

En los proyectos de moldeo por inyección, muchos problemas no salen a la luz hasta las pruebas piloto o incluso la producción en serie, lo que conlleva un aumento de los costes y una prolongación de los plazos de entrega. El análisis de flujo de moldeo permite predecir riesgos como el llenado, la contracción, los huecos y la deformación antes de que se fabrique el molde, lo que ayuda a optimizar el diseño y los procesos. ¿Qué tipo de problemas puede identificar realmente? ¿Son fiables los resultados? ¿Cuándo merece la pena realizarlo? Este artículo le ofrecerá una visión general rápida de las ventajas prácticas y el valor del análisis de flujo de molde.
El análisis de flujo en molde (también denominado simulación de flujo en molde o simulación de moldeo por inyección) es un proceso informático que predice cómo se comportará el plástico fundido en el interior de la cavidad de un molde antes de que se corte el acero. Mediante un software especializado, los ingenieros simulan el ciclo completo de inyección, desde el llenado del plástico y la dinámica de las entradas hasta los patrones de enfriamiento y la deformación tras la expulsión. El objetivo: identificar de forma temprana los riesgos de defectos, validar la ubicación de la entrada de material y las decisiones de diseño del molde, y reducir el costoso proceso de prueba y error que agota los presupuestos de utillaje y alarga los plazos de los proyectos.
Piensa en ello como una prueba de resistencia para el diseño de tu molde, realizada de forma virtual, antes incluso de tocar un solo centro de mecanizado. No te garantizará una primera inyección perfecta, pero inclina drásticamente la balanza a tu favor. Veamos exactamente qué hace, cuándo es importante y por qué saltársela suele ser la decisión más costosa que toma un equipo de proyecto.
¿Cuál es el objetivo del análisis de flujo de molde?

Muchos equipos consideran que la simulación es opcional: algo que se lleva a cabo en proyectos de gran presupuesto y alta complejidad, pero que se omite en los “sencillos”. Esa actitud ha echado por tierra más proyectos de los que puedo contar. Entonces, ¿qué es lo que realmente pretende resolver?
El objetivo principal del análisis de flujo en el molde es prevenir los defectos del moldeo por inyección antes de que comience la fabricación del utillaje. Identifica dónde se producirán problemas como deformaciones, líneas de soldadura, bolsas de aire, marcas de hundimiento y llenado incompleto, y explica por qué. Más allá de la detección de defectos, se utiliza para optimizar la ubicación de la entrada de material, el diseño de los canales de distribución, la distribución del espesor de las paredes, la disposición de los canales de refrigeración y los parámetros del proceso de inyección. El resultado: menos modificaciones en el molde, una puesta en marcha más rápida de la producción y una calidad de las piezas más uniforme en todas las series de producción.
Esto es algo que he visto más de una vez en nuestras revisiones de ingeniería. Un cliente nos presenta un modelo impecable, convencido de que la geometría está lista para la producción. Realizamos una simulación de flujo y, en menos de un día, detectamos que se está formando una línea de soldadura directamente sobre un elemento estructural de encaje a presión. No cerca de él, sino... en Es así. Si se hubiera fabricado y probado ese molde, la pieza habría fallado durante el montaje. No es que «podría haber fallado». Lo habría hecho.
Para eso sirve realmente la simulación. No la optimización como un lujo, sino la prevención como una necesidad.
Detectar los defectos antes de que te salgan caros
El objetivo más directo es la predicción de defectos. La simulación traza el recorrido que sigue el plástico fundido a través de la cavidad y señala las zonas en las que se producen problemas:
- Líneas de soldadura — donde dos frentes de flujo se encuentran y se fusionan débilmente, lo que reduce la resistencia estructural entre un 20 y un 50%, dependiendo de la resina
- Trampas de aire — zonas en las que el aire desplazado no puede escapar, lo que provoca marcas de quemaduras, huecos o ampollas en la superficie
- Refrigeración desigual — lo que genera tensiones residuales internas que provocan deformaciones tras la expulsión
- Transiciones bruscas en el espesor de las paredes — que provocan marcas de hundimiento en la superficie
Ninguna de estas situaciones es inusual. Se dan constantemente en las primeras pruebas, sobre todo en piezas que mira son sencillos, pero esconden una complejidad en el flujo.
La ubicación de la puerta: la decisión que lo cambia todo
El lugar donde se coloque la entrada —el punto de entrada del plástico— tiene consecuencias enormes en las fases posteriores del proceso. Si se desplaza 5 mm, se altera el equilibrio del frente de flujo, se crean nuevas líneas de soldadura o se introduce aire en una zona crítica. La simulación del flujo en el molde permite probar múltiples posiciones de la entrada en cuestión de horas. Esa es una libertad que se pierde por completo una vez que se corta el acero.
Optimización de procesos antes de que nadie toque una máquina
La simulación también abarca los parámetros del proceso: velocidad de inyección, temperatura de la masa fundida, presión de mantenimiento y tiempo de enfriamiento. Realizar cincuenta combinaciones virtuales no supone prácticamente ningún coste. Llevar a cabo los mismos experimentos en una máquina de inyección real requiere tiempo, material y horas de máquina, en cada iteración.
¿Cómo se realiza un análisis de flujo de molde?
El proceso no tiene ningún misterio, pero existe una diferencia considerable entre realizar una simulación e interpretarla correctamente. Así es como funciona en la práctica.
El análisis de flujo en el molde se lleva a cabo en cinco pasos: (1) Preparar un modelo CAD 3D limpio y sin fisuras de la pieza y la cavidad del molde; (2) Seleccionar el material plástico específico de una base de datos de resinas validada, que incluya propiedades específicas de cada grado, como la viscosidad, la contracción y la conductividad térmica; (3) Definir los parámetros del proceso: velocidad de inyección, temperatura del material fundido y del molde, tipo y ubicación de la entrada de material, y disposición de los canales de refrigeración; (4) Ejecutar la simulación y generar resultados visuales de los patrones de llenado, la distribución de la presión, los mapas de temperatura y las predicciones de defectos; (5) Interpretar los resultados e incorporar los cambios de diseño antes de que comience la fabricación del utillaje. Entre los programas más habituales se encuentran Autodesk Moldflow y Moldex3D.
El primer paso es más importante de lo que la mayoría de la gente cree. Un modelo CAD desordenado o con imperfecciones geométricas produce resultados inexactos. Antes de ejecutar la simulación, la geometría debe estar limpia y correctamente mallada, es decir, convertida en miles de pequeños elementos que el solucionador pueda procesar. Una mala calidad de la malla es una de las razones más habituales por las que los resultados de la simulación no se corresponden con el comportamiento real del moldeo.
La elección de los materiales no es una mera formalidad
El software no simula el “plástico” en general. Tú especificas la resina exacta: ABS, PC, PA66 con fibra de vidrio, PEEK… lo que estés utilizando realmente. El comportamiento de flujo del nailon reforzado con fibra de vidrio no se parece en nada al del polipropileno sin reforzar. Las curvas de viscosidad, las tasas de contracción, la conductividad térmica y el comportamiento de cristalización: todos estos datos se cargan desde la base de datos de materiales y determinan directamente los resultados de la simulación.
Si utilizas un grado incorrecto o sustituyes un material específico por uno genérico, tu simulación pasará a ser meramente decorativa en lugar de diagnóstica.
Lo que realmente te muestra el resultado
Una vez finalizada la simulación, obtienes un conjunto de mapas visuales interactivos:
- Animación para rellenar tiempo — cómo avanza el frente de flujo a través de la cavidad en tiempo real
- Distribución de la presión — zonas sometidas a una elevada presión de inyección, lo que se asocia con un mayor riesgo de aparición de líneas de soldadura
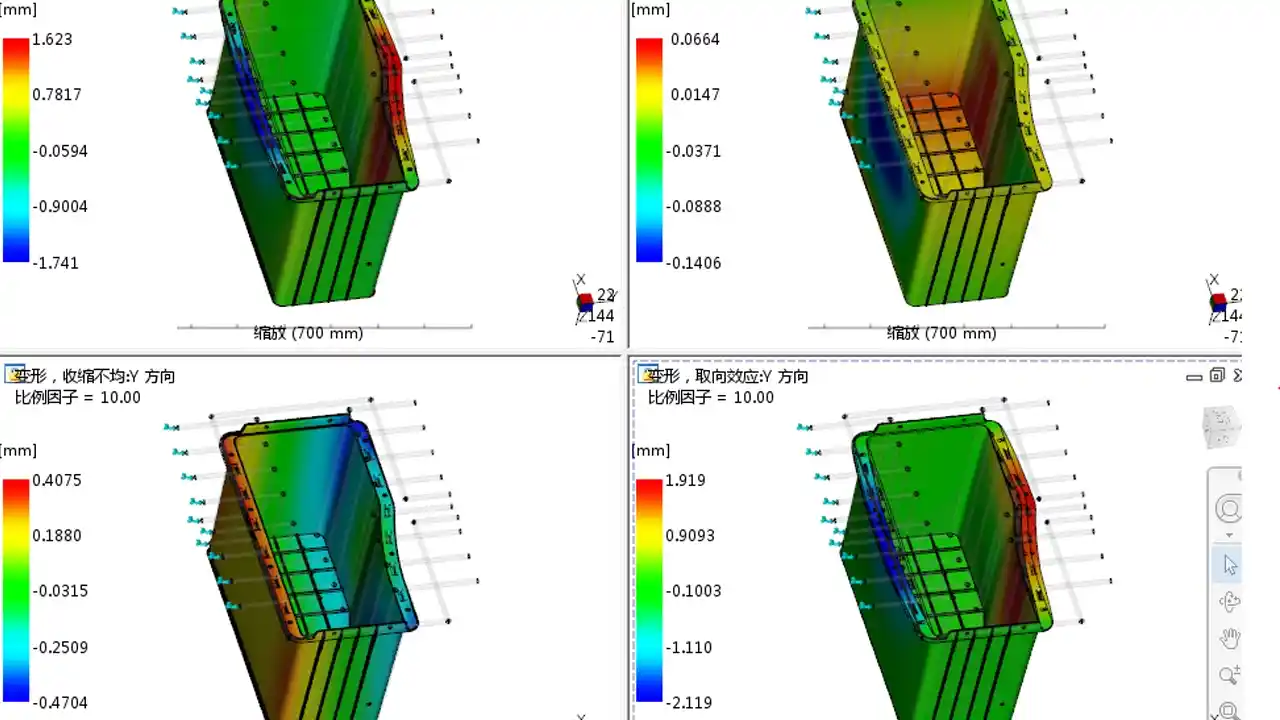
- Mapas de temperatura — zonas que se enfrían demasiado despacio o de forma desigual, uno de los principales factores que provocan la deformación
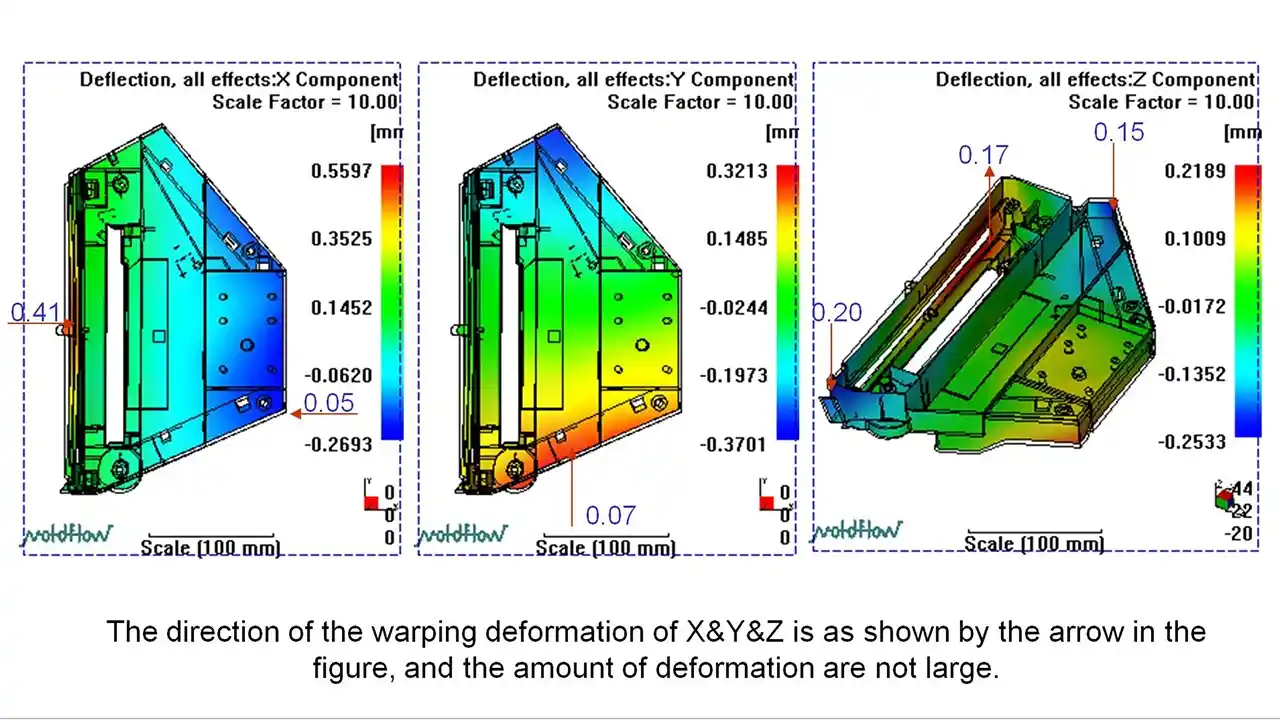
- Predicción de la deformación — en qué medida se deforma la pieza tras el enfriamiento, y en qué ejes
- Indicadores de línea de soldadura y de bolsas de aire — ubicaciones exactas, para que puedas evaluar la gravedad en relación con la función de la pieza
La clave no está en saber manejar el software. Está en saber qué resultados requieren una acción, qué concesiones son aceptables y qué significa realmente “suficientemente bueno” para tu aplicación concreta. Ese criterio no lo aporta el software. Proviene de la experiencia.
¿Quién debe estar presente en la sala?
Lo ideal es que el ingeniero de moldes y el diseñador de productos revisen juntos los resultados. Los resultados de la simulación suelen requerir cambios en la geometría, y dichos cambios deben ser aprobados por la persona responsable del diseño. Cuando los equipos de simulación y los de diseño trabajan de forma aislada, los cambios se producen de forma aislada o, lo que es peor, no se producen en absoluto.
¿Qué detecta realmente el análisis de flujo de moldeo?

En general, la gente sabe que la simulación “detecta problemas”. Pero, ¿qué problemas? Los detalles concretos son más útiles que un resumen vago.
El análisis de flujo en el molde detecta: deformaciones y distorsiones dimensionales debidas a un enfriamiento desigual o a tensiones residuales; líneas de soldadura donde los frentes de flujo se encuentran a baja temperatura y se unen de forma deficiente; bolsas de aire que producen marcas de quemadura o huecos subsuperficiales; inyecciones incompletas debidas a una presión de llenado insuficiente o a trayectorias de flujo excesivamente restringidas; marcas de hundimiento por desequilibrios en el espesor de las paredes; chorros de material debidos a desajustes en la velocidad de la entrada; y desequilibrios de llenado en moldes de múltiples cavidades. Cada defecto tiene una causa raíz distinta, y la simulación identifica tanto el síntoma como el origen, lo que proporciona a los ingenieros información sobre la que actuar, y no solo un problema que identificar.
Voy a concretar cuáles son las que más sorprenden a los clientes.
Deformación: el modo de fallo silencioso de las piezas de precisión
La deformación es probablemente el defecto más temido en el moldeo por inyección de precisión, y el más difícil de corregir a posteriori. Una pieza parece tener las dimensiones correctas dentro del molde. Una vez expulsada y enfriada a temperatura ambiente, se comba, se retuerce o se abomba. A veces, en fracciones de milímetro. Otras veces, en varios milímetros.
Las causas fundamentales suelen estar relacionadas casi siempre con la asimetría en el enfriamiento (un lado se enfría más rápido que el otro, lo que genera tensiones internas) o con la orientación de las fibras en los materiales reforzados con fibra de vidrio. La simulación predice la deformación por alabeo en los tres ejes, lo que permite a los ingenieros rediseñar el circuito de enfriamiento o ajustar la geometría de las paredes antes de mecanizar el acero.
Para fabricación de moldes de precisión En proyectos con tolerancias de montaje muy estrictas, detectar la deformación en la simulación no es opcional. Es la única forma práctica de gestionarla.
Líneas de soldadura: un problema estructural que pasa fácilmente desapercibido a simple vista
Las líneas de soldadura se forman donde convergen y se fusionan dos frentes de flujo. La unión en esa unión es siempre más débil que el material base circundante, a veces de forma significativa. En una carcasa de carácter estético, una línea de soldadura bien situada podría ser aceptable. Sin embargo, en un voladizo de encaje a presión o en una pared sometida a presión, se trata de un modo de fallo a la espera de activarse.
La simulación muestra exactamente dónde se formarán las líneas de soldadura. De este modo, los ingenieros pueden cambiar la posición de las entradas de inyección, ajustar la velocidad de inyección o diseñar cámaras de desbordamiento para desviar las líneas de soldadura hacia zonas no críticas.
Balanza de llenado multicavidad
Los moldes multicavidad —en los que se producen varias piezas idénticas por ciclo— requieren que todas las cavidades se llenen al mismo ritmo. Un desequilibrio provoca que algunas cavidades se llenen en exceso (rebabas, error dimensional), mientras que otras se llenan de forma insuficiente (inyección insuficiente, geometría incompleta). La simulación de flujo en el molde identifica la geometría del canal de inyección que permite alcanzar un equilibrio natural, lo cual es de vital importancia para garantizar una calidad constante en la producción en serie.
Análisis de flujo de molde en el moldeo por inyección: ¿en qué casos resulta realmente útil?

La simulación no es gratuita. Requiere tiempo de ingeniería. Entonces, ¿cuándo sale realmente a cuenta y cuándo puede sustituirla la experiencia?
En el moldeo por inyección, el análisis de flujo en el molde resulta especialmente útil en los siguientes casos: geometrías complejas y trayectorias de flujo largas; piezas de paredes delgadas en las que la presión de llenado es marginal; resinas de ingeniería con un comportamiento de contracción impredecible; componentes de precisión en los que la exactitud dimensional afecta directamente al montaje o al funcionamiento; moldes multicavidad que requieren un equilibrio de llenado; y cualquier proyecto en el que los costes de modificación del molde resulten prohibitivos. En el caso de piezas sencillas y simétricas fabricadas con resinas comunes y con trayectorias de flujo cortas y sin obstrucciones, los ingenieros experimentados suelen poder confiar en su intuición; aunque, incluso en estos casos, la simulación detecta errores en la colocación de las entradas que la experiencia a veces pasa por alto.
Así es como lo veo en la práctica.
El coste de un análisis de flujo en el molde suele ser una pequeña fracción de la inversión total en utillaje. Para un molde cuyo coste oscila entre $15 000 y $50 000, la simulación podría añadir entre $500 y $2 000 al tiempo de preproducción. Una sola modificación del molde —cambio de la entrada de material, revisión de los canales de refrigeración o rediseño del canal de distribución— puede costar entre $1.000 y $10.000 y suponer un retraso de entre dos y cuatro semanas. Las cuentas casi siempre salen a favor de la simulación.
Cuando no hay lugar para la negociación
Hay algunos tipos de proyectos en los que saltarse la simulación resulta realmente injustificable:
Componentes estructurales y visibles de la automoción — tolerancias de ±0,1 mm o incluso más ajustadas, a menudo en materiales reforzados con fibra de vidrio que presentan un comportamiento de deformación complejo. Una sola revisión del molde en este caso puede suponer un coste superior en un orden de magnitud al presupuesto original destinado a la simulación.
Carcasas y componentes funcionales para dispositivos médicos — donde la precisión dimensional influye en el cumplimiento normativo, las holguras de montaje y la fiabilidad de los dispositivos. Estos moldes no admiten reparaciones improvisadas sobre el terreno.
Carcasas de aparatos electrónicos de consumo con superficies de clase A — donde las líneas de soldadura y las marcas de hundimiento son inaceptables desde el punto de vista estético. Los clientes devuelven los productos por este motivo. Las marcas lo tienen presente.
Piezas de gran tamaño con recorridos de flujo largos — donde el plástico tiene que recorrer una distancia considerable, se acumula la caída de presión y las inyecciones incompletas se convierten en un riesgo real.
Cuándo la experiencia puede servir de sustituto
¿Una tapa sencilla y simétrica con un espesor de pared uniforme fabricada en polipropileno? Un ingeniero de moldes con 20 años de experiencia práctica probablemente no necesite un programa informático para confirmar la ubicación de la entrada de material. La geometría es tolerante, se conoce bien el material y los modos de fallo son predecibles.
El peligro radica en aplicar esa misma confianza a partes que mira Son sencillos, pero esconden cierta complejidad: nervaduras internas, requisitos de refrigeración asimétricos, zonas de soporte de carga en lugares inesperados. Ahí es donde las decisiones basadas únicamente en la intuición pueden salir caras.
¿Qué grado de precisión tiene realmente la simulación de flujo de molde?
Si la simulación es tan útil, ¿por qué siguen saliendo mal las piezas después de realizarla? Es una pregunta lógica, y la respuesta sincera revela algo importante sobre cómo utilizar correctamente estas herramientas.
La precisión de la simulación de flujo de molde depende en gran medida de la calidad de los datos de entrada: la precisión de los datos del material, la limpieza de la geometría y la realistas de los parámetros del proceso. El análisis de llenado y las predicciones de distribución de la presión suelen ser fiables en buenas condiciones. La predicción de la deformación es menos consistente, especialmente en el caso de materiales rellenos de fibra de vidrio y semicristalinos, en los que los efectos de la orientación de las fibras introducen una incertidumbre adicional. La simulación debe entenderse, ante todo, como una herramienta de gran valor para la reducción de riesgos, no como una garantía de éxito en el primer intento. La experiencia del ingeniero a la hora de interpretar los resultados es tan importante como el software que los genera.
El problema de los datos sobre materiales
La mayoría de las plataformas de simulación recurren a una base de datos de resinas, pero no todos los grados de cada polímero están representados con precisión. Cuando el material específico que necesitas no se encuentra en la base de datos, se utiliza la opción disponible más parecida. En el caso de resinas comunes bien caracterizadas, como el ABS, el PP y el PC, esas opciones suelen ser lo suficientemente precisas. En el caso de los grados especiales —compuestos con alto contenido de relleno, mezclas personalizadas, resinas de ingeniería innovadoras—, es posible que la entrada de la base de datos tenga años de antigüedad o se base en condiciones de ensayo ligeramente diferentes.
Por eso el conocimiento de los materiales es tan importante como la capacidad de simulación. Los ingenieros que comprenden el comportamiento de la resina a un nivel fundamental utilizan los resultados de la simulación de forma diferente a aquellos que consideran que los resultados son definitivos.
Predicción de la deformación: más direccional que absoluta
La modelización de la deformación implica calcular simultáneamente la contracción, los campos de tensión residual, la orientación de las fibras (en materiales rellenos) y la relajación posterior a la eyección. Cada uno de estos factores introduce incertidumbre. En la práctica, la simulación suele obtener el dirección de la deformación hacia la derecha y la magnitud relativa correcto — es decir, predice correctamente qué zonas se deformarán más y en qué dirección. Las cifras absolutas a veces presentan un margen de error significativo.
El enfoque práctico: utilizar la simulación de deformaciones para orientar las decisiones de diseño —diseño del circuito de refrigeración, distribución del espesor de las paredes, ubicación de las entradas de fundición— en lugar de emplearla como una predicción dimensional para compararla con las tolerancias del plano.
Por qué la interpretación es mejor que la traducción literal
Dos ingenieros pueden analizar la misma simulación y llegar a conclusiones diferentes. Una línea de soldadura en una zona no visible y no estructural puede ser totalmente aceptable. Esa misma línea de soldadura en un brazo de encaje a presión o en una superficie de sellado constituye un modo de fallo. Conocer la diferencia —y saber qué concesiones son decisiones de ingeniería y cuáles son riesgos— es lo que hace que la simulación resulte verdaderamente valiosa en la producción.
Eso es criterio de ingeniería. El software no lo ofrece.
¿Puede Dimud realizar análisis de flujo de molde?
Los clientes suelen preguntarnos esto al principio de un proyecto, no porque duden de nosotros, sino porque otros proveedores les han dado un presupuesto en el que se incluía la “simulación” y han recibido una impresión en color sin que haya habido ninguna conversación técnica previa. Es un escepticismo comprensible.
Sí, Dimud ofrece análisis profesionales de flujo de molde como parte de nuestros servicios de ingeniería previos a la fabricación de moldes. Nuestros ingenieros de moldes realizan simulaciones de moldeo por inyección que abarcan el análisis de llenado, la evaluación de los circuitos de refrigeración, la predicción de la deformación, la detección de líneas de soldadura y bolsas de aire, y la optimización de la ubicación de las entradas. Los resultados se revisan con su equipo de diseño y se incorporan los cambios antes de que comience la fabricación del molde. En Dimud, la simulación del flujo de molde se integra con la revisión de la fabricabilidad (DFM) y el diseño del molde; no se ofrece como un servicio independiente.
Cuando un cliente nos envía un modelo 3D para un nuevo proyecto, nuestro equipo no abre un archivo de diseño de molde desde el primer día. Comenzamos con una revisión de DFM (diseño para la fabricación), en la que examinamos la geometría para detectar riesgos de fabricabilidad, la idoneidad de los materiales, los ángulos de desmoldeo, la uniformidad del espesor de las paredes y la viabilidad de las características. Para cualquier pieza que presente una complejidad significativa, se lleva a cabo una simulación de flujo de molde como parte de esa fase inicial.
Qué simulamos y qué hacemos con los resultados
Nuestro proceso de simulación abarca los casos que realmente determinan las decisiones:
Análisis de llenado — La comprobación de la ubicación de la entrada, la geometría del canal de inyección y los parámetros de inyección garantiza un llenado equilibrado y completo de la cavidad, sin marcas de chorro ni de vacilación.
Análisis de refrigeración — evaluar si la disposición de los canales de refrigeración produce una distribución de la temperatura suficientemente uniforme, o si los puntos calientes provocarán deformaciones o alargarán innecesariamente la duración del ciclo.
Predicción de la deformación — evaluar la desviación dimensional tras la expulsión, lo cual resulta especialmente importante en el caso de piezas con interfaces de montaje, requisitos de ajuste apretado o elementos de encaje a presión.
Mapeo de líneas de soldadura y bolsas de aire — determinar la ubicación y la gravedad aproximada en relación con los requisitos estructurales de la pieza y las zonas estéticas.
Los resultados se envían tanto a nuestros diseñadores de moldes como al cliente. Si la simulación señala la necesidad de un cambio en el diseño, lo discutimos; no lo aceptamos en silencio con la esperanza de que desaparezca durante las pruebas.
Por qué la integración es más importante que la propia herramienta
Lo más importante de todo esto no es qué programa utilicemos, sino que nuestro equipo de ingeniería de moldes realiza simulaciones, lleva a cabo revisiones de DFM, diseña el molde y supervisa la producción —todo ello de forma interna y en estrecha colaboración entre los distintos equipos—.
El ingeniero que detecta un riesgo de deformación en la simulación es el mismo que diseña el circuito de refrigeración para solucionarlo. Ese mismo ingeniero revisa la primera pieza de prueba. Esa continuidad no es habitual. Y es también la razón por la que mantenemos sistemáticamente una alta tasa de aceptación del molde a la primera en proyectos de utillaje complejos.
¿El análisis de flujo de molde aumenta el coste del utillaje o lo reduce?

El coste siempre forma parte de la conversación. Y así debe ser. Así que respondamos a esto directamente, en lugar de andarnos con rodeos.
El análisis de flujo en el molde reduce de forma sistemática el coste total del utillaje, ya que evita que sea necesario realizar modificaciones en el molde antes de que estas se produzcan. El coste de la simulación es reducido en comparación con la inversión en utillaje, mientras que cada modificación del molde —reubicación de la entrada, reelaboración de los canales de refrigeración, cambios en la geometría del canal de alimentación— suele costar entre $1.000 y $10.000 y supone un retraso de entre dos y cuatro semanas. En el caso de utillajes complejos, una sola modificación evitada cubre el coste de la simulación varias veces. Para programas de gran volumen o piezas con tolerancias ajustadas, el cálculo de la relación coste-beneficio es sencillo.
La fase de fabricación de utillaje es donde los proyectos se tuercen, no porque los ingenieros no sean competentes, sino porque la interacción entre la geometría, el comportamiento de los materiales y el proceso da lugar a combinaciones que resultan realmente difíciles de predecir sin simulación. Incluso los fabricantes de utillaje con más experiencia te dirán que algunos fallos solo se hacen evidentes a posteriori.
El coste temporal de no hacerlo
Cuando un molde vuelve de la primera prueba con un problema de deformación que la simulación habría detectado, esto es lo que suele ocurrir:
- Revisión del ensayo e identificación de defectos: 1-3 días
- Análisis de las causas fundamentales en ingeniería: 1-2 días
- Modificación del molde (si es posible corregirlo en el acero existente): de 3 a 10 días
- Nueva prueba y validación dimensional: de 2 a 5 días
- Repercusión total en el calendario: entre 2 y 4 semanas como mínimo
Si la modificación no es viable con el acero actual y el molde requiere una reelaboración considerable, ese plazo se amplía a entre 6 y 10 semanas, con unos costes que pueden acercarse al precio original del utillaje.
Compárese esto con una simulación que se lleva a cabo durante 2 o 3 días antes de que comience la fabricación de los moldes, en la que se identifica el mismo riesgo y se lleva a cabo un ajuste geométrico en la fase del archivo 3D —un cambio cuya implementación no supone prácticamente ningún coste—.
Dónde se acumulan realmente los ahorros
El ahorro que supone la simulación no siempre es espectacular en una partida concreta. Se va acumulando a lo largo del ciclo de vida del proyecto:
- Si no se cambia la posición de la puerta, no hay que soldar acero ni volver a mecanizar mediante electroerosión
- Refrigeración equilibrada = tiempos de ciclo más rápidos y estables desde el principio
- Deformación prevista = sin necesidad de fijación secundaria ni correcciones posteriores a la producción
- Líneas de soldadura preidentificadas = sin retoques estéticos en superficies de clase A
Para servicios de moldeo por inyección En los programas de producción de gran volumen, incluso una mejora de 5% en la eficiencia del tiempo de ciclo —como la que se consigue con un mejor diseño de refrigeración— se acumula de forma significativa a lo largo de millones de inyecciones. No se trata de un beneficio teórico, sino de un rendimiento real y cuantificable que los clientes con tiradas de producción largas ven reflejado en sus cifras de coste por pieza.
Conclusión
El análisis de flujo en el molde es una de esas cosas que parecen opcionales hasta que pagas el precio de haberlo omitido. El mejor momento para realizarlo es antes de que nadie corte el acero, cuando los cambios en el diseño son rápidos, económicos y no acarrean consecuencias. Para cuando el molde llega a la fase de pruebas, esa oportunidad ya se ha perdido. Si estás avanzando con un diseño hacia la fase de fabricación de utillaje y aún no has realizado una simulación, vale la pena detenerse un momento a pensarlo. Ponte en contacto con el equipo de ingeniería de Dimud — Te explicaremos detalladamente qué resultados ofrecería realmente la simulación para tu pieza y qué habría que hacer para abordar cualquier riesgo antes de que se convierta en una reelaboración del molde.




