

В проектах по литью под давлением многие проблемы выявляются только на этапе пробных запусков или даже серийного производства, что приводит к увеличению затрат и удлинению сроков выполнения заказов. Анализ потока расплава позволяет прогнозировать такие риски, как заполнение, усадка, образование пустот и коробление, ещё до изготовления пресс-формы, что помогает оптимизировать конструкцию и технологические процессы. Какие именно проблемы он позволяет выявить? Насколько достоверны результаты? В каких случаях целесообразно проводить такой анализ? В этой статье вы найдете краткий обзор практических преимуществ и ценности анализа потока в пресс-форме.
Анализ потока плавника (также называемый моделированием Moldflow или моделированием литья под давлением) — это компьютеризированный процесс, позволяющий прогнозировать поведение расплавленного пластика внутри полости формы ещё до начала изготовления стальных деталей. С помощью специализированного программного обеспечения инженеры моделируют полный цикл литья — от заполнения пластиком и динамики литниковой системы до схем охлаждения и коробления после выталкивания. Цель: своевременно выявить риски возникновения дефектов, подтвердить правильность выбора расположения литниковых каналов и конструктивных решений формы, а также сократить затратные пробы и ошибки, которые съедают бюджет на изготовление пресс-форм и затягивают сроки реализации проекта.
Представьте себе это как стресс-тест для вашей конструкции пресс-формы — проводимый виртуально, ещё до того, как к ней прикоснется хотя бы один обрабатывающий центр. Это не гарантирует идеального первого выпуска. Но значительно увеличивает ваши шансы на успех. Давайте разберёмся, как именно это работает, в каких случаях это важно и почему отказ от этого этапа зачастую становится самым дорогостоящим решением, которое принимает проектная команда.
В чем заключается цель анализа потока в пресс-форме?

Многие команды относятся к моделированию как к необязательному элементу — чему-то, что применяется в крупнобюджетных и сложных проектах, но упускается в “простых”. Этот подход привел к провалу стольких проектов, что я даже не могу их сосчитать. Так что же на самом деле пытается решить моделирование?
Основная цель анализа потока расплава — предотвратить дефекты литья под давлением ещё до начала изготовления пресс-формы. Он позволяет определить, где могут возникнуть такие проблемы, как коробление, линии сварки, воздушные пузыри, впадины и неполное заполнение, а также объясняет их причины. Помимо выявления дефектов, этот анализ используется для оптимизации расположения литниковых отверстий, конструкции литниковых каналов, распределения толщины стенок, схемы охлаждающих каналов и параметров процесса литья под давлением. Результат: меньшее количество модификаций пресс-формы, более быстрый запуск производства и более стабильное качество деталей в каждом производственном цикле.
Вот что я не раз наблюдал во время наших инженерных проверок. Клиент приносит «чистую» модель, будучи уверенным, что геометрия готова к производству. Мы проводим расчет потока, и уже через день обнаруживаем, что линия сварки образуется прямо на элементе, обеспечивающем структурную защелку. Не рядом с ним — на . Если бы эта форма была изготовлена и прошла испытания, деталь вышла бы из строя при сборке. А не «могла бы». Было бы.
Именно в этом и заключается истинное назначение моделирования. Не в оптимизации как роскоши, а в предотвращении как необходимости.
Выявление дефектов, пока они не обошлись вам дорого
Наиболее непосредственной целью является прогнозирование дефектов. В ходе моделирования отслеживается путь, по которому расплавленный пластик проходит через формующую полость, и выделяются зоны, в которых возникают проблемы:
- Линии сварки — в месте, где два фронта потока сталкиваются и слабо сливаются, что приводит к снижению прочности конструкции на 20–50% в зависимости от типа смолы
- Воздухоотводчики — зоны, из которых вытесненный воздух не может выйти, что приводит к появлению следов ожогов, пустот или образованию пузырей на поверхности
- Неравномерное охлаждение — что приводит к возникновению внутренних остаточных напряжений, вызывающих коробление после извлечения из формы
- Резкие переходы толщины стенки — которые оставляют вмятины на поверхности
Ни один из этих случаев не является редким. Они постоянно встречаются при первых испытаниях, особенно на деталях, которые посмотри просты, но имеют скрытую сложность алгоритма.
Расположение ворот: решение, которое меняет всё
Место расположения литникового отверстия — точки входа пластмассы — имеет огромные последствия на последующих этапах процесса. Сместив его всего на 5 мм, вы измените баланс фронта потока, создадите новые линии сварки или заставите воздух проникнуть в критическую зону. Моделирование потока пластмассы в пресс-форме позволяет протестировать различные положения литникового отверстия за считанные часы. Эту свободу вы полностью утратите, как только сталь будет вырезана.
Оптимизация процессов до того, как кто-либо прикоснется к оборудованию
Моделирование также охватывает технологические параметры: скорость впрыска, температуру расплава, давление удержания, время охлаждения. Проведение пятидесяти виртуальных комбинаций практически ничего не стоит. Проведение тех же экспериментов на реальном литьевом прессе требует затрат времени, материала и рабочих часов оборудования — при каждой итерации.
Как провести анализ потока плесени?
Сам процесс не является чем-то загадочным, но между проведением моделирования и его правильной интерпретацией существует реальная разница. Вот как это работает на практике.
Анализ потока расплава в пресс-форме состоит из пяти этапов: (1) Подготовка чистой, герметичной 3D-CAD-модели детали и полости пресс-формы; (2) Выбор конкретного пластика из проверенной базы данных полимеров, включая характеристики конкретного сорта, такие как вязкость, усадка и теплопроводность; (3) Определение технологических параметров — скорость впрыска, температура расплава и пресс-формы, тип и расположение литника, схема расположения охлаждающих каналов; (4) Запуск моделирования и получение визуальных результатов: схемы заполнения, распределение давления, температурные карты и прогнозы дефектов; (5) Интерпретация результатов и внесение изменений в конструкцию до начала изготовления пресс-формы. К распространённому программному обеспечению относятся Autodesk Moldflow и Moldex3D.
Первый этап имеет большее значение, чем думает большинство людей. Неаккуратная или геометрически неполная CAD-модель приводит к неточным результатам. Перед запуском моделирования геометрия должна быть аккуратной и правильно разбита на сетку — преобразована в тысячи мелких элементов, которые может обрабатывать решатель. Низкое качество сетки — одна из наиболее частых причин, по которой результаты моделирования не соответствуют реальному поведению изделия при литье.
Выбор материала — это не просто формальность
Программа не моделирует “пластик” в общем смысле. Вы указываете конкретный вид смолы — АБС, ПК, PA66 со стеклонаполнителем, PEEK или любой другой материал, который вы используете на практике. Текучесть стеклонаполненного нейлона совершенно не похожа на текучесть ненаполненного полипропилена. Кривые вязкости, коэффициенты усадки, теплопроводность, особенности кристаллизации — все эти параметры загружаются из базы данных материалов и напрямую влияют на результаты моделирования.
Если использовать материал не того класса или заменить специальный материал обычным, ваше моделирование станет скорее декоративным, чем диагностическим.
Что на самом деле показывает результат
По завершении моделирования вы получите набор интерактивных визуальных карт:
- Анимация для заполнения времени — как фронт потока продвигается по полости в режиме реального времени
- Распределение давления — зоны с высоким давлением впрыска, что связано с риском образования линии сварки
- Карты температур — участки, которые остывают слишком медленно или неравномерно, что является основной причиной коробления
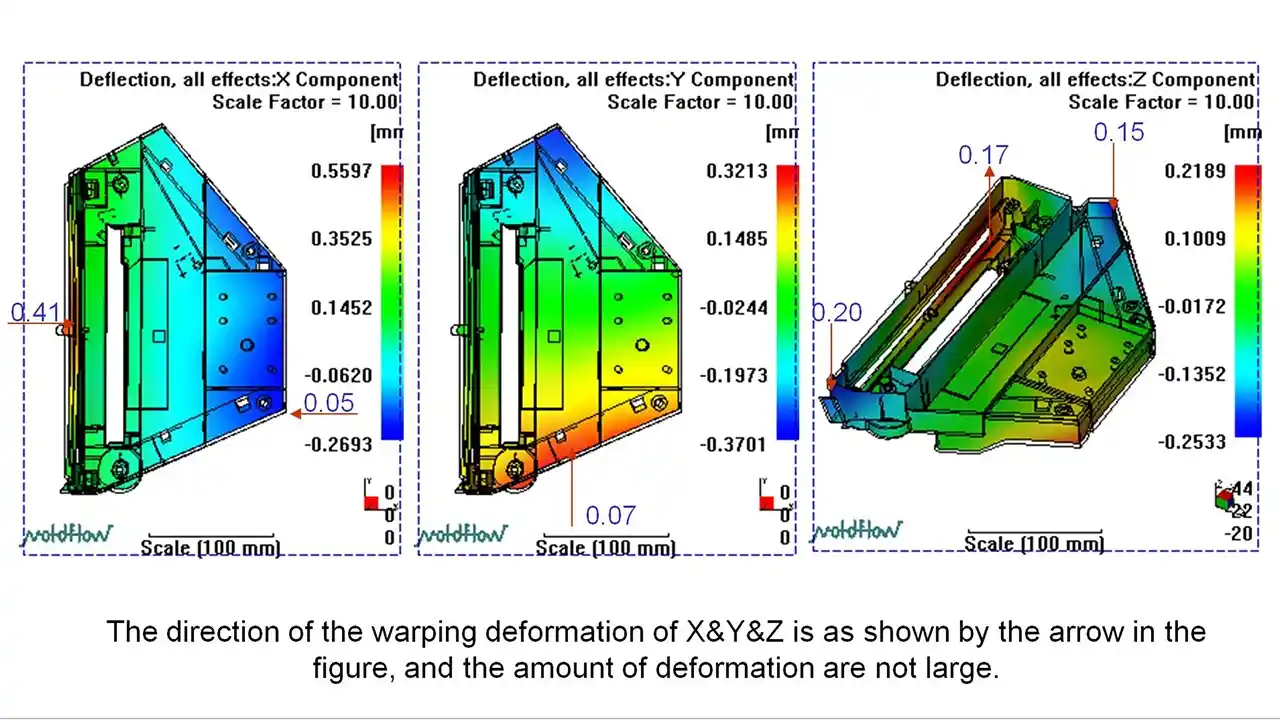
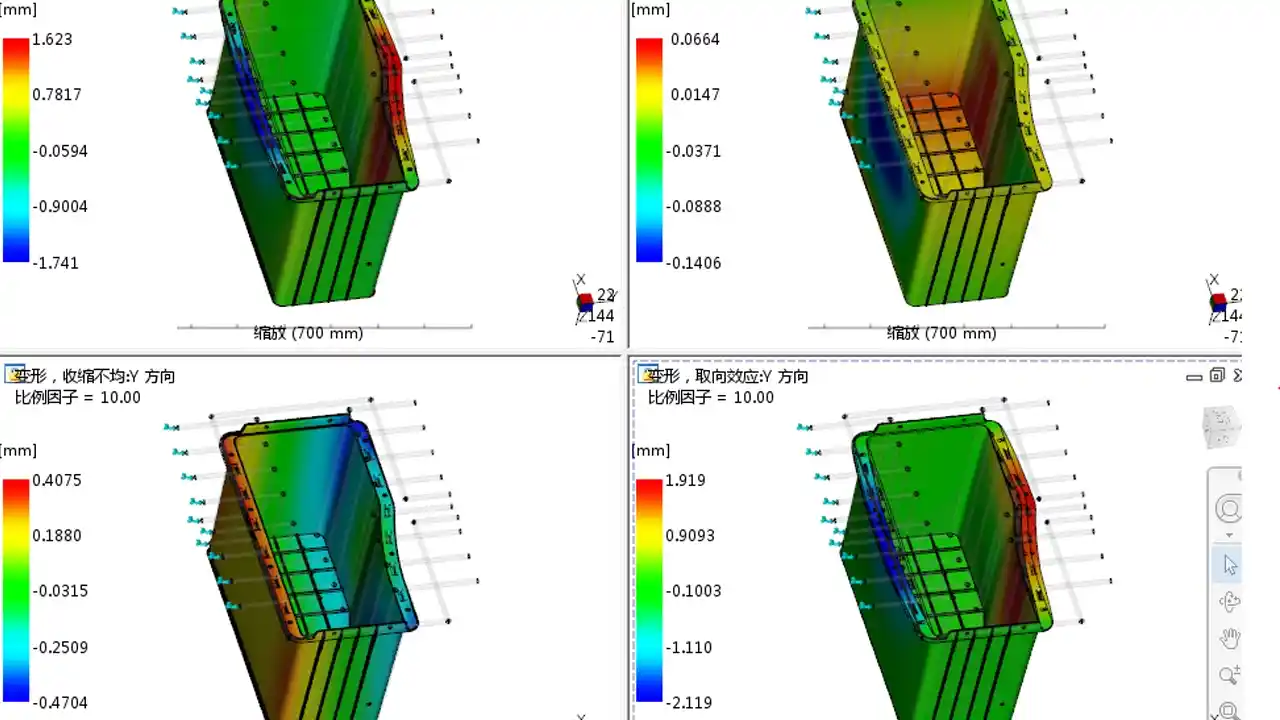
- Прогнозирование коробления — насколько деталь деформируется после охлаждения и по каким осям
- Индикаторы линии сварки и воздушных пузырей — точные места, чтобы вы могли оценить степень серьезности повреждения с точки зрения функциональности детали
Дело не в том, чтобы уметь работать с программным обеспечением. Дело в том, чтобы понимать, какие результаты требуют принятия мер, какие компромиссы приемлемы и что на самом деле означает “достаточно хорошо” для вашего конкретного случая применения. Такое суждение не исходит из программного обеспечения. Оно исходит из опыта.
Кто должен присутствовать в комнате?
В идеале инженер-конструктор пресс-форм и конструктор изделия совместно анализируют результаты. Результаты моделирования зачастую требуют внесения изменений в геометрию, а эти изменения должны быть утверждены лицом, ответственным за конструкцию. Когда команды, занимающиеся моделированием и проектированием, работают изолированно друг от друга, изменения вносятся в одиночку — или, что ещё хуже, не вносятся вовсе.
Что на самом деле позволяет выявить анализ потока в пресс-форме?

Обычно считается, что моделирование “выявляет проблемы”. Но какие именно проблемы? Конкретные данные дают больше возможностей для действий, чем расплывчатое обобщение.
Анализ потока расплава позволяет выявить: коробление и искажение размеров, вызванные неравномерным охлаждением или остаточными напряжениями; линии сварки, возникающие в местах соприкосновения фронтов потока при низкой температуре и характеризующиеся плохим сцеплением; воздушные карманы, приводящие к появлению следов ожога или подповерхностных пустот; неполное заполнение из-за недостаточного давления наполнения или чрезмерно суженных путей потока; вмятины, вызванные неравномерностью толщины стенок; струйные отложения, возникающие из-за несоответствия скоростей потока в литнике; а также неравномерность заполнения в многогнездных пресс-формах. Каждый дефект имеет свою конкретную первопричину, и моделирование позволяет выявить как симптом, так и источник проблемы — давая инженерам конкретные рекомендации для действий, а не просто называя проблему.
Позвольте мне подробнее остановиться на тех моментах, которые больше всего удивляют клиентов.
Деформация: скрытый вид отказа прецизионных деталей
Деформация, пожалуй, является самым опасным дефектом в прецизионном литье под давлением — и самым сложным для устранения после изготовления. Внутри формы деталь выглядит правильной по размерам. Однако после извлечения из формы и охлаждения до комнатной температуры она прогибается, скручивается или выпучивается. Иногда отклонение составляет доли миллиметра, а иногда — несколько миллиметров.
Основные причины почти всегда связаны с асимметрией охлаждения (одна сторона остывает быстрее другой, что приводит к возникновению внутренних напряжений) или с ориентацией волокон в материалах, армированных стекловолокном. Моделирование позволяет прогнозировать прогиб от коробления по всем трем осям, что дает инженерам возможность перепроектировать контур охлаждения или скорректировать геометрию стенок ещё до начала механической обработки стали.
Для производство прецизионных пресс-форм В проектах с жесткими допусками на сборку выявление коробления на этапе моделирования — это не просто возможность, а единственный практичный способ справиться с этой проблемой.
Линии сварки: конструктивная проблема, которую легко упустить из виду
Сварные швы образуются в местах слияния и соединения двух фронтов потока металла. Прочность соединения в этом месте всегда ниже, чем у окружающего основного материала — порой значительно ниже. В случае декоративного корпуса правильно расположенный сварной шов может быть приемлем. Однако на консольной детали с защелкивающимся соединением или на несущей стенке это — потенциальный источник отказа, который рано или поздно приведет к поломке.
Моделирование точно показывает, где будут образовываться линии сварки. После этого инженеры могут изменить расположение литников, скорректировать скорость впрыска или спроектировать переливные камеры, чтобы сместить линии сварки в некритические зоны.
Баланс для заполнения нескольких полостей
В многогнездных пресс-формах, где за один цикл изготавливается несколько идентичных деталей, необходимо, чтобы заполнение всех гнезд происходило с одинаковой скоростью. Нарушение баланса приводит к тому, что одни гнезда переполняются (появление облоя, погрешности в размерах), а другие — не дозаполняются (недолив, неполная геометрия). Моделирование потока в пресс-форме позволяет определить геометрию литниковой системы, обеспечивающую естественный баланс, что имеет огромное значение для стабильного качества при серийном производстве.
Анализ потока плавника при литье под давлением: когда он действительно целесообразен?

Моделирование — дело не бесплатное. На него уходит время инженеров. Так когда же оно действительно окупается, а когда его можно заменить опытом?
В литье под давлением анализ потока в пресс-форме особенно востребован в следующих случаях: сложная геометрия и длинные пути течения; тонкостенные детали, где давление наполнения находится на пределе; инженерные пластики с непредсказуемым поведением при усадке; прецизионные детали, где точность размеров напрямую влияет на сборку или функциональность; многогнездные пресс-формы, требующие сбалансированного наполнения; а также в любых проектах, где затраты на доработку пресс-формы были бы непомерно высокими. В случае простых симметричных деталей из стандартных пластиков с короткими, беспрепятственными путями течения опытные инженеры часто могут полагаться на интуицию — хотя даже в таких случаях моделирование позволяет выявить ошибки в размещении литников, которые даже опытные специалисты порой упускают из виду.
Вот как я подхожу к этому с практической точки зрения.
Стоимость анализа потока в пресс-форме, как правило, составляет лишь небольшую долю от общих затрат на изготовление пресс-формы. Для пресс-формы стоимостью в диапазоне от $15 000 до $50 000 моделирование может увеличить время подготовки к производству на $500–$2 000. Одна-единственная модификация пресс-формы — перенос литникового отверстия, доработка каналов охлаждения, перепроектирование литникового канала — может обойтись в $1 000–$10 000 и привести к задержке на две–четыре недели. Расчеты почти всегда говорят в пользу моделирования.
Когда это не подлежит обсуждению
В случае некоторых типов проектов отказ от моделирования действительно неоправдан:
Конструкционные и видимые детали автомобилей — допуски ±0,1 мм или более жесткие, часто применительно к материалам, армированным стекловолокном, которые демонстрируют сложную динамику коробления. Одно изменение конструкции пресс-формы в данном случае может обойтись на порядок дороже, чем первоначальный бюджет на моделирование.
Корпуса и функциональные компоненты медицинских устройств — там, где точность размеров влияет на соблюдение нормативных требований, зазоры при сборке и надежность устройства. Такие пресс-формы не подлежат неформальному ремонту в полевых условиях.
Корпуса бытовой электроники с поверхностями класса A — там, где швы сварки и вмятины неприемлемы с эстетической точки зрения. Покупатели возвращают товары именно по этой причине. Бренды это помнят.
Крупные детали с длинными каналами потока — когда пластик должен преодолевать значительное расстояние, происходит накопление перепада давления, и возникает реальная угроза неполного заполнения формы.
Когда опыт может заменить
Простая симметричная крышка из полипропилена с равномерной толщиной стенок? Старшему инженеру-конструктору пресс-форм с 20-летним практическим опытом, вероятно, не понадобится программное обеспечение для проверки размещения литников. Геометрия нетребовательна, материал хорошо изучен, а виды отказов предсказуемы.
Опасность заключается в том, что эту же уверенность применяют к деталям, которые посмотри просты, но таят в себе скрытую сложность — внутренние ребра жесткости, асимметричные требования к охлаждению, несущие зоны в неожиданных местах. Именно в таких случаях решения, основанные исключительно на интуиции, обходятся дорого.
Насколько точным на самом деле является моделирование потока в пресс-форме?
Если моделирование настолько полезно, почему после его проведения детали по-прежнему получаются некачественными? Это вполне обоснованный вопрос — и честный ответ на него раскрывает важную информацию о том, как правильно использовать эти инструменты.
Точность моделирования потока расплава в значительной степени зависит от качества исходных данных: точности данных о материале, чистоты геометрии и реалистичности технологических параметров. Анализ заполнения и прогнозы распределения давления, как правило, являются надежными при благоприятных условиях. Прогнозирование коробления менее стабильно, особенно в случае материалов, армированных стекловолокном, и полукристаллических материалов, где влияние ориентации волокон вносит дополнительную неопределенность. Моделирование следует рассматривать прежде всего как ценный инструмент снижения рисков, а не как гарантию успеха с первой попытки. Опыт инженера, интерпретирующего результаты, имеет не меньшее значение, чем программное обеспечение, генерирующее эти результаты.
Проблема данных о материалах
Большинство платформ для моделирования используют базу данных смол, однако не все марки каждого полимера представлены в ней точно. Если нужного вам материала нет в базе данных, вы используете наиболее близкий из доступных вариантов. Для хорошо изученных стандартных смол, таких как АБС, ПП и ПК, такие варианты обычно достаточно точны. Что касается специальных марок — композитов с высоким содержанием наполнителя, индивидуальных смесей, новых инженерных смол — записи в базе данных могут быть устаревшими на несколько лет или основанными на слегка отличающихся условиях испытаний.
Именно поэтому знание материалов имеет такое же большое значение, как и возможности моделирования. Инженеры, которые на фундаментальном уровне понимают поведение полимерных материалов, используют результаты моделирования иначе, чем те, кто воспринимает эти результаты как окончательные.
Прогнозирование коробления: скорее направленное, чем абсолютное
Моделирование деформаций включает одновременный расчет усадки, полей остаточных напряжений, ориентации волокон (в наполненных материалах) и релаксации после выталкивания. Каждый из этих факторов вносит свою долю неопределенности. На практике при моделировании обычно получают направление деформации вправо и относительная величина правильно — то есть он точно предсказывает, какие области деформируются сильнее всего и в каком направлении. При этом абсолютные значения иногда отличаются на значительную величину.
Практический подход: использовать моделирование деформации в качестве ориентира при принятии проектных решений — при определении схемы контура охлаждения, распределения толщины стенок, расположения литниковых каналов — а не в качестве прогноза размеров для сравнения с допусками чертежа.
Почему устный перевод превосходит простой вывод текста
Два инженера, глядя на одно и то же моделирование, могут прийти к разным выводам. Линия сварного шва в невидимой, ненесущей области может быть вполне приемлемой. Та же самая линия сварного шва на защелкивающемся кронштейне или уплотнительной поверхности является причиной отказа. Понимание этого различия — а также понимание того, какие компромиссы являются инженерными решениями, а какие — рисками, — и делает моделирование по-настоящему ценным инструментом в производстве.
Это инженерное суждение. Программное обеспечение его не дает.
Может ли компания Dimud проводить анализ потока в пресс-форме?
Клиенты часто задают этот вопрос на ранних этапах проекта — не потому, что сомневаются в нас, а потому, что другие поставщики предлагали им цены “с включенным моделированием”, а затем предоставляли цветную распечатку без каких-либо технических обсуждений. Это вполне обоснованный скептицизм.
Да, компания Dimud предоставляет профессиональный анализ потока расплава в рамках наших инженерных услуг на этапе подготовки к изготовлению пресс-форм. Наши инженеры-конструкторы форм проводят моделирование литья под давлением, включающее анализ заполнения, оценку контура охлаждения, прогнозирование коробления, выявление линий сварки и воздушных пузырей, а также оптимизацию расположения литниковых каналов. Результаты обсуждаются с вашей проектной командой, и необходимые изменения вносятся до начала изготовления пресс-формы. Моделирование потока расплава в компании Dimud интегрировано с анализом технологичности (DFM) и проектированием пресс-формы — оно не предлагается в качестве отдельной опции.
Когда заказчик присылает нам 3D-модель для нового проекта, наша команда не приступает к открытию файла с проектом пресс-формы в первый же день. Мы начинаем с анализа технологичности (DFM) — проверяем геометрию на наличие рисков, связанных с технологичностью, на соответствие материала, углы наклона, равномерность толщины стенок и реализуемость элементов. Для любой детали со значительной степенью сложности в рамках этого начального этапа проводится моделирование потока материала в пресс-форме.
Что мы моделируем и как используем полученные результаты
Наш рабочий процесс моделирования охватывает те случаи, которые фактически определяют принятие решений:
Анализ заполнения — при правильном определении положения литникового канала, геометрии литниковой канавки и параметров впрыска обеспечивается равномерное и полное заполнение полости без вытекания материала и следов задержки.
Анализ охлаждения — оценка того, обеспечивает ли схема расположения охлаждающих каналов достаточно равномерное распределение температуры, или же появление «горячих точек» приведет к деформации изделия или неоправданно увеличит продолжительность цикла.
Прогнозирование коробления — оценка отклонений размеров после выталкивания, что особенно важно для деталей с соединительными поверхностями, требованиями к плотной посадке или элементами защелкивающегося соединения.
Визуализация линий сварки и воздушных карманов — определение места повреждения и приблизительной степени его серьезности с учетом конструктивных требований к детали и зон внешнего вида.
Результаты передаются как нашим конструкторам пресс-форм, так и заказчику. Если в ходе моделирования выявляется необходимость изменения конструкции, мы обсуждаем это — мы не принимаем это молча и не надеемся, что проблема исчезнет в ходе испытаний.
Почему интеграция важнее, чем сам инструмент
Самое главное в этом не то, какое программное обеспечение мы используем. А то, что наши команда инженеров-конструкторов пресс-форм выполняет моделирование, проводит анализ технологичности (DFM), разрабатывает форму и контролирует производство — и всё это собственными силами, при постоянном взаимодействии между специалистами.
Инженер, который в ходе моделирования выявляет риск деформации, — это тот же инженер, который разрабатывает контур охлаждения для устранения этой проблемы. Именно этот инженер анализирует результаты первого пробного литья. Такая преемственность встречается нечасто. Именно поэтому мы стабильно обеспечиваем высокий показатель приемлемости пресс-форм с первого раза даже в сложных проектах по изготовлению пресс-форм.
Приводит ли анализ потока плавки к увеличению затрат на изготовление пресс-форм — или, напротив, к их сокращению?

Вопрос о стоимости всегда поднимается в разговоре. И это правильно. Так что давайте ответим на него прямо, а не будем ходить вокруг да около.
Анализ потока расплава позволяет стабильно снижать общую стоимость изготовления пресс-формы за счет предотвращения необходимости внесения изменений в конструкцию пресс-формы до начала производства. Стоимость моделирования незначительна по сравнению с инвестициями в изготовление пресс-формы, тогда как каждая модификация пресс-формы — перемещение литника, доработка каналов охлаждения, изменение геометрии литниковой системы — обычно обходится в $1 000–$10 000 и приводит к задержке на две–четыре недели. В случае сложных пресс-форм предотвращение всего одной модификации окупает затраты на моделирование многократно. Для программ с большими объемами производства или деталей с узкими допусками расчет соотношения затрат и выгод не вызывает сложностей.
Именно на этапе изготовления инструментов проекты часто сбиваются с курса — не потому, что инженеры некомпетентны, а потому, что взаимодействие геометрии, свойств материала и технологического процесса приводит к возникновению комбинаций, которые действительно трудно предсказать без моделирования. Даже опытные инструментальщики скажут вам: некоторые неудачи становятся заметными только задним числом.
Стоимость пропуска этого шага с течением времени
Когда после первого испытания выясняется, что у пресс-формы возникла проблема с короблением, которую можно было бы выявить с помощью моделирования, обычно происходит следующее:
- Анализ результатов испытаний и выявление дефектов: 1–3 дня
- Технический анализ первопричин: 1–2 дня
- Модификация пресс-формы (если это возможно с использованием имеющейся стали): 3–10 дней
- Повторное тестирование и проверка размеров: 2–5 дней
- Общее влияние на график: как минимум 2–4 недели
Если внести изменения в имеющуюся стальную форму невозможно, а форма требует значительной доработки, этот срок увеличивается до 6–10 недель, а затраты могут приблизиться к первоначальной стоимости изготовления инструмента.
Сравните это с ситуацией, когда моделирование, проводимое за 2–3 дня до начала изготовления пресс-форм, выявляет тот же риск и позволяет скорректировать геометрию ещё на этапе подготовки 3D-файла — а внедрение таких изменений практически ничего не стоит.
Где на самом деле накапливаются сбережения
Экономия, достигаемая за счет моделирования, не всегда выражается в значительных цифрах по отдельным статьям расходов. Она накапливается на протяжении всего жизненного цикла проекта:
- Перемещение ворот не требуется = сварка стали и повторная электроэрозионная обработка не требуются
- Сбалансированное охлаждение = более быстрое и стабильное время цикла с самого начала
- Предполагаемое коробление = отсутствие необходимости в дополнительных зажимных приспособлениях или корректировке после производства
- Заранее обозначенные линии сварки = отсутствие косметической доработки на поверхностях класса A
Для услуги по литью под давлением При реализации крупносерийных производственных программ даже небольшое улучшение эффективности времени цикла на 5% — такого рода, которое обеспечивает более эффективная система охлаждения, — дает значительный кумулятивный эффект при миллионах циклов литья. Это не теоретическая выгода. Это реальная, поддающаяся измерению выгода, которую клиенты, осуществляющие длительные производственные циклы, видят в показателях себестоимости единицы продукции.
Заключение
Анализ потока расплава — это одна из тех вещей, которые кажутся необязательными, пока вы не поплатитесь за то, что пропустили этот этап. Лучше всего проводить его до того, как кто-либо приступит к резке стали — когда изменения в конструкции можно внести быстро, недорого и без серьезных последствий. К моменту, когда пресс-форма поступает на пробное производство, эта возможность уже упущена. Если вы переходите к изготовлению пресс-формы, но ещё не провели моделирование, стоит остановиться и подумать. Свяжитесь с инженерной командой Dimud — мы подробно расскажем вам, какие результаты даст моделирование именно для вашей детали, и что нужно сделать, чтобы устранить любые риски, прежде чем они приведут к необходимости доработки формы.




