

Bei Spritzgussprojekten treten viele Probleme erst bei Testläufen oder sogar erst in der Serienproduktion zutage, was zu erhöhten Kosten und längeren Vorlaufzeiten führt. Die Mold-Flow-Analyse kann Risiken wie Füllverhalten, Schrumpfung, Hohlräume und Verformungen bereits vor der Herstellung der Form vorhersagen und so zur Optimierung von Konstruktion und Prozessen beitragen. Welche Arten von Problemen lassen sich damit tatsächlich erkennen? Sind die Ergebnisse zuverlässig? Wann lohnt sich die Durchführung? Dieser Artikel gibt Ihnen einen kurzen Überblick über die praktischen Vorteile und den Nutzen der Mold-Flow-Analyse.
Die Mold-Flow-Analyse (auch als Moldflow-Simulation oder Spritzgusssimulation bezeichnet) ist ein computergestütztes Verfahren, mit dem das Verhalten von geschmolzenem Kunststoff im Inneren eines Formhohlraums vorhergesagt wird, noch bevor Stahl zugeschnitten wird. Mithilfe spezieller Software simulieren Ingenieure den gesamten Spritzgusszyklus – von der Kunststoffbefüllung über die Angussdynamik bis hin zu den Abkühlungsmustern und der Verformung nach dem Auswerfen. Das Ziel: Fehlerrisiken frühzeitig zu erkennen, Entscheidungen zur Angussposition und zum Formdesign zu validieren sowie kostspielige Versuche und Irrtümer zu reduzieren, die das Werkzeugbudget und den Projektzeitplan belasten.
Stellen Sie sich das als eine Art Stresstest für Ihren Formaufbau vor – virtuell durchgeführt, noch bevor auch nur ein einziges Bearbeitungszentrum in Betrieb genommen wird. Das garantiert zwar keinen perfekten ersten Schuss, verschiebt aber die Chancen deutlich zu Ihren Gunsten. Schauen wir uns einmal genauer an, wie das funktioniert, wann es wichtig ist und warum das Überspringen dieses Schritts oft die teuerste Entscheidung ist, die ein Projektteam treffen kann.
Was ist der Zweck der Mold-Flow-Analyse?

Viele Teams betrachten Simulationen als optional – als etwas, das man bei Projekten mit großem Budget und hoher Komplexität durchführt, bei “einfachen” Projekten jedoch auslässt. Diese Herangehensweise hat mehr Projekte zum Scheitern gebracht, als ich zählen kann. Was soll damit also eigentlich erreicht werden?
Der Hauptzweck der Mold-Flow-Analyse besteht darin, Spritzgussfehler bereits vor Beginn der Werkzeugfertigung zu verhindern. Sie ermittelt, wo Probleme wie Verzug, Schweißnähte, Lufteinschlüsse, Einfallstellen und unvollständige Füllung auftreten werden – und erklärt, warum. Über die Fehlererkennung hinaus dient sie zur Optimierung der Angussposition, der Angusskanalgestaltung, der Wanddickenverteilung, der Anordnung der Kühlkanäle sowie der Spritzgießparameter. Das Ergebnis: weniger Werkzeugänderungen, ein schnellerer Produktionsanlauf und eine gleichbleibendere Teilequalität über alle Produktionsläufe hinweg.
Das ist etwas, das mir bei unseren technischen Überprüfungen schon mehr als einmal aufgefallen ist. Ein Kunde kommt mit einem sauberen Modell zu uns und ist überzeugt, dass die Geometrie serienreif ist. Wir führen eine Strömungssimulation durch und entdecken innerhalb eines Tages eine Schweißnaht, die sich direkt an einem strukturellen Schnappverbindungselement bildet. Nicht in der Nähe davon – auf Es. Wäre diese Form gefertigt und getestet worden, wäre das Bauteil bei der Montage ausgefallen. Nicht „hätte vielleicht“. Hätte.
Dafür ist Simulation eigentlich gedacht. Nicht Optimierung als Luxus – sondern Prävention als Notwendigkeit.
Fehler erkennen, bevor sie Sie Geld kosten
Der unmittelbarste Zweck ist die Fehlervorhersage. Die Simulation verfolgt den Weg, den die Kunststoffschmelze durch den Formhohlraum nimmt, und markiert die Bereiche, in denen Probleme auftreten:
- Schweißnähte — wo zwei Strömungsfronten aufeinandertreffen und schwach verschmelzen, wodurch die Festigkeit je nach Harz um 20–50% abnimmt
- Luftblasen — Bereiche, in denen verdrängte Luft nicht entweichen kann, was zu Brandspuren, Hohlräumen oder Blasenbildung an der Oberfläche führt
- Ungleichmäßige Kühlung — was zu inneren Eigenspannungen führt, die nach dem Auswerfen zu Verformungen führen
- Abrupte Übergänge in der Wandstärke — die Vertiefungen auf der Oberfläche hinterlassen
Keines davon ist selten. Sie treten bei ersten Versuchen ständig auf, insbesondere bei Teilen, die Schau mal einfach, weisen jedoch eine verborgene Ablaufkomplexität auf.
Standort des Tors: Die Entscheidung, die alles verändert
Wo Sie den Anguss – den Eintrittsort des Kunststoffs – platzieren, hat enorme Auswirkungen auf den weiteren Verlauf des Prozesses. Verschieben Sie ihn um nur 5 mm, verändern Sie das Gleichgewicht der Fließfront, erzeugen neue Schweißnähte oder drücken Luft in einen kritischen Bereich. Mit einer Formflusssimulation können Sie innerhalb weniger Stunden mehrere Angusspositionen testen. Diese Freiheit verlieren Sie vollständig, sobald der Stahl zugeschnitten ist.
Prozessoptimierung, bevor jemand eine Maschine bedient
Die Simulation umfasst auch Prozessparameter: Einspritzgeschwindigkeit, Schmelztemperatur, Nachdruck und Abkühlzeit. Die Durchführung von fünfzig virtuellen Kombinationen kostet fast nichts. Die Durchführung derselben Versuche an einer echten Spritzgießmaschine kostet Zeit, Material und Maschinenstunden – bei jeder Iteration.
Wie führt man eine Schmelzflussanalyse durch?
Der Vorgang ist zwar nicht geheimnisvoll, doch zwischen der Durchführung einer Simulation und ihrer korrekten Interpretation besteht eine echte Kluft. So funktioniert es in der Praxis.
Die Mold-Flow-Analyse umfasst fünf Schritte: (1) Erstellung eines sauberen, wasserdichten 3D-CAD-Modells des Bauteils und des Formhohlraums; (2) Auswahl des jeweiligen Kunststoffmaterials aus einer validierten Kunststoffdatenbank, einschließlich der typenspezifischen Eigenschaften wie Viskosität, Schrumpfung und Wärmeleitfähigkeit; (3) Prozessparameter definieren – Einspritzgeschwindigkeit, Schmelz- und Formtemperatur, Angussart und -position sowie Anordnung der Kühlkanäle; (4) Die Simulation durchführen und visuelle Darstellungen von Füllverläufen, Druckverteilung, Temperaturkarten und Fehlerprognosen erstellen; (5) Die Ergebnisse auswerten und Konstruktionsänderungen vor Beginn des Werkzeugbaus einfließen lassen. Zu den gängigen Softwareprogrammen gehören Autodesk Moldflow und Moldex3D.
Der erste Schritt ist wichtiger, als die meisten Menschen annehmen. Ein unordentliches oder geometrisch unvollständiges CAD-Modell führt zu ungenauen Ergebnissen. Vor dem Simulationslauf muss die Geometrie bereinigt und ordnungsgemäß vernetzt sein – also in Tausende kleiner Elemente unterteilt werden, die der Solver verarbeiten kann. Eine schlechte Netzqualität ist einer der häufigsten Gründe dafür, dass die Simulationsergebnisse nicht mit dem tatsächlichen Formverhalten übereinstimmen.
Die Materialauswahl ist keine reine Formalität
Die Software simuliert nicht “Kunststoff” im Allgemeinen. Sie geben den genauen Kunststofftyp an – ABS, PC, glasfaserverstärktes PA66, PEEK oder was auch immer Sie tatsächlich verwenden. Das Fließverhalten von glasfaserverstärktem Nylon unterscheidet sich grundlegend von dem von ungefülltem Polypropylen. Viskositätskurven, Schrumpfungsraten, Wärmeleitfähigkeit, Kristallisationsverhalten – all diese Daten werden aus der Materialdatenbank geladen und beeinflussen direkt Ihre Simulationsergebnisse.
Verwenden Sie die falsche Güteklasse oder ersetzen Sie ein Spezialmaterial durch ein Standardmaterial, und Ihre Simulation wird eher zu einer reinen Augenwischerei als zu einer diagnostischen Hilfe.
Was die Ausgabe Ihnen tatsächlich anzeigt
Nach Abschluss der Simulation erhalten Sie eine Reihe interaktiver visueller Karten:
- Animation zur Zeitüberbrückung — wie sich die Strömungsfront in Echtzeit durch den Hohlraum ausbreitet
- Druckverteilung — Bereiche mit hohem Einspritzdruck, was mit einem erhöhten Risiko für Schweißnähte einhergeht
- Temperaturkarten — Bereiche, die zu langsam oder ungleichmäßig abkühlen – eine der Hauptursachen für Verformungen
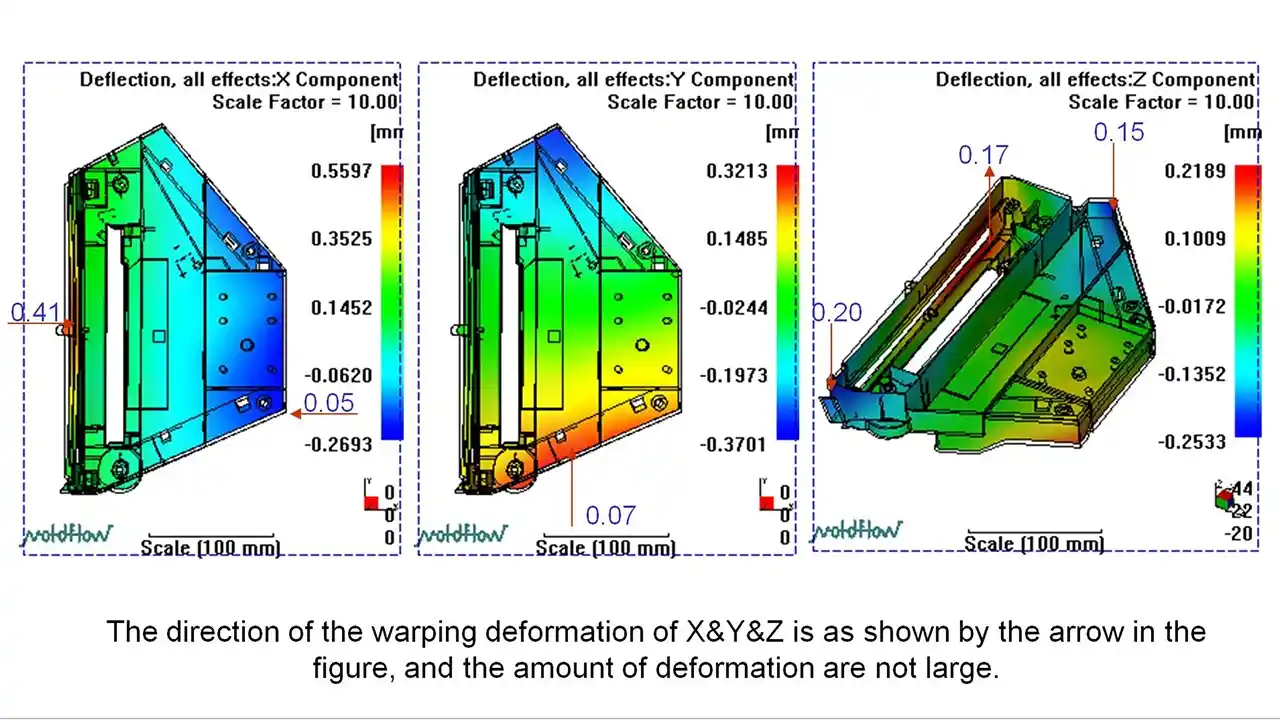
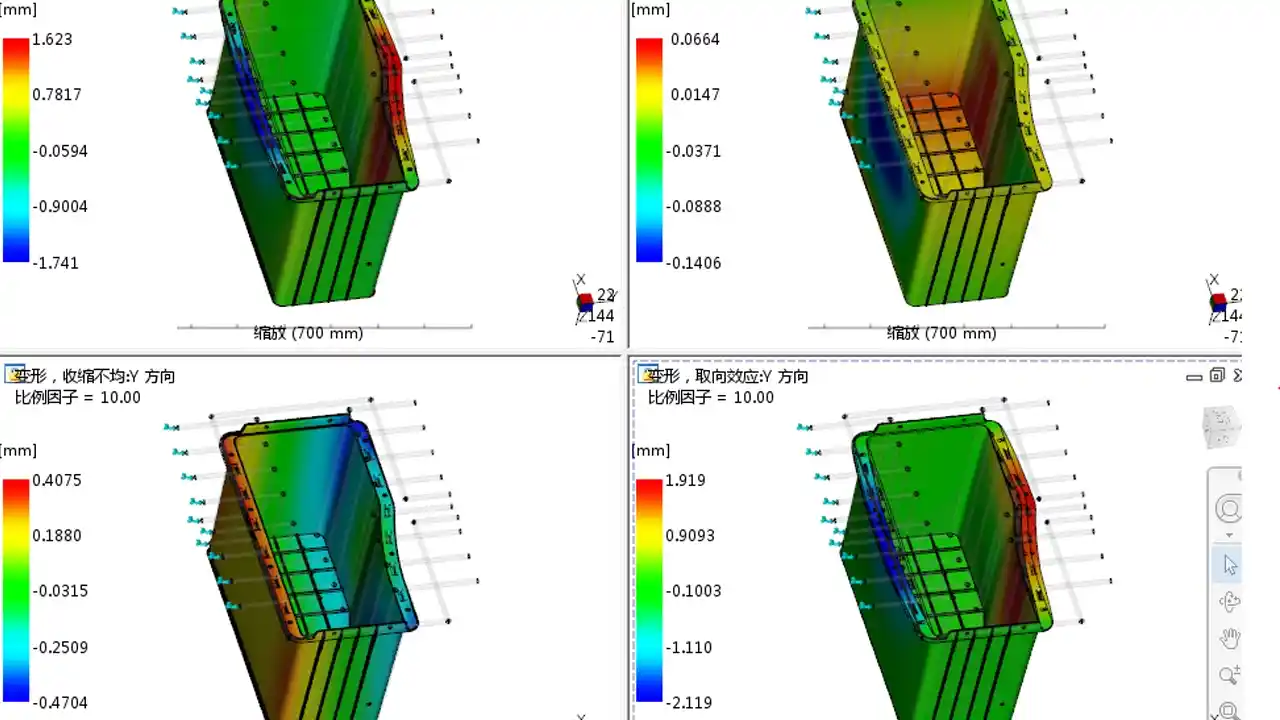
- Vorhersage von Verformungen — um wie viel sich das Bauteil nach dem Abkühlen verformt und in welchen Achsen
- Anzeigen für Schweißnähte und Lufteinschlüsse — genaue Stellen, damit Sie den Schweregrad im Hinblick auf die Funktion des Bauteils einschätzen können
Die Kunst besteht nicht darin, die Software zu bedienen. Es geht vielmehr darum, zu wissen, welche Ergebnisse Maßnahmen erfordern, welche Kompromisse akzeptabel sind und was “gut genug” für Ihre konkrete Anwendung tatsächlich bedeutet. Diese Einschätzung liefert nicht die Software. Sie beruht auf Erfahrung.
Wer muss dabei sein?
Im Idealfall besprechen der Formenbauer und der Produktdesigner die Ergebnisse gemeinsam. Die Ergebnisse der Simulation erfordern oft Änderungen an der Geometrie, und diese Änderungen müssen von demjenigen genehmigt werden, der für die Konstruktion verantwortlich ist. Wenn Simulations- und Konstruktionsteams voneinander abgeschottet sind, erfolgen Änderungen isoliert – oder, schlimmer noch, gar nicht.
Was lässt sich mit einer Schmelzflussanalyse eigentlich ermitteln?

Im Allgemeinen weiß man, dass Simulationen “Probleme aufdecken”. Aber welche Probleme? Die konkreten Details sind für die weitere Vorgehensweise hilfreicher als die vage Zusammenfassung.
Die Mold-Flow-Analyse erkennt: Verformungen und Maßabweichungen aufgrund ungleichmäßiger Abkühlung oder Restspannungen; Schweißnähte, die entstehen, wenn sich die Fließfronten bei niedrigen Temperaturen treffen und schlecht miteinander verbinden; Lufteinschlüsse, die Verbrennungsspuren oder Hohlräume unter der Oberfläche verursachen; Unterfüllungen aufgrund unzureichenden Fülldrucks oder zu stark verengter Fließwege; Einfallstellen aufgrund ungleichmäßiger Wandstärken; Spritzstrahlen aufgrund von Geschwindigkeitsunterschieden am Anguss; sowie ungleichmäßige Befüllung bei Mehrfachformen. Jeder Defekt hat eine spezifische Ursache, und die Simulation identifiziert sowohl das Symptom als auch die Ursache – und liefert Ingenieuren damit eine Handlungsgrundlage, nicht nur die Benennung eines Problems.
Lassen Sie mich genauer darauf eingehen, welche Punkte die Kunden am meisten überraschen.
Verzug: Der heimtückische Fehlermodus bei Präzisionsteilen
Verformungen sind wahrscheinlich der am meisten gefürchtete Fehler beim Präzisionsspritzguss – und im Nachhinein am schwersten zu beheben. Ein Bauteil sieht innerhalb der Form maßhaltig aus. Sobald es ausgeworfen und auf Raumtemperatur abgekühlt ist, verzieht es sich, verdreht sich oder wölbt sich. Manchmal um Bruchteile eines Millimeters. Manchmal um mehrere.
Die Ursachen hängen fast immer mit einer asymmetrischen Kühlung (eine Seite kühlt schneller ab als die andere, wodurch innere Spannungen entstehen) oder der Faserausrichtung in glasfaserverstärkten Werkstoffen zusammen. Die Simulation prognostiziert die Verformung in allen drei Achsen – so können Ingenieure den Kühlkreislauf neu gestalten oder die Wandgeometrie anpassen, noch bevor der Stahl bearbeitet wird.
Für Präzisionsformenbau Bei Projekten mit engen Montagetoleranzen ist es unerlässlich, Verformungen bereits in der Simulation zu erkennen. Dies ist die einzige praktikable Möglichkeit, damit umzugehen.
Schweißnähte: Ein strukturelles Problem, das optisch leicht zu übersehen ist
Schweißnähte entstehen dort, wo zwei Fließfronten aufeinandertreffen und miteinander verschmelzen. Die Verbindung an dieser Stelle ist stets schwächer als das umgebende Grundmaterial – manchmal sogar deutlich schwächer. Bei einem Gehäuse, bei dem es vor allem auf die Optik ankommt, mag eine gut platzierte Schweißnaht akzeptabel sein. Bei einem einrastenden Ausleger oder einer drucktragenden Wand ist sie jedoch eine potenzielle Fehlerquelle, die nur darauf wartet, ausgelöst zu werden.
Die Simulation zeigt genau, wo sich Schweißnähte bilden werden. Die Ingenieure können daraufhin die Angussstellen neu positionieren, die Einspritzgeschwindigkeit anpassen oder Überlaufkammern entwerfen, um die Schweißnähte in unkritische Bereiche zu verlagern.
Füllwaage für mehrere Kammern
Bei Mehrfachformen – bei denen pro Zyklus mehrere identische Teile hergestellt werden – muss jede Formkammer mit derselben Geschwindigkeit gefüllt werden. Ein Ungleichgewicht führt dazu, dass einige Formkammern überfüllt werden (Gussgrate, Maßabweichungen), während andere unterfüllt werden (Fehlspritzung, unvollständige Geometrie). Die Formflusssimulation ermittelt eine Angussgeometrie, die ein natürliches Gleichgewicht herstellt, was für eine gleichbleibende Qualität bei Serienproduktion von enormer Bedeutung ist.
Mold-Flow-Analyse im Spritzguss: Wann ist sie tatsächlich sinnvoll?

Simulationen sind nicht kostenlos. Sie erfordern Entwicklungszeit. Wann lohnen sie sich also wirklich, und wann kann Erfahrung an ihre Stelle treten?
Im Spritzgussverfahren ist die Formflussanalyse besonders wichtig bei: komplexen Geometrien und langen Fließwegen; dünnwandigen Bauteilen, bei denen der Fülldruck knapp bemessen ist; technischen Kunststoffen mit unvorhersehbarem Schrumpfungsverhalten; Präzisionsbauteilen, bei denen die Maßgenauigkeit direkten Einfluss auf die Montage oder Funktion hat; Mehrfachformen, die einen ausgeglichenen Füllvorgang erfordern; sowie bei allen Projekten, bei denen die Kosten für Formänderungen unerschwinglich wären. Bei einfachen, symmetrischen Teilen aus Standardkunststoffen mit kurzen, ungehinderten Fließwegen können sich erfahrene Ingenieure oft auf ihre Intuition verlassen – doch selbst hier deckt die Simulation Fehler bei der Angussplatzierung auf, die auch erfahrenen Fachleuten gelegentlich entgehen.
So sehe ich das in der Praxis.
Die Kosten für eine Formflussanalyse machen in der Regel nur einen kleinen Bruchteil der Gesamtinvestition in das Werkzeug aus. Bei einer Form im Bereich von $15.000 bis $50.000 kann die Simulation die Vorproduktionszeit um $500 bis $2.000 verlängern. Eine einzige Formmodifikation – Verschiebung des Angusses, Überarbeitung der Kühlkanäle, Neukonstruktion des Angusskanals – kann $1.000–$10.000 kosten und zu einer Verzögerung von zwei bis vier Wochen führen. Die Rechnung spricht fast immer für die Simulation.
Wenn es nicht verhandelbar ist
Bei manchen Projektarten ist es wirklich nicht zu rechtfertigen, auf eine Simulation zu verzichten:
Konstruktions- und Sichtteile für Kraftfahrzeuge — Toleranzen von ±0,1 mm oder noch enger, häufig bei glasfaserverstärkten Werkstoffen mit komplexem Verformungsverhalten. Eine einzige Formüberarbeitung kann hier das ursprüngliche Simulationsbudget um eine Größenordnung übersteigen.
Gehäuse und Funktionskomponenten für Medizinprodukte — wo die Maßgenauigkeit Auswirkungen auf die Einhaltung gesetzlicher Vorschriften, die Montageabstände und die Zuverlässigkeit der Geräte hat. Bei diesen Formen sind informelle Reparaturen vor Ort nicht möglich.
Gehäuse für Unterhaltungselektronik mit Oberflächen der Klasse A — wo Schweißnähte und Einfallstellen optisch inakzeptabel sind. Kunden geben Produkte deswegen zurück. Marken merken sich das.
Große Bauteile mit langen Fließwegen — wo der Kunststoff eine beträchtliche Strecke zurücklegen muss, sich der Druckabfall summiert und Kurzschüsse zu einem echten Risiko werden.
Wann Erfahrung als Ersatz dienen kann
Eine einfache, symmetrische Kappe aus Polypropylen mit gleichmäßiger Wandstärke? Ein erfahrener Formenbauer mit 20 Jahren Praxiserfahrung benötigt wahrscheinlich keine Software, um die Platzierung des Angusses zu überprüfen. Die Geometrie ist unkritisch, das Material ist gut bekannt und die Fehlerarten sind vorhersehbar.
Die Gefahr besteht darin, dass man dieses Vertrauen auch auf Teile überträgt, die Schau mal Einfach, aber mit versteckter Komplexität – interne Versteifungsrippen, asymmetrische Kühlungsanforderungen, tragende Bereiche an unerwarteten Stellen. Genau hier wird es teuer, wenn man sich allein auf seine Intuition verlässt.
Wie genau ist die Schmelzflusssimulation eigentlich?
Wenn Simulationen so nützlich sind, warum kommen dann nach einer Simulation immer noch fehlerhafte Teile heraus? Das ist eine berechtigte Frage – und die ehrliche Antwort darauf verrät etwas Wichtiges darüber, wie man diese Werkzeuge richtig einsetzt.
Die Genauigkeit der Mold-Flow-Simulation hängt stark von der Qualität der Eingabedaten ab: der Präzision der Materialdaten, der Sauberkeit der Geometrie und realistischen Prozessparametern. Füllanalysen und Vorhersagen zur Druckverteilung sind unter guten Bedingungen im Allgemeinen zuverlässig. Die Vorhersage von Verformungen ist weniger konsistent, insbesondere bei glasfaserverstärkten und teilkristallinen Materialien, bei denen Effekte der Faserorientierung zusätzliche Unsicherheiten mit sich bringen. Die Simulation sollte in erster Linie als wertvolles Instrument zur Risikominderung verstanden werden und nicht als Garantie für einen Erfolg beim ersten Versuch. Die Erfahrung des Ingenieurs bei der Interpretation der Ergebnisse ist ebenso wichtig wie die Software, die diese erzeugt.
Das Problem mit den Materialdaten
Die meisten Simulationsplattformen greifen auf eine Kunststoffdatenbank zurück – doch nicht jede Sorte jedes Polymers ist darin genau erfasst. Wenn Ihr spezifisches Material nicht in der Datenbank enthalten ist, verwenden Sie die am besten passende verfügbare Alternative. Bei gut charakterisierten Standardkunststoffen wie ABS, PP und PC sind diese Alternativen in der Regel genau genug. Bei Spezialtypen – hochgefüllte Verbundwerkstoffe, kundenspezifische Mischungen, neuartige technische Kunststoffe – kann der Datenbankeintrag jedoch schon Jahre alt sein oder auf leicht abweichenden Testbedingungen basieren.
Aus diesem Grund ist Materialwissen ebenso wichtig wie Simulationskompetenz. Ingenieure, die das Verhalten von Kunststoffen auf grundlegender Ebene verstehen, nutzen Simulationsergebnisse anders als diejenigen, die die Ergebnisse als endgültig betrachten.
Vorhersage von Verformungen: Eher richtungsabhängig als absolut
Bei der Verformungsmodellierung werden Schrumpfung, Restspannungsfelder, Faserorientierung (in gefüllten Werkstoffen) und die Relaxation nach dem Ausstoßen gleichzeitig berechnet. Jeder dieser Faktoren führt zu Unsicherheiten. In der Praxis wird bei der Simulation in der Regel die Richtung der Verformung nach rechts und die relative Größe richtig – das heißt, es sagt korrekt voraus, welche Bereiche sich am stärksten verformen werden und in welche Richtung. Die absoluten Zahlen weichen manchmal um einen nennenswerten Betrag ab.
Der praxisorientierte Ansatz: Nutzen Sie die Verformungssimulation als Orientierungshilfe für Konstruktionsentscheidungen – Anordnung der Kühlkanäle, Wanddickenverteilung, Positionierung der Angussstellen – und nicht als Maßvorhersage zum Abgleich mit Zeichnungstoleranzen.
Warum Interpretation besser ist als rohe Datenausgabe
Zwei Ingenieure können dieselbe Simulation betrachten und zu unterschiedlichen Schlussfolgerungen gelangen. Eine Schweißnaht in einem nicht sichtbaren, nicht tragenden Bereich kann durchaus akzeptabel sein. Dieselbe Schweißnaht an einem Schnapparm oder einer Dichtfläche stellt hingegen einen Fehlerfall dar. Den Unterschied zu kennen – und zu wissen, welche Kompromisse technische Entscheidungen sind und welche Risiken darstellen – macht die Simulation in der Produktion wirklich wertvoll.
Das ist technisches Urteilsvermögen. Software kann das nicht leisten.
Kann Dimud eine Formflussanalyse durchführen?
Kunden stellen diese Frage oft schon zu Beginn eines Projekts – nicht, weil sie an uns zweifeln, sondern weil ihnen andere Anbieter “Simulation inklusive” angeboten und einen Farbausdruck ohne vorherige technische Absprachen vorgelegt haben. Eine berechtigte Skepsis.
Ja, Dimud bietet im Rahmen unserer Engineering-Dienstleistungen vor dem Formenbau eine professionelle Mold-Flow-Analyse an. Unsere Formenbauer führen Spritzgusssimulationen durch, die eine Füllanalyse, die Bewertung des Kühlkreislaufs, die Vorhersage von Verformungen, die Erkennung von Schweißnähten und Lufteinschlüssen sowie die Optimierung der Angussposition umfassen. Die Ergebnisse werden gemeinsam mit Ihrem Konstruktionsteam besprochen, und etwaige Änderungen werden vor Beginn der Formenherstellung berücksichtigt. Die Spritzgusssimulation bei Dimud ist in die DFM-Prüfung und die Formenkonstruktion integriert – sie wird nicht als eigenständige Option angeboten.
Wenn uns ein Kunde ein 3D-Modell für ein neues Projekt schickt, öffnet unser Team nicht gleich am ersten Tag eine Datei mit dem Formdesign. Wir beginnen mit einer DFM-Prüfung – dabei untersuchen wir die Geometrie auf Risiken hinsichtlich der Herstellbarkeit, der Materialeignung, der Entformungsschrägen, der Gleichmäßigkeit der Wandstärken und der Machbarkeit der Merkmale. Bei jedem Teil mit nennenswerter Komplexität wird im Rahmen dieser ersten Phase eine Formflusssimulation durchgeführt.
Was wir simulieren und was wir mit den Ergebnissen machen
Unser Simulationsablauf deckt die Fälle ab, die tatsächlich als Grundlage für Entscheidungen dienen:
Füllanalyse — Die Überprüfung der Angussposition, der Geometrie des Angusskanals und der Einspritzparameter gewährleistet eine gleichmäßige und vollständige Füllung der Formkavität ohne Spritzspuren oder Zögerspuren.
Kühlungsanalyse — zu prüfen, ob die Anordnung der Kühlkanäle eine ausreichend gleichmäßige Temperaturverteilung gewährleistet oder ob es durch Hotspots zu Verformungen kommt oder die Zykluszeit unnötig verlängert wird.
Vorhersage von Verformungen — Bewertung der Maßabweichungen nach dem Auswerfen, was insbesondere bei Bauteilen mit Montageanschlüssen, engen Passungsanforderungen oder Schnappverbindungselementen von Bedeutung ist.
Kartierung von Schweißnähten und Lufteinschlüssen — Ermittlung der Stelle und des ungefähren Schweregrads im Hinblick auf die strukturellen Anforderungen des Bauteils und die optischen Bereiche.
Die Ergebnisse gehen sowohl an unsere Formenbauer als auch an den Kunden. Wenn die Simulation eine Designänderung aufzeigt, besprechen wir diese – wir nehmen sie nicht einfach stillschweigend hin und hoffen, dass sie sich im Laufe der Testphase von selbst erledigt.
Warum die Integration wichtiger ist als das Tool selbst
Das Wichtigste dabei ist nicht, welche Software wir verwenden. Es geht vielmehr darum, dass unsere Formenbau-Team führt Simulationen durch, führt DFM-Prüfungen durch, entwirft die Form und überwacht die Produktion – alles im eigenen Haus und in engem Austausch miteinander.
Der Ingenieur, der in der Simulation auf die Gefahr einer Verformung hinweist, ist derselbe Ingenieur, der den Kühlkreislauf entwirft, um diesem Problem entgegenzuwirken. Derselbe Ingenieur überprüft auch den ersten Testabguss. Eine solche Kontinuität ist selten. Das ist auch der Grund, warum wir bei komplexen Werkzeugbauprojekten durchweg eine hohe Erstabnahmequote der Formen erzielen.
Führt die Mold-Flow-Analyse zu höheren Werkzeugkosten – oder senkt sie diese?

Die Kosten sind immer ein Thema. Und das sollten sie auch sein. Beantworten wir diese Frage also direkt, anstatt um den heißen Brei herumzureden.
Die Mold-Flow-Analyse senkt die Gesamtkosten für den Werkzeugbau nachhaltig, indem sie Werkzeugänderungen verhindert, bevor diese überhaupt erforderlich werden. Die Simulationskosten sind im Vergleich zu den Werkzeuginvestitionen gering, während jede Werkzeugänderung – Verschiebung des Angusses, Überarbeitung der Kühlkanäle, Änderungen an der Angussgeometrie – in der Regel $1.000–$10.000 kostet und zu einer Verzögerung von zwei bis vier Wochen führt. Bei komplexen Werkzeugen deckt eine einzige vermiedene Änderung die Simulationskosten um ein Vielfaches. Bei Serienprogrammen oder Teilen mit engen Toleranzen ist die Kosten-Nutzen-Rechnung eindeutig.
In der Werkzeugbauphase geraten Projekte oft aus der Bahn – nicht, weil die Ingenieure nicht kompetent wären, sondern weil das Zusammenspiel von Geometrie, Materialverhalten und Prozess Kombinationen hervorbringt, die ohne Simulation nur schwer vorhersehbar sind. Selbst erfahrene Werkzeugbauer werden Ihnen bestätigen: Manche Fehler werden erst im Nachhinein sichtbar.
Die zeitlichen Kosten, wenn man darauf verzichtet
Wenn eine Form nach dem ersten Testlauf ein Verformungsproblem aufweist, das durch eine Simulation hätte erkannt werden können, läuft es in der Regel wie folgt ab:
- Prüfung der Testversion und Fehlererkennung: 1–3 Tage
- Technische Ursachenanalyse: 1–2 Tage
- Formänderung (sofern im vorhandenen Stahl möglich): 3–10 Tage
- Wiederholungsversuch und Dimensionsvalidierung: 2–5 Tage
- Gesamte Auswirkungen auf den Zeitplan: mindestens 2–4 Wochen
Ist die Änderung beim derzeitigen Stahl nicht durchführbar und erfordert die Form erhebliche Nacharbeiten, verlängert sich dieser Zeitraum auf 6–10 Wochen, wobei die Kosten fast den ursprünglichen Preis für den Formenbau erreichen können.
Vergleichen Sie das mit einer Simulation, die über einen Zeitraum von zwei bis drei Tagen vor Beginn der Werkzeugfertigung durchgeführt wird, das gleiche Risiko aufdeckt und bereits in der Phase der 3D-Datei zu einer Geometrieanpassung führt – eine Änderung, deren Umsetzung fast nichts kostet.
Wo sich die Ersparnisse tatsächlich ansammeln
Die Einsparungen durch die Simulation sind bei einzelnen Posten nicht immer besonders groß. Sie summieren sich jedoch über den gesamten Projektlebenszyklus hinweg:
- Keine Verlegung des Tors = kein Schweißen von Stahl und keine erneute EDM-Bearbeitung
- Ausgewogene Kühlung = schnellere und stabilere Zykluszeiten von Anfang an
- Prognostizierte Verformung = keine sekundäre Befestigung oder Korrektur nach der Fertigung
- Vorab festgelegte Schweißnähte = keine kosmetischen Nachbearbeitungen an Oberflächen der Klasse A
Für Spritzgießdienstleistungen Bei der Abwicklung von Produktionsprogrammen mit hohen Stückzahlen summiert sich selbst eine Verbesserung der Zykluszeiteffizienz um 5% – wie sie durch ein optimiertes Kühlkonzept erzielt wird – bei Millionen von Spritzgusszyklen erheblich. Das ist kein theoretischer Vorteil. Es handelt sich um einen echten, messbaren Gewinn, den Kunden mit langen Produktionsläufen in ihren Stückkosten widerspiegeln sehen.
Schlussfolgerung
Die Mold-Flow-Analyse gehört zu den Dingen, die einem zunächst optional erscheinen, bis man den Preis dafür bezahlt hat, sie ausgelassen zu haben. Der beste Zeitpunkt für die Durchführung ist, bevor überhaupt mit dem Stanzen von Stahl begonnen wird – wenn Konstruktionsänderungen noch schnell, kostengünstig und ohne Folgen möglich sind. Sobald sich eine Form in der Testphase befindet, ist dieses Zeitfenster bereits vorbei. Wenn Sie ein Design in Richtung Werkzeugbau vorantreiben und noch keine Simulation durchgeführt haben, lohnt es sich, hier eine Pause einzulegen. Wenden Sie sich an das Entwicklerteam von Dimud — Wir erklären Ihnen, was die Simulation für Ihr Bauteil konkret ergeben würde und was erforderlich wäre, um etwaige Risiken zu beseitigen, bevor sie zu Nachbearbeitungen am Formteil führen.




