 95% (vergleichbar mit hochwertigem Glas)
- UV-Durchlässigkeit: Besser als bei gewöhnlichem Glas, ermöglicht den Durchlass von UV-Licht bis hinunter zu 240 nm
- Durchlässigkeit für langwelliges Infrarotlicht: Gut (ein wichtiger Indikator, der die Photosynthese der Pflanzen in Gewächshäusern beeinflusst)
- Brechungsindex: ca. 1,40
Diese optischen Eigenschaften bilden in Verbindung mit der Witterungsbeständigkeit und der Beständigkeit gegen UV-Zersetzung von ETFE den zentralen Wettbewerbsvorteil von ETFE-Kunststoffplatten und ETFE-Konstruktionen in der Architektur.
Bearbeitungsparameter
| Parameter | Typischer Wert |
|---|---|
| Schmelzindex (MFR, 297 °C/5 kg) | 4–40 g/10 min (je nach Güteklasse unterschiedlich) |
| Temperaturbereich des Spritzgießzylinders | 290–330 °C |
| Formtemperatur | 80–150 °C |
| Einspritzdruck | 70–120 MPa |
| Schrumpfungsrate | 1.5%~3.0% |
| Trocknungsanforderungen | Vortrocknung erforderlich: 120 °C für 4–6 Stunden. |
Veränderungen der Eigenschaften von gefüllten, modifizierten Typen
In industriellen Anwendungen ist reines (ungefülltes) ETFE oft nicht die optimale Wahl. Im Folgenden werden gängige Verfahren zur Modifizierung durch Füllstoffe und deren Auswirkungen auf die Eigenschaften von ETFE beschrieben:
Glasfaserverstärkung (GF-ETFE):
Die Zugabe von 15%–25%-Glasfaserschnitzeln ist das gängigste Modifikationsverfahren und hat folgende wesentliche Auswirkungen:
- Der Biegemodul steigt auf 2.500–4.000 MPa (eine 3- bis 4-fache Steigerung im Vergleich zu ungefülltem ETFE)
- Die Zugfestigkeit steigt auf 60–80 MPa
- Die Formschrumpfung verringert sich auf 0,81 TP3T–1,51 TP3T, und die Schrumpfraten in Fließrichtung und senkrechter Richtung gleichen sich stärker an.
- Die Wärmeformbeständigkeit steigt auf 130–145 °C
- Nachteile: Die Bruchdehnung nimmt deutlich ab (20–50%), wodurch die Zähigkeit des Materials verringert wird; die Transparenz geht verloren, was zu einem weißen oder milchig-weißen Erscheinungsbild führt; die chemische Beständigkeit nimmt leicht ab (freiliegende Glasfasern an der Oberfläche können als Eintrittswege für das Medium dienen)
Kohlefaserverstärkung (CF-ETFE):
- Bietet eine höhere Steifigkeit und Wärmeleitfähigkeit (vorteilhaft für Anwendungen zur Wärmeableitung)
- Verleiht eine gewisse elektrische Leitfähigkeit (geeignet für antistatische Anwendungen)
- Die Kosten liegen deutlich über denen von glasfaserverstärkten Typen
PTFE-gefüllt (PTFE-gemischtes ETFE):
- Reduziert den Reibungskoeffizienten erheblich (von etwa 0,4 auf 0,15–0,25) und verbessert so die Verschleißfestigkeit
- Geeignet für Gleitdichtungen, bei denen sowohl Korrosionsbeständigkeit als auch geringe Reibung erforderlich sind
Mit Molybdändisulfid (MoS₂) gefüllt:
- Verbessert die Schmierfähigkeit noch weiter
- Wird in der Regel in Kombination mit PTFE zugesetzt
Mit Ruß gefülltes (leitfähiges/antistatisches ETFE):
- Reduziert den spezifischen Volumenwiderstand von >10¹⁵ Ω·cm auf 10⁴–10⁹ Ω·cm (antistatische Ausführung) oder <10⁴ Ω·cm (leitfähige Ausführung)
- Weit verbreitet in antistatischen Rohrleitungen für Halbleiter-Reinraumanlagen und Fördersysteme für brennbare Flüssigkeiten
Empfehlung von Dimud Engineering: Beim Starten eines ETFE-Spritzguss Bei jedem Projekt sollte die Auswahl der Gussqualität als eigenständiger Schritt im Konstruktionsprozess betrachtet werden. Die Wahl der falschen Materialgüte – beispielsweise die Verwendung einer ungefüllten Materialgüte für Bauteile, die einen hohen Elastizitätsmodul erfordern – kann zu unerwarteten Verformungen oder sogar zum Versagen der Bauteile im Einsatz führen. Wenn Sie technische Unterstützung benötigen, kann Ihnen das Dimud-Entwicklungsteam professionelle Empfehlungen zur Materialgüte sowie auf Ihre spezifische Anwendung zugeschnittene Vergleichstestpläne anbieten.
Umfassender Vergleich von ETFE mit anderen Hochleistungskunststoffen
Um Ingenieuren zu helfen, in der Materialauswahlphase fundiertere Entscheidungen zu treffen, folgt hier ein umfassender Vergleich von ETFE-Kunststoff mit mehreren gängigen Hochleistungskunststoffen:
| Vergleichsgrößen | ETFE | PEEK | PPS | FEP | PFA |
|---|---|---|---|---|---|
| Kontinuierliche Betriebstemperatur | +150 °C | +250 °C | +220 °C | +200 °C | +260 °C |
| Zugfestigkeit | 40–50 MPa | 100 MPa | 65–85 MPa | 20–25 MPa | 30–35 MPa |
| Reibungskoeffizient | 0.4 | 0.35 | 0.3 | 0.2 | 0.2 |
| Typische Anwendungsüberschneidungen | Verfahrenstechnik, Elektrotechnik und Bauwesen | Bauteile für die Medizin- und Luftfahrtindustrie | Automobilindustrie, Hochtemperatur-Elektronik | Kabel, dünnwandige chemische Bauteile | Chemische Anlagen für ultrahochreine Anwendungen |
Dieser Vergleich verdeutlicht die einzigartige Stellung von ETFE hinsichtlich bestimmter Leistungsmerkmale: Es ist eines der wenigen bekannten Materialien, das gleichzeitig hohe Transparenz, Spritzgießbarkeit, Stabilität über einen weiten Temperaturbereich und umfassende chemische Beständigkeit bietet. Während PEEK zwar über hervorragende mechanische Eigenschaften verfügt, mangelt es ihm an Transparenz, und seine chemische Beständigkeit ist in bestimmten Lösungsmittelumgebungen geringer als die von ETFE; FEP und PFA weisen zwar eine noch größere chemische Inertheit auf, besitzen jedoch eine geringere Zugfestigkeit, und ihre Eigenschaften hinsichtlich der Durchlässigkeit für sichtbares Licht – entscheidend für architektonische und optische Anwendungen – reichen nicht an die von ETFE heran.
Vorteile und Einschränkungen des Kunststoffmaterials ETFE

Kernvorteile
① Stabilität über einen weiten Temperaturbereich
ETFE-Material Es behält über einen extrem breiten Temperaturbereich von -200 °C bis +150 °C hinweg stabile mechanische und elektrische Eigenschaften bei. Dies ist sein zentraler Wettbewerbsvorteil, der es von fast allen universell einsetzbaren technischen Kunststoffen unterscheidet. Bei Temperaturen, bei denen Materialien wie PA66 und PBT zu erweichen beginnen und versagen, behält ETFE seine strukturelle Integrität bei; selbst bei Temperaturen von flüssigem Stickstoff kommt es nicht zu Kaltbruch wie bei PC oder ABS.
② Außergewöhnliche chemische Inertheit
Es weist eine hervorragende Beständigkeit gegenüber nahezu allen anorganischen Säuren, Laugen und organischen Lösungsmitteln auf und eignet sich daher besonders für Anwendungen, bei denen es mit korrosiven Medien in Kontakt kommt, wie beispielsweise Auskleidungen für chemische Prozessanlagen, Pumpen- und Ventilkomponenten sowie Laborverbrauchsmaterialien.
③ Hervorragende Witterungsbeständigkeit und Beständigkeit gegen UV-Zersetzung
ETFE ist äußerst beständig gegen UV-Strahlung, Ozon und industrielle Schadstoffe. Im Außenbereich hat es eine Lebensdauer von 30 bis 50 Jahren oder mehr, ohne dass es zu nennenswerter Vergilbung, Rissbildung oder einer Verschlechterung der mechanischen Eigenschaften kommt. Diese Eigenschaft macht es zum Material der Wahl für großflächige architektonische Verkleidungen und Solaranlagen.
④ Ein wirklich spritzgießfähiges Fluorpolymer
Dank seiner Schmelzfließeigenschaften lässt sich ETFE mit herkömmlichen Spritzgießmaschinen verarbeiten, was die Herstellung von Präzisionsteilen mit komplexen dreidimensionalen Geometrien ermöglicht – eine Leistung, die PTFE mit herkömmlichen Spritzgießverfahren nicht erreichen kann. Diese Eigenschaft erweitert die Anwendungsmöglichkeiten von Fluorpolymeren im Bereich der Präzisionsbauteilefertigung erheblich.
⑤ Hohe Transparenz und hervorragende optische Eigenschaften
Als einziges Fluorpolymer erreicht ETFE eine Durchlässigkeit für sichtbares Licht von bis zu 95% und weist gleichzeitig eine gute Durchlässigkeit für UV- und langwellige Strahlung auf, was es in den Bereichen architektonische Tageslichtnutzung, Solarenergie und medizinische Optik unverzichtbar macht.
⑥ Selbstreinigende Eigenschaften und geringe Oberflächenenergie
ETFE weist eine extrem niedrige Oberflächenenergie auf (ca. 18 mN/m), wodurch Schmutz und Fett nur schwer daran haften bleiben. Es reinigt sich bereits durch den Abfluss von Regenwasser von selbst, was die Wartungskosten für große architektonische Bauwerke erheblich senkt.
⑦ Gute Strahlungsbeständigkeit
ETFE weist im Vergleich zu PTFE eine überlegene Beständigkeit gegenüber Gammastrahlung auf, was ihm einen Vorteil in der Nuklearindustrie, bei medizinischen Strahlengeräten und in der Luft- und Raumfahrt verschafft.
⑧ 100% Wiederverwertbar
Als thermoplastischer Werkstoff lässt sich ETFE am Ende seiner Lebensdauer vollständig einschmelzen und wiederaufbereiten, wodurch es den immer strengeren Anforderungen der Kreislaufwirtschaft auf den aktuellen europäischen und nordamerikanischen Märkten gerecht wird.
Einschränkungen
① Hohe Verarbeitungskosten
Der Preis für Rohstoffe liegt deutlich über dem von Allzweckmaterialien wie ABS, PP und PA – in der Regel ist er 10- bis 30-mal so hoch wie der von gängigen technischen Kunststoffen. Zudem erfordert das Spritzgießen korrosionsbeständige Anlagen (da ETFE beim Schmelzen Spuren von fluorierten Gasen freisetzt, die Metallkomponenten angreifen), was die Investitions- und Wartungskosten für die Anlagen erhöht.
② Enges Prozessfenster beim Spritzgießen
Die Verarbeitungstemperaturen sind hoch (Zylindertemperatur 290–330 °C), und es ist eine äußerst präzise Temperaturregelung erforderlich. Zu hohe Temperaturen können dazu führen, dass sich ETFE zersetzt und HF-Gas (Fluorwasserstoffsäure) entsteht, was eine Gefahr für die Anlagen und die Sicherheit des Bedienpersonals darstellt; umgekehrt können zu niedrige Temperaturen zu einer unzureichenden Formfüllung oder zu tiefen Schweißnähte führen. Dies erfordert, dass die Spritzgießanlagen über präzise Temperaturregelungsmöglichkeiten verfügen und das Bedienpersonal über umfangreiche Erfahrung in der Verarbeitung von Fluorpolymeren verfügt.
③ Schneller Verschleiß der Form
Die hohen Verarbeitungstemperaturen und die chemische Reaktivität von ETFE greifen den Formstahl an, sodass in der Regel der Einsatz von Edelstahl oder Formen mit speziellen Beschichtungen (wie z. B. TiN) erforderlich ist, was die Kosten erhöht Kosten für den Formenbau.
④ Hohe und anisotrope Schrumpfung
Die Schrumpfung beim Spritzgießen liegt im Bereich von 1,51 TP3T bis 3,01 TP3T. Darüber hinaus führt die Kristallorientierung zu Unterschieden in den Schrumpfungsraten zwischen der Fließrichtung und der senkrechten Richtung, was die Kontrolle der Maßgenauigkeit erschwert und höhere Anforderungen an die Formkonstruktion sowie die Optimierung der Prozessparameter stellt.
⑤ Relativ geringe Oberflächenhärte
Im Vergleich zu Metallen und bestimmten hochfesten technischen Kunststoffen (wie beispielsweise PEEK) weist ETFE eine geringere Oberflächenhärte auf (etwa 60–65 auf der Shore-D-Skala) und zeigt unter Bedingungen hoher Reibung eine geringere Kratzfestigkeit als diese Materialien.
⑥ Schwierigkeiten beim Aufbau einer Bindung
Die extrem niedrige Oberflächenenergie von ETFE erschwert die Verklebung mit anderen Materialien erheblich; in der Regel sind Natriummetallätzung, Plasmaaktivierung oder eine Excimer-Laserbehandlung erforderlich, um eine ausreichende Haftfestigkeit zu erzielen.
ETFE vs. PTFE: Ein umfassender Vergleich zweier Fluorpolymere
Im Ingenieurberatungsgeschäft von Dimud lautet eine der am häufigsten gestellten Fragen von Kunden: “Soll ich mich für ETFE oder PTFE entscheiden?” Obwohl beide Werkstoffe zur Familie der Fluorpolymere gehören, unterscheiden sie sich grundlegend hinsichtlich ihrer chemischen Struktur, ihrer Verarbeitungsmethoden und ihrer Anwendungsgrenzen.
| Vergleichsgrößen | ETFE | PTFE |
|---|---|---|
| Chemische Zusammensetzung | Ethylen-Tetrafluorethylen-Copolymer (mit C-H-Bindungen) | Reines PTFE (ausschließlich C-F-Bindungen) |
| Schmelzpunkt | ~267 °C | ~327 °C |
| Maximale Dauerbetriebstemperatur | +150 °C | +260 °C |
| Verarbeitungsverfahren | Geeignet für Spritzguss und Extrusion. | Nur Presssintern (nicht für Spritzguss geeignet) |
| Zugfestigkeit | 40–50 MPa (deutlich höher) | 15–25 MPa |
| Dehnung bei Bruch | 150~250% | 200~400% |
| Reibungskoeffizient | 0.4 | 0.05~0.1 |
| Transparenz | Durchscheinend bis transparent (Lichtdurchlässigkeit bis zu 95%) | Undurchsichtig (weiß) |
| Chemische Inertheit | Ausgezeichnet | Hervorragend (etwas besser als ETFE) |
| Strahlungsbeständigkeit | Besser als PTFE | Relativ schwach |
| Oberflächenenergie | Sehr gering (ca. 18 mN/m) | Sehr gering (ca. 18–20 mN/m) |
| Preis | Hoch (ca. 60–80% PTFE) | hoch |
| Umformung komplexer Teile | Ja, durch Spritzgießen lassen sich komplexe Geometrien herstellen. | Äußerst schwierig; beschränkt sich auf einfache Formen. |
| Typische Anwendungen | Baufolien, Kabelisolierungen, Komponenten für chemische Rohrleitungen, Präzisionsspritzgussteile | Dichtungen, Dichtringe, Antihaftbeschichtungen, Laborgeräte |
Wichtigste Schlussfolgerungen – Wann sollte man sich für ETFE und wann für PTFE entscheiden?
Wichtigste Anwendungsbereiche für ETFE:
- Bauteile mit komplexen Geometrien, die im Spritzguss- oder Extrusionsverfahren hergestellt werden müssen;
- Anwendungen, bei denen Transparenz oder eine hohe Lichtdurchlässigkeit erforderlich sind;
- Anwendungen mit hohen Anforderungen an Zugfestigkeit und Schlagzähigkeit;
- Anwendungen, die Strahlungsbeständigkeit erfordern;
- Betriebstemperaturen von höchstens 150 °C.
Wichtige Anwendungsfälle für die Auswahl von PTFE:
- Anwendungen, die einen extrem niedrigen Reibungskoeffizienten erfordern (Lager, Dichtungen, Antihaft-Oberflächen);
- Betriebstemperaturen über 150 °C (bis zu 260 °C);
- Anwendungen mit extrem hohen Anforderungen an die chemische Inertheit (z. B. stark oxidierende Atmosphären);
- Teile mit einfachen Geometrien, die im Presssintern bearbeitet werden können.
ETFE-Spritzguss: Ein umfassender Leitfaden zum Spritzgussverfahren

ETFE-Spritzguss gehört zu den Arten von Spritzgussprojekten, die höchste Anforderungen an Materialkenntnisse, Anlagenkapazitäten und Prozesssteuerung stellen. Basierend auf Dimuds mehr als zwanzigjähriger Erfahrung in Präzisionsspritzguss, … Wir stufen das ETFE-Spritzgießen als “hochwertigen technischen Spezialkunststoff” ein. Von der Auswahl der Anlagen bis hin zur Festlegung der Prozessparameter erfordert es spezielle Lösungen, die sich von denen für Allzweckmaterialien unterscheiden.
Ausrüstungsanforderungen und Vorbereitung
Auswahl einer Spritzgießmaschine:
- Der Zylinder und die Schnecke müssen aus korrosions- und hitzebeständigen Legierungen bestehen (z. B. Zylinder aus Bimetalllegierungen), um den Spuren von korrosiven Gasen standzuhalten, die beim Schmelzen von ETFE freigesetzt werden können;
- Das empfohlene Schraubenkompressionsverhältnis liegt zwischen 2,5:1 und 3:1, um eine Materialverschlechterung durch übermäßige Scherkräfte zu vermeiden;
- Die Heizleistung des Zylinders sollte ausreichen, um eine stabile Temperaturregelung bei Verarbeitungstemperaturen von 290–330 °C zu gewährleisten;
- Es wird eine Schneckenkonstruktion mit Entlüftungslöchern empfohlen, um flüchtige Stoffe aus dem Material zu entfernen.
Formwerkstoffe: Aufgrund der hohen Verarbeitungstemperaturen und der geringen Korrosivität von ETFE sollten folgende Formstähle ausgewählt werden:
- Edelstahl (z. B. SUS420, SUS440C): Bietet die beste Korrosionsbeständigkeit, lässt sich jedoch besser bearbeiten;
- Vorgehärtete Formstähle wie PD13/Stavax: Bieten ein ausgewogenes Verhältnis zwischen Korrosionsbeständigkeit und Zerspanbarkeit;
- Es wird empfohlen, die Oberflächen des Formhohlraums und des Angusskanals zu verchromen oder mit einer TiN-Beschichtung zu versehen, um die Lebensdauer der Form zu verlängern.
Vorbehandlung des Rohmaterials
ETFE ist in gewissem Maße hygroskopisch; bei zu hohem Feuchtigkeitsgehalt können beim Spritzgießen Blasen, silberne Streifen oder Oberflächenfehler auftreten. Vor dem Spritzgießen muss eine Vortrocknung durchgeführt werden:
- Trocknungstemperatur: 120 °C
- Trocknungszeit: 4–6 Stunden (Schichtdicke ≤ 25 mm)
- Angestrebter Feuchtigkeitsgehalt nach der Trocknung: < 0,02%
- Empfohlene Trocknungsgeräte: Entfeuchtungstrockner (Taupunkt ≤ -40 °C); die Verwendung von herkömmlichen Heißluftofen sollte aufgrund unzureichender Effizienz vermieden werden
Getrocknetes ETFE sollte innerhalb von 30 Minuten verarbeitet werden, um zu verhindern, dass es wieder Feuchtigkeit aus der Luft aufnimmt.
Einstellungen der Prozessparameter
Temperaturverteilung im Zylinder (von der Einlaufzone bis zur Düse):
| Abschnitt / Segment | Temperaturbereich |
|---|---|
| Fütterungsbereich (Zone 1) | 250–270 °C |
| Kompressionszone (Zone 2) | 280–300 °C |
| Homogenisierungszone (Zone 3) | 295–315 °C |
| Düse | 300–320 °C |
Hinweis: Die tatsächlichen Temperaturen müssen anhand der TDS-Daten für die jeweilige Qualität und der Eigenschaften der Maschine angepasst werden. Übermäßig hohe Temperaturen (> 340 °C) können zur Zersetzung von ETFE führen, wobei giftiges HF-Gas freigesetzt wird; dies muss unter allen Umständen vermieden werden.
Formtemperatur:
- Allzweckteile: 80–120 °C
- Anforderungen an hohe Kristallinität/geringe Schrumpfung: 120–150 °C
- Höhere Formtemperaturen tragen zur Verbesserung der Oberflächenqualität und der Maßhaltigkeit bei, verlängern jedoch den Abkühlzyklus.
Einspritzparameter:
- Einspritzdruck: 70–120 MPa
- Haltedruck: 50–70% des Einspritzdrucks
- Einspritzgeschwindigkeit: Mäßige Geschwindigkeit; übermäßige Geschwindigkeit vermeiden, um die Entstehung von Scherwärme zu verhindern
- Gegendruck: 3–10 MPa
- Abkühlzeit: Dauert in der Regel 20–40% länger als bei Allzweckmaterialien wie ABS
Wichtige Überlegungen zur Gestaltung von Angusskanälen und Angusskanalführungen
- Angussart: Es wird empfohlen, Heißkanäle oder größere verdeckte Angüsse bzw. Seitenangüsse zu verwenden, um die Ansammlung von Scherwärme zu verringern;
- Querschnitt der Laufschiene: Verwenden Sie runde oder trapezförmige Laufschienen, um den durch die Kontaktfläche zwischen der Laufschiene und der Schmelze verursachten Temperaturabfall zu minimieren;
- Gittergröße: Sollte nicht zu klein sein, um eine Materialverschlechterung durch zu hohe Schergeschwindigkeiten zu vermeiden;
- Entlüftung: Da bei der Verarbeitung von ETFE erhebliche Mengen an Gas entstehen, müssen die Entlüftungskanäle der Form entsprechend ausgelegt sein; die Tiefe der Entlüftungskanäle beträgt in der Regel 0,015–0,025 mm.
Schrumpfung und Maßhaltigkeit
Die Formschrumpfung von ETFE wird maßgeblich von den folgenden Faktoren beeinflusst:
- Kristallinität: Höhere Formtemperaturen fördern die Kristallisation, wodurch die Gesamtschrumpfung zunimmt, die Nachschrumpfung jedoch abnimmt;
- Wandstärke: Eine größere Wandstärke führt in der Regel zu einer stärkeren Schrumpfung;
- Fasern/Füllstoffe: Glasfaserverstärktes ETFE kann die Schrumpfung erheblich reduzieren und den Unterschied in der Schrumpfung zwischen der Fließrichtung und der senkrechten Richtung minimieren;
- Haltedruckparameter: Ein angemessener Haltedruck und eine angemessene Haltezeit tragen dazu bei, die Schrumpfung zu minimieren.
Bei den Präzisions-ETFE-Spritzgussprojekten von Dimud nutzen wir die **CAE-Moldflow-Analyse**, um das Schrumpfungsverhalten bereits vor der eigentlichen Formenherstellung vorherzusagen. In Kombination mit der DFM-Analyse können wir so bereits in der Konstruktionsphase realistische technische Erwartungen hinsichtlich der Maßtoleranzen festlegen.
Sicherheitshinweise
ETFE ist bei normalen Verarbeitungstemperaturen (290–330 °C) unbedenklich; steigen die Temperaturen jedoch zu stark an oder kommt es zu einer Zersetzung, werden fluorierte Gase (vor allem HF und Perfluorisobuten, PFIB) freigesetzt, die eine ernsthafte Gefahr für die menschlichen Atemwege darstellen.
Beim Spritzgießen von ETFE muss unbedingt darauf geachtet werden, dass:
- Der Arbeitsbereich ist mit einer lokalen Absauganlage ausgestattet;
- Die Bediener sind mit den Sicherheitsvorschriften für die Verarbeitung von Fluorpolymeren vertraut;
- HF-Erkennungs- und Alarmgeräte sind rund um die Maschine installiert (in Serienfertigungsumgebungen);
- Im Verarbeitungsbereich gilt ein striktes Rauchverbot – werden ETFE-Granulate durch eine Zigarette entzündet, setzen sie zudem giftige Fluoride frei.
Analyse und Lösungen für häufige Fehler beim ETFE-Spritzgießen
Aufgrund der technischen Erfahrung von Dimud lassen sich die häufigsten Fehlerarten bei ETFE-Spritzgussprojekten sowie deren Ursachen und Lösungen wie folgt zusammenfassen:
Fehler 1: Silberne Streifen
Zeigt sich in Form von silberweißen Streifen auf der Oberfläche des Teils, die sich in Richtung des Schmelzflusses erstrecken.
Grundursachen:
- Ein übermäßig hoher Feuchtigkeitsgehalt im Rohmaterial (die häufigste Ursache, auf die etwa 70% der Fälle entfallen)
- Lokale Überhitzung im Zylinder, die zu Materialverschleiß und Gasbildung führt
- Eine zu hohe Einspritzgeschwindigkeit, die verhindert, dass das Gas rechtzeitig durch die Entlüftungskanäle entweichen kann
Lösungen:
- Den Vortrocknungsprozess überprüfen und strikt einhalten (120 °C, 4–6 h, unter Verwendung eines Entfeuchtungstrockners mit einem Taupunkt von ≤ -40 °C)
- Überprüfen Sie die Zylindertemperatur Abschnitt für Abschnitt, um eine gleichmäßige Verteilung sicherzustellen und Stellen mit lokaler Überhitzung zu beseitigen.
- Verringern Sie die Einspritzgeschwindigkeit entsprechend und prüfen Sie, ob die Entlüftungskanäle verstopft sind.
Fehler 2: Verziehen
Dies äußert sich in Abweichungen von der Ebenheit nach dem Entformen des Bauteils oder in Verformungen an dünnwandigen Stellen.
Grundursachen:
- ETFE weist eine relativ hohe Schrumpfungsrate (1,51 TP3T–3,01 TP3T) auf, und ungleichmäßige Wandstärken verstärken die Schrumpfungsunterschiede zwischen den Bauteilen.
- Eine ungleichmäßige Kühlung der Form führt zu übermäßigen Temperaturunterschieden im Bauteil
- Ein zu geringer Halte-Druck führt zu Einfallstellen in dickwandigen Bereichen, die beim Abkühlen zusammenfallen.
- Die Fließrichtung in glasfaserverstärktem ETFE führt zu unterschiedlichen Schrumpfungsraten in verschiedenen Richtungen
Lösungen:
- Stellen Sie während der DFM-Phase eine gleichmäßige Wandstärke sicher und vermeiden Sie dabei ein Verhältnis von Wandstärke zu dünnster Stelle von mehr als 3:1.
- Optimieren Sie die Kühlkanäle der Form, um sicherzustellen, dass die Temperaturunterschiede zwischen den einzelnen Bereichen < 5 °C betragen.
- Erhöhen Sie die Nachdruckzeit und den Druck, um sicherzustellen, dass ausreichend Material eingefüllt wird, bevor der Anguss erstarrt.
- Führen Sie eine CAE-Formflussanalyse an verformungsanfälligen Bauteilen durch, um das Schrumpfen vorherzusagen und auszugleichen.
Fehler 3: Übermäßig tiefe Schweißnähte
Dies äußert sich in Form deutlicher linearer Spuren an der Stelle, an der die Schmelzströme zusammenlaufen; in leichten Fällen beeinträchtigt dies das Erscheinungsbild, während es in schweren Fällen zu Spannungskonzentrationsstellen führt, die Risse verursachen.
Grundursachen:
- Die Schmelzfront ist zu kalt, wenn sie den Konvergenzpunkt erreicht, wodurch verhindert wird, dass sich die beiden Schmelzströme vollständig vereinigen.
- Die Einspritzgeschwindigkeit ist zu langsam, was zu einem übermäßigen Temperaturabfall der Schmelze während des Füllvorgangs führt
- Eine unzureichende Entlüftung der Form verhindert, dass Gas am Zusammenflusspunkt entweichen kann, was zur Bildung von Hohlräumen führt
Lösungen:
- Erhöhen Sie die Formtemperatur (um die Temperatur der Schmelzefront zu erhöhen, wenn diese den Konvergenzpunkt erreicht)
- Die Einspritzgeschwindigkeit entsprechend erhöhen (unter Berücksichtigung des Risikos von Scherwärme)
- An den Stellen, die den Schweißnähten entsprechen, sind Entlüftungsöffnungen für die Auswerferstifte oder für die Einsätze vorzusehen.
Fehler 4: Schwierigkeiten beim Entformen (Anhaften/Auswurfprobleme)
Dies äußert sich darin, dass Teile an der Form haften bleiben, beim Auswerfen Kratzer an der Oberfläche entstehen oder sich die Teile verformen.
Grundursachen:
- Obwohl ETFE eine geringe Oberflächenenergie aufweist, kann ein längerer Halte-Druck bei höheren Formtemperaturen (>120 °C) zu einer gewissen Haftung zwischen dem Bauteil und den Wänden des Formhohlraums führen.
- Unzureichender Entformungswinkel, insbesondere bei tiefen Hohlräumen oder Vorsprüngen
- Die Oberflächenrauheit der Form ist zu gering (übermäßig glatte Oberflächen verstärken den Vakuumhaftungseffekt sogar noch)
Lösungen:
- Stellen Sie sicher, dass alle senkrechten Flächen einen ausreichenden Neigungswinkel aufweisen (empfohlen: ≥ 1,5°).
- Oberflächenbehandlung des Formhohlraums: Eine feine, kaum wahrnehmbare Struktur (EDM oder Sandstrahlen, Ra 0,8–1,6 μm) aufbringen, um die Vakuumhaftung zu unterbinden
- Verwenden Sie eine angemessene Menge Trennmittel (beachten Sie jedoch, dass Trennmittel auf Silikonbasis nicht verwendet werden dürfen, da diese die ETFE-Oberfläche verunreinigen und die anschließende Weiterverarbeitung beeinträchtigen).
- Verkürzen Sie die Haltezeit, um die durch zu langes Halten verursachte Anhaftung an der Form zu minimieren
Fehler 5: Maßabweichung
Dies äußerte sich in kritischen Maßen, die den in den Zeichnungen angegebenen Toleranzbereich überschritten, sowie in einer mangelnden Konsistenz zwischen den Chargen.
Grundursachen:
- Schwankungen der ETFE-Schrumpfungsrate zwischen den Chargen (beeinflusst durch Rohstoffchargen, Trocknungsgrad und Halte-Druckparameter)
- Wärmeausdehnung von Formstahl unter Hochtemperatur-Verarbeitungsbedingungen und Maßabweichungen infolge langfristiger Nutzung
- Abweichungen bei den Prozessparametern (Einspritzdruck, Verweilzeit, Abkühlzeit)
Lösungen:
- Einführung einer strengen statistischen Prozesskontrolle (SPC) und Umsetzung einer Online-Überwachung der wichtigsten Prozessparameter
- Erstellen Sie eine Datenbank mit Korrelationen zwischen Maß- und Prozessparametern für kritische Maße, um schnelle Parameteranpassungen zu ermöglichen
- Für hochpräzise ETFE-Teile wird empfohlen, bei der Formkonstruktion die CAE-Schrumpfausgleichskonstruktion zu verwenden, um bereits in der Konstruktionsphase Ausgleichszugaben einzuplanen.
6.8 Nachbearbeitung von ETFE-Teilen
Nach Abschluss des Spritzgussprozesses müssen einige ETFE-Teile unter Umständen wie folgt nachbearbeitet werden:
Glühen:
Bei ETFE-Bauteilen mit strengen Anforderungen an die Maßgenauigkeit können Restspannungen aus dem Spritzgussverfahren im Langzeitbetrieb zu Maßkriechen führen. Durch das Glühen werden diese Restspannungen abgebaut und die Maßstabilität verbessert:
- Glühtemperatur: ca. 130–150 °C (nahe an der Wärmeverformungstemperatur, jedoch darunter)
- Glühzeit: Hängt von der Wandstärke des Bauteils ab; in der Regel etwa 1 Stunde pro 3 mm Wandstärke
- Glühmedium: Umluft-Ofen; keine hängende Aufhängung verwenden, um Kriechverformungen bei hohen Temperaturen zu vermeiden
- Abkühlgeschwindigkeit: Es wird eine langsame Abkühlung empfohlen (≤ 2 °C/min), um die Entstehung neuer thermischer Spannungen durch einen Thermoschock zu vermeiden.
Oberflächenaktivierungsbehandlung (zur Verklebung):
Die extrem niedrige Oberflächenenergie von ETFE macht die Verklebung mit Klebstoffen zu einer großen Herausforderung. Zu den gängigen Aktivierungsmethoden gehören:
- Natrium-Naphthalin-Ätzung: Ein chemisches Ätzverfahren, das eine langanhaltende Aktivierung gewährleistet, jedoch die Einhaltung spezieller Vorschriften für den Umgang mit Chemikalien erfordert
- Plasmabehandlung: Erhöht die Oberflächenenergie erheblich durch Einbringen sauerstoffhaltiger reaktiver funktioneller Gruppen; die Verklebung muss innerhalb weniger Stunden nach der Behandlung erfolgen; Dimud bietet
- Möglichkeiten zur Plasmaoberflächenbehandlung, die als integrierter Nachbearbeitungsschritt für ETFE-Teile dienen können
- Excimer-Laserbehandlung: Hochpräzise, lokal begrenzte Aktivierung, geeignet für kleine Klebeflächen
Bearbeitung (Nachbearbeitung):
Die Nachbearbeitung (Drehen, Fräsen, Bohren) von ETFE-Spritzgussteilen ist in der Regel unkompliziert; das Material lässt sich gut bearbeiten und neigt nicht zum Ausbrechen. Wichtige Vorsichtsmaßnahmen:
- Verwenden Sie scharfe Schneidwerkzeuge, um eine Erweichung und Verformung des Materials durch Wärmeentwicklung zu vermeiden.
- Es wird eine Wasserkühlung oder Druckluftkühlung empfohlen.
- Vermeiden Sie die Entstehung von feinem ETFE-Staub (das Einatmen von Fluorpolymer-Staub birgt Gesundheitsrisiken)
Wann sollte ETFE für den Spritzguss gewählt werden?
Bei Kunden, die mit dem Dimud-Entwicklungsteam zusammenarbeiten, erweist sich die Entscheidung für den Einsatz von ETFE-Kunststoff im Spritzgussverfahren in den folgenden Szenarien nach einer gründlichen Materialbewertung oft als die optimale Wahl:
Szenario 1: Präzisionsteile für Anlagen zur Handhabung von Chemikalien und Flüssigkeiten
Pumpengehäuse, Ventilkörper, Rohrverbindungsstücke, Durchflussmesser-Einbauten … Diese Teile müssen gleichzeitig drei wesentliche Anforderungen erfüllen: Korrosionsbeständigkeit, Druckfestigkeit und komplexe Geometrien. ETFE ist derzeit einer der wenigen Werkstoffe, die strenge Anforderungen an die chemische Beständigkeit erfüllen und gleichzeitig die Herstellung komplexer Formen im Spritzgussverfahren ermöglichen. Wenn die Konstruktion eines Bauteils eingebettete Kanäle, unregelmäßige Dichtflächen oder passgenaue Schnittstellen umfasst, ist der ETFE-Spritzguss praktisch das einzige praktikable Fertigungsverfahren.
Szenario 2: Isolationssysteme für Drähte, Kabel und Steckverbinder
Luftfahrtkabel, Sekundärinstrumentierungskabel für Kernkraftwerke, 5G-HF-Koaxialkabel… Diese Kabel erfordern Isoliermaterialien mit einer niedrigen Dielektrizitätskonstante, Strahlungsbeständigkeit, einem breiten Temperaturbereich und der Fähigkeit, beim Spritzgießen oder bei der Extrusion eine dünnwandige, gleichmäßige Beschichtung zu erzielen. ETFE ist eines der Standardmaterialien führender globaler Kabelhersteller in diesem Bereich.
Szenario 3: Hilfswerkzeuge für die Halbleiter- und Präzisionselektronikfertigung
Waferträger, Dosierdüsen für Chemikalien, Vorrichtungen für das Nassätzen… Halbleiterfertigungsanlagen, die in hochreinen chemischen Umgebungen betrieben werden, erfordern Komponentenmaterialien, die bei Kontakt mit stark korrosiven Medien wie HF, H₂SO₄ und H₂O₂ keinerlei Verunreinigungen oder Auslaugungen aufweisen. Die hohe Reinheit und chemische Inertheit von ETFE machen es zum Material der Wahl für diese hochwertigen Anwendungen.
Szenario 4: Medizinprodukte und Laborverbrauchsmaterialien
ETFE ist FDA-zertifiziert und zeichnet sich durch eine hervorragende Biokompatibilität aus, wodurch es sich für Schläuche für medizinische Flüssigkeiten, Fluidsysteme in In-vitro-Diagnostikgeräten und Komponenten zur automatisierten Flüssigkeitsdosierung in Laboren eignet. Seine Sterilisationsbeständigkeit (es hält sowohl Dampfsterilisation als auch γ-Strahlenbestrahlung stand) stärkt seine Wettbewerbsfähigkeit im medizinischen Bereich zusätzlich.
Szenario 5: Komponenten für neue Energie- und Solaranlagen
Dichtungen für Rahmen von Photovoltaikmodulen, Kabelschutzsätze für Solar-Nachführsysteme und interne Isolationskomponenten für Energiespeicherbatterien – diese Anwendungen erfordern Materialien, die unter langfristigen Außenbedingungen stabil funktionieren, wobei die hervorragende Beständigkeit von ETFE gegen UV-Strahlung und thermische Alterung voll zum Tragen kommt.
Szenario 6: Komponenten für die Luft- und Raumfahrt sowie für militärische Ausrüstung
Dank seines breiten Temperaturbereichs (-200 °C bis +150 °C), seiner Strahlungsbeständigkeit und seiner geringen Flüchtigkeit hat sich ETFE in der Luft- und Raumfahrtbranche breite Anerkennung erworben. Spritzgegossene ETFE-Teile kommen in Hydrauliksystemen von Flugzeugen, Ventilen von Kraftstoffsystemen und als elektrische Isolationsbauteile in militärischen Funkgeräten zum Einsatz.
Wann sollte ETFE nicht für den Spritzguss verwendet werden?
Zu wissen, wann man ETFE nicht einsetzen sollte, ist genauso wichtig wie zu wissen, wann man es einsetzen sollte. Durch die technischen Beratungsleistungen von Dimud haben wir unseren Kunden dabei geholfen, erhebliche Kostenüberschreitungen aufgrund einer ungeeigneten Materialauswahl zu vermeiden.
Szenario 1: Die Betriebstemperaturen liegen durchgehend über 150 °C
Die maximale Dauerbetriebstemperatur für ETFE beträgt 150 °C. Wenn die Umgebungstemperatur diese Temperatur dauerhaft überschreitet, sollte anstelle von ETFE PFA (das bis zu etwa 250 °C eingesetzt werden kann) oder FEP (etwa 200 °C) in Betracht gezogen werden. Viele industrielle Bauteile, die im Motorraum oder in der Nähe von Hochtemperaturöfen zum Einsatz kommen, fallen in diese Kategorie.
Szenario 2: Extreme Anforderungen an den Reibungskoeffizienten
Wenn für die Anwendung ein Werkstoff mit einem extrem niedrigen Reibungskoeffizienten erforderlich ist (z. B. Gleitlager, Kolbendichtungen), schneidet PTFE (Reibungskoeffizient ca. 0,05) deutlich besser ab als ETFE (ca. 0,4). In solchen Fällen ist ungefülltes oder mit MoS₂ gefülltes PTFE die geeignetere Wahl.
Szenario 3: Teile mit großem Volumen, einfacher Form und hoher Kostenempfindlichkeit
Wenn Bauteile einfache Formen aufweisen (wie beispielsweise flache Platten, Rohre oder Dichtungen) und durch Presssintern oder zerspanende Bearbeitung hergestellt werden können, ist PTFE in der Regel kostengünstiger als ETFE-Spritzguss – obwohl die Rohstoffpreise der beiden Materialien ähnlich sind, gibt es einen erheblichen Unterschied bei den Verarbeitungskosten.
Szenario 4: Bauteile, die eine extrem hohe Steifigkeit und Härte erfordern
Der Biegemodul (800–1100 MPa) und die Härte (Shore D 60–65) von ETFE sind im Vergleich zu anderen technischen Kunststoffen eher moderat. Für tragende Bauteile, die eine extrem hohe strukturelle Steifigkeit erfordern, sind PEEK, PPS oder glasfaserverstärktes Nylon möglicherweise besser geeignet.
Szenario 5: Optisch transparente, kratzempfindliche Teile
Obwohl ETFE eine hervorragende Transparenz aufweist, ist es aufgrund seiner relativ geringen Oberflächenhärte anfällig für Kratzer. Wenn die Anwendung eine extrem hohe optische Oberflächenqualität erfordert und mechanischer Kontakt unvermeidbar ist, können PMMA oder PC hinsichtlich Kosten und Härte die bessere Wahl sein (wobei die chemische Beständigkeit dieser beiden Werkstoffe natürlich weit hinter der von ETFE zurückbleibt).
Szenario 6: Massenkonsumgüter mit äußerst begrenzten Budgets
Die Rohstoffkosten für ETFE sind um ein Vielfaches höher als die für PP oder ABS. Wenn die funktionalen Anforderungen an ein Bauteil durch allgemeine technische Kunststoffe erfüllt werden können, ist die Wahl von ETFE wirtschaftlich nicht sinnvoll. Das Grundprinzip bei der Materialauswahl lautet stets, das am besten geeignete Material zu verwenden – nicht das teuerste.
Anwendungsbereiche von ETFE-Material in wichtigen Industriezweigen
Chemie- und Fluidtechnikbranche
Dies ist der wichtigste traditionelle Anwendungsbereich für den ETFE-Kunststoffspritzguss. Zu den typischen Bauteilen zählen:
- Pumpengehäuse und -deckel: Ausgekleidet oder vollständig aus ETFE spritzgegossen; werden in Pumpen zum Fördern von starken Säuren und Laugen eingesetzt
- Ventilkugeln und -sitze: Präzisionsspritzguss gewährleistet eine hervorragende Genauigkeit der Dichtflächen
- Rohrformstücke und Verbindungsstücke: Verbindungskomponenten für korrosionsbeständige Rohrleitungssysteme
- Filtergehäuse: Filtersysteme für hochreine Chemikalien
- Düsen und Dosierköpfe: Komponenten zur präzisen Durchflussregelung
ETFE hat sich in diesem Bereich als Standardwerkstoff etabliert, da es derzeit eines der wenigen bekannten Spritzgussmaterialien ist, das gleichzeitig Beständigkeit gegenüber HF (Flusssäure) und stark oxidierenden Säuren aufweist – eine Eigenschaft, mit der andere technische Kunststoffe nur schwer mithalten können.
Elektro- und Elektronikindustrie
- Hochleistungs-Kabelisolierung: Messkabel für die Luftfahrt, das Militär und Kernkraftwerke
- Isolierung von Koaxialsteckverbindern: Hochfrequenz-, Mikrowellen- und HF-Systeme
- Substrate für Leiterplatten (PCB): ETFE-Laminate für den Einsatz in Hochfrequenz-Kommunikationsgeräten
- Steckverbindergehäuse: Industriesteckverbinder für den Einsatz in Umgebungen mit hohen Temperaturen und aggressiven Chemikalien
- Komponenten für die Motorisolierung: Interne Isolierbauteile für Elektromotoren, die in Umgebungen mit hohen Temperaturen betrieben werden
Halbleiter- und Mikroelektronikfertigung
- Waferträger und Kassetten: Transportbehälter für Wafer für Nassprozesse
- Komponenten für CMP-Anlagen (chemisch-mechanisches Polieren): Verschleiß- und korrosionsbeständige Teile, die mit hochreinen Schlämmen in Kontakt kommen
- Auskleidungen für Reinigungsbecken von Siliziumwafern: Entscheidende Werkstoffe für HF-Ätzprozesse
- Rohrleitungen für hochreine Flüssigkeiten: Fördersysteme für ultrareines Wasser und Chemikalien, die eine Verunreinigung durch Metallionen verhindern
Bei Projekten für europäische Kunden aus der Halbleiterausrüstungsbranche sind spritzgegossene ETFE-Teile häufig das Material der Wahl für diese Projekte mit hoher Wertschöpfung. Auf unserer Seite „Präzisionsspritzgussdienstleistungen“ finden Sie weitere Informationen zu unserem umfassenden Leistungsspektrum für die Halbleiterindustrie.
Medizin- und Biowissenschaften
- Fluidiksysteme für In-vitro-Diagnostikgeräte: Mikrofluidik-Komponenten in Blutanalysegeräten und Gensequenzierern
- Fluidkomponenten für chirurgische Geräte: Sterilisationsbeständige Präzisionskomponenten zur Fluidsteuerung
- Laborautomatisierungsgeräte: Flüssigkeitsberührende Teile für Flüssigkeitsdosierstationen und Probenverarbeitungsgeräte
- Komponenten von Bildgebungsgeräten: Strukturkomponenten in MRT-Geräten, die frei von paramagnetischen Metallen sind (für bestimmte Anforderungen)
ETFE ist gemäß FDA 21 CFR für den Kontakt mit Lebensmitteln zertifiziert und erfüllt die Biokompatibilitätsanforderungen der USP-Klasse VI, womit es die grundlegenden Konformitätsvoraussetzungen für Anwendungen im Bereich der Medizinprodukte erfüllt.
Neue Energie- und Photovoltaikbranche
Verkapselungsfolien für Photovoltaikmodule: ETFE-Frontfolien für flexible Solarmodule
Kabelmäntel: Isolierung und Ummantelung für Gleichstromkabel in Photovoltaik-Freiluftanlagen
Isolationskomponenten für Energiespeicherbatterien: Elektrische Isolationsseparatoren und Dichtungen in Leistungsbatteriepacks
Wasserstoff-Brennstoffzellenbaugruppen: Dichtungen und Strömungsplatten in Protonenaustauschmembran-Brennstoffzellen
Luftfahrt- und Verteidigungsindustrie
- Armaturen für Luftfahrt-Hydrauliksysteme: Hydraulikarmaturen und -einsätze, die unter extremen Temperaturen und hohem Druck eingesetzt werden
- Dichtungen im Kraftstoffsystem: Korrosionsbeständige Dichtungsbauteile, die mit Düsentreibstoff in Kontakt kommen
- Radar-Radome: Fenster zur Übertragung von Radarsignalen, hergestellt aus ETFE mit niedriger Dielektrizitätskonstante
- Kommunikationskabel für den militärischen Einsatz: Signalkabel für den Einsatz unter extremen Temperatur- und Strahlungsbedingungen
Automobilindustrie und Industrie für Fahrzeuge mit neuen Antriebstechnologien (NEV)
Mit der raschen Verbreitung von Fahrzeugen mit alternativen Antrieben (NEVs) nimmt der Einsatz von ETFE-Kunststoff in der Automobilindustrie rapide zu:
Traditionelle Automobilbranche:
- Komponenten des Kraftstoffsystems: Buchsen für Kraftstoffpumpen, Kraftstofffiltergehäuse und Isolierteile für Einspritzdüsen – diese müssen einer langfristigen Einwirkung von Benzin, mit Ethanol versetzten Kraftstoffen und verschiedenen Kraftstoffadditiven standhalten
- Bremsleitungssysteme: Bremsflüssigkeit der Klasse DOT 4/5 wirkt auf die meisten Polymere korrosiv; dank seiner Beständigkeit ist ETFE ein idealer Werkstoff für Hochleistungs-Bremsleitungssysteme
- Kabelbäume im Motorraum: Kabelisolierung in Bereichen des Motorraums, die hohen Temperaturen ausgesetzt sind und zeitweise hohen Temperaturen sowie Ölverschmutzung standhalten muss
Anwendungen speziell für Fahrzeuge mit alternativen Antrieben (NEVs):
- Bauteile für die interne Isolierung von Batteriepacks: In Hochspannungssystemen (400 V–800 V) sind die Hochtemperaturbeständigkeit und die Elektrolytbeständigkeit elektrischer Isoliermaterialien von entscheidender Bedeutung
- Leitungen für das Wärmemanagementsystem: Zirkulationsleitungen und Armaturen für Batteriekühlmittel (in der Regel mit Ethylenglykol)
Interne Isolationskomponenten für Ladepistolen: Interne Komponenten von Hochspannungs-Ladeschnittstellen, die den mechanischen Belastungen durch häufiges Ein- und Ausstecken sowie starken Schwankungen der Umgebungstemperatur standhalten - Schutzkomponenten für Fahrzeugsensoren: Sensorgehäuse und Dichtungen, die für den Langzeitbetrieb unter rauen Umgebungsbedingungen wie Regen, Schnee und Salznebel ausgelegt sind
Dimud bietet ETFE-Spritzgussdienstleistungen für Automobilzulieferer in Europa und Nordamerika an und leistet dabei umfassende Unterstützung beim APQP-Prozess im Rahmen des Qualitätsmanagementsystems nach IATF 16949. Von der DFMEA bis hin zur PPAP-Dokumentation für die Serienfertigung passen wir unsere Dienstleistungen individuell an die Anforderungen unserer Kunden an.
Umweltschutz- und Wasseraufbereitungsbranche
In den Bereichen Wasseraufbereitung und Umwelttechnik ist die Nachfrage nach korrosionsbeständigen Werkstoffen äußerst hoch. Dank seiner umfassenden chemischen Beständigkeit findet ETFE breite Anwendung in folgenden Bereichen:
- Belüftungsanlagen für die Abwasserbehandlung: Belüftungsköpfe und Diffusorrohrbaugruppen, die hochkonzentrierten organischen Säuren und Aktivschlammumgebungen ausgesetzt sind
- Anlagen zur Rauchgasentschwefelung (FGD) und Entstickung: Düsen und Rohrleitungskomponenten in FGD-Anlagen, die Kondensat aus sauren Gasen wie SO₂ und HCl ausgesetzt sind
- Abwasserbehandlung bei der Schwermetallverarbeitung: Anlagenteile in Aufbereitungssystemen für Galvanikabwässer und Ätzabwässer, die mit hochkonzentrierten Schwermetallsalzlösungen und starken Säuren in Kontakt kommen
- Anlagen zur Meerwasserentsalzung: Präzisionskomponenten in Umkehrosmoseanlagen, die mit hochsalzhaltigem Meerwasser und Reinigungschemikalien in Kontakt kommen
- Behandlung von Deponiesickerwasser: Deponiesickerwasser enthält hohe Konzentrationen an Ammoniakstickstoff, Schwermetallen und organischen Schadstoffen, die für Materialien äußerst korrosiv sind; ETFE ist eine der zuverlässigen Lösungen
Die Nachhaltigkeit und Recyclingfähigkeit von ETFE
Da Kunden in Europa und Nordamerika zunehmend Wert auf den CO₂-Fußabdruck und die Kreislaufwirtschaft legen, verdienen die nachhaltigen Eigenschaften von ETFE-Kunststoff eine gesonderte Betrachtung:
- 100% Thermoplastisch und recycelbar: ETFE ist ein echter Thermoplast, der in speziellen Anlagen eingeschmolzen und zu Granulat verarbeitet werden kann. Recyceltes Material weist nur einen geringen Leistungsverlust auf und kann in gleichwertigen Produkten oder für Anwendungen mit geringeren Anforderungen verwendet werden. Dies stellt einen grundlegenden Unterschied zu duroplastischen Fluorpolymer-Beschichtungen dar.
- Eine lange Lebensdauer verringert die Austauschhäufigkeit: Mit einer Lebensdauer von über 50 Jahren müssen ETFE-Konstruktionen während der gesamten Nutzungsdauer eines Gebäudes praktisch nicht ausgetauscht werden, wodurch der Materialverbrauch und das Abfallaufkommen reduziert werden.
- Leichtbauweise reduziert CO₂-Emissionen beim Transport: Das extrem geringe Gewicht der ETFE-Folie (ca. 1 kg/m²) führt dazu, dass die CO₂-Emissionen beim Transport weitaus geringer sind als bei Alternativen aus Glas.
- Reduzierter Einsatz von Stahlkonstruktionen: Eine Reduzierung der Tragkonstruktionen um 30–50% führt zu erheblichen Einsparungen beim Stahlverbrauch – einer der größten Quellen für CO₂-Emissionen in der Bauindustrie.
Wie man bei der Entwicklung von ETFE-Teilen mit Spritzgusslieferanten zusammenarbeitet
Der Erfolg eines ETFE-Spritzgussprojekts hängt in hohem Maße von der Intensität der technischen Zusammenarbeit zwischen dem Kunden und dem Lieferanten ab. Nachfolgend ist der vom Dimud-Entwicklungsteam empfohlene Kooperationsprozess aufgeführt:
Schritt 1: Festlegung der Leistungsanforderungen und der Betriebsumgebung
In der Entwurfsphase muss Folgendes klar definiert werden:
- die Arten und Konzentrationen der chemischen Medien, mit denen das Material in Kontakt kommt;
- Betriebstemperaturbereich (Umgebungstemperatur, höchste Temperatur und niedrigste Temperatur);
- Zu bewältigende Druck- und mechanische Belastungen;
- Anforderungen an die elektrische Isolierung (falls zutreffend);
- Anforderungen an die Maßtoleranzen;
- Zertifizierungsanforderungen (FDA, UL, Medizinprodukte usw.).
Diese Informationen haben direkten Einfluss auf die Auswahl der ETFE-Typen (z. B. ob eine Glasfaserverstärkung erforderlich ist oder eine Zertifizierung für den Lebensmittelbereich benötigt wird) sowie auf die anschließenden Strategien zur Formgestaltung.
Schritt 2: DFM-Analyse (Design for Manufacturability)
Die hohe Schrumpfrate von ETFE, sein relativ hoher Wärmeausdehnungskoeffizient und die Schwierigkeiten bei der Verklebung erfordern eine professionelle DFM-Bewertung bereits in der Konstruktionsphase:
- Gleichmäßigkeit der Wandstärke: Vermeiden Sie Verformungen und Einfallstellen, die durch erhebliche Schwankungen der Wandstärke verursacht werden;
- Entformungsschräge: Empfohlen ≥ 1,5° (die geringe Oberflächenenergie von ETFE erleichtert zwar in der Regel das Entformen im Vergleich zu Allzweckkunststoffen, dennoch erfordern steile Seitenwände ausreichende Entformungsschrägen);
- Einsatzkonstruktion: Sind Metalleinsätze vorgesehen, muss der Unterschied in den Wärmeausdehnungskoeffizienten zwischen ETFE und Metall umfassend berücksichtigt werden;
- Maßtoleranzen: Aufgrund der hohen Schrumpfung von ETFE müssen bei extrem engen Maßtoleranzen zusätzliche Spielräume für Probestückformungen und Formmodifikationen einkalkuliert werden.
Die DFM-Analysedienstleistungen von Dimud decken alle technischen Kunststoffe und speziellen Fluorpolymere ab und helfen Kunden dabei, potenzielle Risiken bereits vor Beginn der Formenherstellung zu erkennen und durch Konstruktionsfehler verursachte Nacharbeitskosten zu vermeiden.
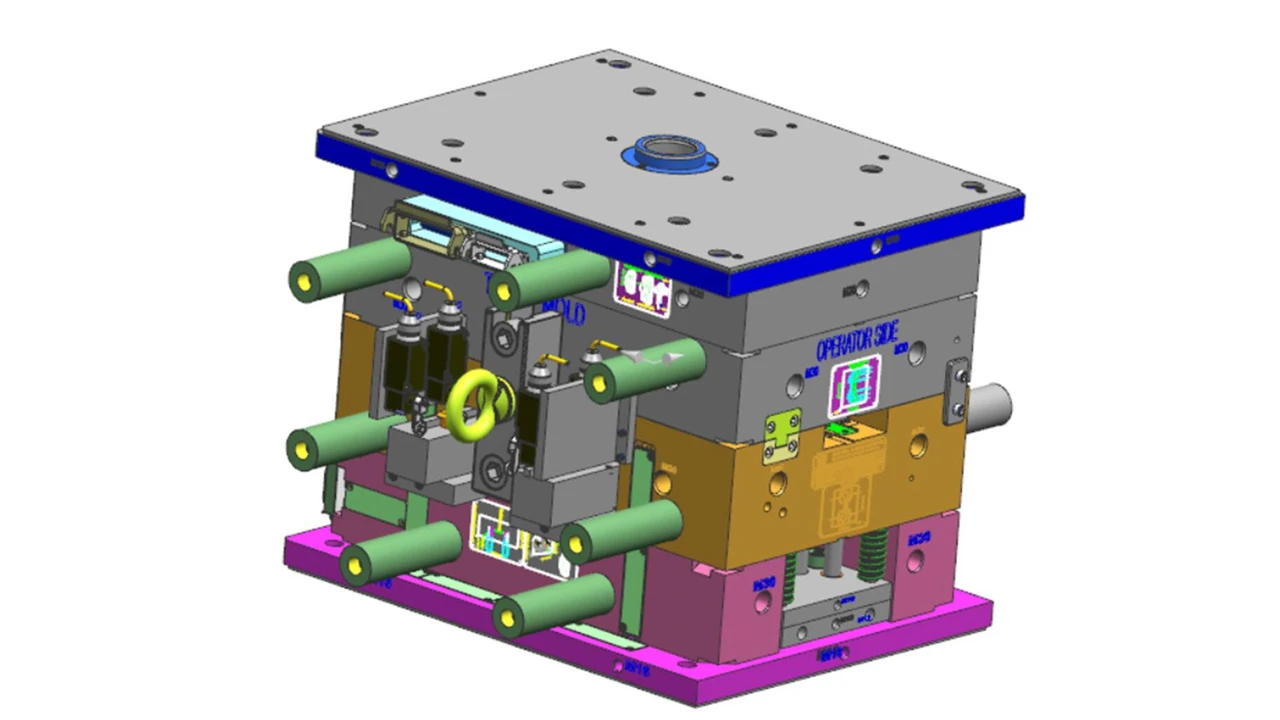
Schritt 3: Konstruktion und Fertigung der Form
Auf der Grundlage der Ergebnisse der DFM-Analyse erfordert die Formkonstruktion eine spezielle, auf die Eigenschaften von ETFE zugeschnittene Optimierung:
- Stahlauswahl: Bevorzugen Sie Edelstahl oder hochkorrosionsbeständigen, hochfesten Stahl;
- Kühlsystem: Angesichts der hohen Verarbeitungstemperaturen von ETFE sind effiziente und gleichmäßige Kühlkanäle zu entwerfen, um sicherzustellen, dass die Temperaturunterschiede zwischen den einzelnen Bereichen < 5 °C betragen;
- Entlüftungssystem: Auslegung geeigneter Entlüftungskanäle zur Vermeidung von Blasen und Fehlern;
- Angusssystem: Wählen Sie geeignete Angussstellen und -abmessungen aus, um eine gleichmäßige Befüllung der Form mit der Schmelze zu gewährleisten.
Schritt 4: Probestückfertigung und Prozessoptimierung
ETFE weist ein enges Verarbeitungsfenster auf; erste Formversuche erfordern in der Regel eine umfassende Dokumentation der Prozessparameter und eine systematische Optimierung. Empfehlungen:
- Erhöhen Sie die Temperatur schrittweise, um den tatsächlichen Verarbeitungstemperaturbereich des Materials auf der derzeitigen Anlage zu ermitteln;
- Führen Sie kurze Testläufe durch, um die Befüllungsreihenfolge zu überprüfen und Bereiche zu identifizieren, in denen die Entlüftung möglicherweise unzureichend ist;
- Passen Sie die Halte-Druckparameter systematisch an, um die Maßgenauigkeit und Oberflächenqualität zu optimieren;
- Führen Sie eine Überprüfung der Chargenkonsistenz durch, um die Prozessstabilität zu bestätigen.
Schritt 5: Qualitätsprüfung und Unterstützung bei der Zertifizierung
Dimud stellt seinen Kunden eine lückenlose Kette von Qualitätsdokumenten zur Verfügung:
- Material-COA (Analysezertifikat für Rohstoffchargen);
- Prüfbericht zum Erstmuster (FAIR);
- Dokumente zur Prozesskontrolle (FMEA, Kontrollplan);
- Maßprüfbericht (CMM – Koordinatenmessgerät);
- Bei Bedarf können wir Ihnen bei der Organisation von Chemikalienverträglichkeitsprüfungen durch Dritte behilflich sein.
Wenn Sie ein Projekt mit spritzgegossenen ETFE-Bauteilen planen, besuchen Sie bitte die Seite „Dimud Precision Injection Molding Services“, um weitere Informationen zu erhalten, oder wenden Sie sich direkt an unser Ingenieurteam, um eine kostenlose Projektbewertung zu erhalten und DFM-Analyse.
Häufig gestellte Fragen
ETFE gehört zur Familie der Fluorpolymere; es ist mit Teflon verwandt, aber nicht genau dasselbe. “Teflon” ist ein eingetragenes Warenzeichen von DuPont. Ursprünglich bezog sich dieser Begriff speziell auf PTFE (Polytetrafluorethylen), doch inzwischen wird der Markenname für mehrere Fluorpolymer-Produktlinien des Unternehmens verwendet, darunter FEP, PFA und ETFE (die ETFE-Produkte von DuPont werden unter dem Markennamen Tefzel® vertrieben). Daher ist ETFE ein “Teflon-ähnliches” Fluorpolymer, das wie PTFE zur Familie der Fluorpolymere gehört und über einen breiten Temperaturbereich hinweg eine hervorragende chemische Beständigkeit und Stabilität aufweist. Allerdings gibt es zwischen den beiden erhebliche Unterschiede hinsichtlich der Molekülstruktur, der Verarbeitungsmethoden (ETFE lässt sich spritzgießen, PTFE hingegen nicht) und der mechanischen Eigenschaften.
ETFE findet in den folgenden Bereichen breite Anwendung:
- Halbleiterfertigung: Hochreine, korrosionsbeständige Komponenten für Nassprozessanlagen
- Medizinprodukte: Fluidwegsysteme für In-vitro-Diagnostikgeräte; sterilisierbare Schläuche und Verbindungsstücke
- Luft- und Raumfahrt: Dichtungen für Hydraulik- und Kraftstoffsysteme; Radom-Abdeckungen für Radarantennen
Unter typischen Außenbedingungen hat ETFE eine erwartete Lebensdauer von 30 bis 50 Jahren oder mehr. **Wie durch umfangreiche beschleunigte Alterungstests im Labor und reale Ingenieurprojekte (von denen einige seit über 30 Jahren in Betrieb sind) bestätigt wurde, zeigt ETFE während dieses Zeitraums keine nennenswerten Einbußen bei der mechanischen Festigkeit, keine Vergilbung und keine Versprödung. Bei spritzgegossenen Industriekomponenten (wie beispielsweise Gehäusen für Chemiepumpen und elektrischen Isolierteilen) kann die Lebensdauer ebenfalls mehrere Jahrzehnte betragen, sofern sie in chemischen und thermischen Umgebungen eingesetzt werden, die für ihre Konstruktion geeignet sind. Nach Ablauf seiner Lebensdauer kann ETFE recycelt und wiederaufbereitet werden, wodurch der Wert des Materials weiter gesteigert wird.Was die Rohstoffe betrifft, sind die Kosten pro Quadratmeter ETFE-Folie in der Regel höher als die von gewöhnlichem Glas; betrachtet man jedoch die Gesamtbetriebskosten (TCO) über den gesamten Lebenszyklus, bieten ETFE-Systeme oft einen Kostenvorteil gegenüber vergleichbaren Glaslösungen. **Die Gründe dafür sind folgende: Das extrem geringe Gewicht von ETFE (etwa 1% des Gewichts von Glas) reduziert den Bedarf an tragendem Stahl um 30–50%, was zu erheblichen Einsparungen bei den Baukosten führt; der Installationsprozess ist einfacher, was geringere Arbeitskosten zur Folge hat; die selbstreinigenden Eigenschaften von ETFE erfordern praktisch keine routinemäßige Wartung; und seine Lebensdauer von über 50 Jahren bedeutet, dass ein Austausch nur sehr selten erforderlich ist. Bei großflächigen Dach- und Fassadensystemen ist ETFE unter Berücksichtigung all dieser Faktoren im Allgemeinen eine wirtschaftlichere und praktischere technische Wahl als Glas.
Was die Rohstoffe betrifft, so sind die Kosten pro Quadratmeter für ETFE-Folie in der Regel höher als die für gewöhnliches Glas; betrachtet man jedoch die Gesamtbetriebskosten (TCO) über den gesamten Lebenszyklus, bieten ETFE-Systeme oft einen Kostenvorteil gegenüber vergleichbaren Glaslösungen. **Die Gründe dafür sind folgende: Das extrem geringe Gewicht von ETFE (etwa 1% des Gewichts von Glas) reduziert den Bedarf an tragenden Stahlkonstruktionen um 30–50%, was zu erheblichen Einsparungen bei den Baukosten führt; der Installationsprozess ist einfacher, was geringere Arbeitskosten zur Folge hat; die selbstreinigenden Eigenschaften von ETFE erfordern praktisch keine routinemäßige Wartung; und seine Lebensdauer von über 50 Jahren bedeutet, dass ein Austausch nur sehr selten erforderlich ist. Bei großflächigen Dach- und Fassadensystemen ist ETFE unter Berücksichtigung all dieser Faktoren im Allgemeinen eine wirtschaftlichere und praktischere technische Wahl als Glas.
Ja, ETFE verfügt über eine hervorragende Wasserbeständigkeit. **Dank seiner extrem niedrigen Oberflächenenergie und hohen Dichte ist ETFE für Wassermoleküle praktisch undurchlässig und bietet eine Wasserbeständigkeit, die mit der von Glas vergleichbar oder dieser sogar überlegen ist. In architektonischen Luftkissensystemen kann ETFE-Folie während ihrer gesamten Lebensdauer kontinuierlich Regen- und Schneelasten standhalten, ohne undicht zu werden. In industriellen Anwendungen können aus ETFE hergestellte Rohre, Behälter und Pumpengehäuse zum Aufbewahren und Transportieren verschiedener Flüssigkeiten – einschließlich korrosiver – verwendet werden, ohne dass zusätzliche Abdichtungsmaßnahmen erforderlich sind. Zudem bewirkt die selbstreinigende Oberfläche von ETFE, dass Wassertropfen einen großen Kontaktwinkel bilden (starke Hydrophobie), was die physikalische Grundlage dafür ist, dass architektonische ETFE-Folien keiner besonderen Reinigung oder Wartung bedürfen.
Situationen, in denen ETFE die bessere Wahl ist: wenn komplex geformte Teile im Spritzgussverfahren hergestellt werden müssen; wenn Transparenz oder eine hohe Lichtdurchlässigkeit erforderlich sind; wenn eine hohe Zugfestigkeit und Schlagzähigkeit erforderlich sind; wenn Strahlungsbeständigkeit erforderlich ist; und wenn die Betriebstemperatur 150 °C nicht überschreitet.
Situationen, in denen PTFE die bessere Wahl ist: wenn ein extrem niedriger Reibungskoeffizient erforderlich ist (Lager, Dichtflächen, Antihaftbeschichtungen); wenn die Betriebstemperatur dauerhaft über 150 °C liegt (PTFE hält bis zu 260 °C stand); wenn Bauteile einfache Geometrien aufweisen, die durch Sintern hergestellt werden können; und wenn extrem strenge Anforderungen an die chemische Inertheit gestellt werden (z. B. bei Kontakt mit aggressiven Medien wie rauchender Salpetersäure).
In der technischen Praxis erfüllen diese beiden Werkstoffe oft unterschiedliche Funktionen innerhalb desselben Systems – beispielsweise sorgt bei Chemiepumpen ein im Spritzgussverfahren hergestellter Pumpenkörper aus ETFE für die strukturelle Stabilität, während ein Wellendichtring aus PTFE dank seines extrem niedrigen Reibungskoeffizienten für eine zuverlässige Abdichtung sorgt.
Zusammenfassung
ETFE-Kunststoff ist eines der wertvollsten Mitglieder der Fluorpolymer-Familie – er schließt die technische Lücke zwischen “vollständig fluoriertem PTFE, das nicht spritzgegossen werden kann, und allgemeinen technischen Kunststoffen, die für korrosive Umgebungen und große Temperaturbereiche ungeeignet sind”.”
Chemisch gesehen wird ETFE durch die Copolymerisation von Ethylen und Tetrafluorethylen hergestellt. Unter Beibehaltung der chemischen Inertheit seiner fluorierten Segmente zeichnet es sich durch eine hervorragende Fließfähigkeit beim Spritzgießen, eine höhere mechanische Festigkeit und eine einzigartige optische Transparenz aus. Dies verschafft ihm eine unersetzliche Stellung in hochwertigen Anwendungsbereichen wie chemischen Anlagen, elektrischer Isolierung, Halbleiterfertigung, neuen Energien und architektonischen ETFE-Konstruktionen.
Die Wahl zwischen ETFE und PTFE ist keine Entweder-oder-Entscheidung, sondern vielmehr eine technische Abwägung auf der Grundlage der spezifischen Anforderungen der jeweiligen Anwendung, bei der Verarbeitungsmethoden, Temperaturbereiche, mechanische Eigenschaften und Reibungseigenschaften gegeneinander abgewogen werden, um die optimale Lösung zu erzielen.
Für Ingenieure und Entscheidungsträger im Beschaffungswesen bedeutet die Einführung des ETFE-Spritzgussverfahrens:
- die Bereitschaft, höhere Material- und Verarbeitungskosten in Kauf zu nehmen, um im Gegenzug Leistungsgrenzen zu erreichen, die mit universellen technischen Kunststoffen nicht erreichbar sind;
- die Auswahl spezialisierter Lieferanten mit Erfahrung in der Verarbeitung von Fluorpolymeren, geeigneter Ausrüstung und Qualitätsmanagementsystemen, anstatt die Arbeiten gewöhnlichen Allzweck-Kunststoffspritzgussbetrieben anzuvertrauen;
- Einbeziehung einer DFM-Analyse bereits in einer frühen Phase der Konstruktionsphase, um die Schrumpfungseigenschaften von ETFE, Unterschiede bei der Wärmeausdehnung sowie die Anforderungen an die Formgestaltung in den Produktentwicklungsprozess zu integrieren.
Dimud ist ein Komplettanbieter für die Fertigung Das Unternehmen ist auf Präzisionsspritzguss und den Formenbau spezialisiert und bietet umfassende Dienstleistungen an, die von der DFM-Analyse über die Konstruktion und Fertigung von Präzisionsformen, den Spritzguss und die Nachbearbeitung bis hin zum Lieferkettenmanagement reichen. Bei Spritzgussprojekten mit hochleistungsfähigen technischen Kunststoffen wie ETFE bietet unser Ingenieurteam umfassende fachliche Unterstützung – von Empfehlungen zur Materialauswahl bis hin zur Auslieferung des ersten Bauteils.




