

Dans les projets de moulage par injection, de nombreux problèmes n’apparaissent qu’au moment des essais, voire de la production en série, ce qui entraîne une augmentation des coûts et un allongement des délais de livraison. L’analyse de l’écoulement dans le moule permet de prévoir des risques tels que le remplissage, le retrait, la formation de vides et le gauchissement avant même la fabrication du moule, contribuant ainsi à optimiser la conception et les processus. Quels types de problèmes permet-elle réellement d’identifier ? Les résultats sont-ils fiables ? Dans quels cas est-il judicieux de la réaliser ? Cet article vous donnera un aperçu rapide des avantages pratiques et de la valeur ajoutée de l’analyse de l’écoulement dans le moule.
L'analyse de l'écoulement dans le moule (également appelée simulation Moldflow ou simulation de moulage par injection) est un processus informatisé qui permet de prédire le comportement du plastique fondu à l'intérieur de la cavité d'un moule avant même que l'acier ne soit découpé. À l'aide d'un logiciel spécialisé, les ingénieurs simulent l'intégralité du cycle d'injection — du remplissage en plastique et de la dynamique des points d'injection aux schémas de refroidissement et au gauchissement post-éjection. L'objectif : identifier rapidement les risques de défauts, valider l'emplacement des points d'injection et les choix de conception du moule, et réduire les coûteuses phases d'essais et d'erreurs qui grèvent les budgets d'outillage et allongent les délais de projet.
Considérez cela comme un test de résistance pour la conception de votre moule — réalisé virtuellement, avant même qu’un seul centre d’usinage ne soit utilisé. Cela ne garantit pas un premier moulage parfait. Mais cela fait nettement pencher la balance en votre faveur. Voyons ensemble en quoi cela consiste exactement, à quel moment cela est important, et pourquoi le fait de ne pas y recourir est souvent la décision la plus coûteuse qu’une équipe de projet puisse prendre.
Quel est l'objectif de l'analyse de l'écoulement dans les moules ?

De nombreuses équipes considèrent la simulation comme facultative : une étape que l'on met en œuvre pour les projets à gros budget et très complexes, mais que l'on néglige pour les projets “ simples ”. Cette approche a fait échouer plus de projets que je ne peux en compter. Alors, quel problème cherche-t-elle réellement à résoudre ?
L'objectif principal de l'analyse de l'écoulement dans le moule est de prévenir les défauts de moulage par injection avant le début de l'outillage. Elle identifie les endroits où des problèmes tels que le gauchissement, les lignes de soudure, les poches d'air, les creux et le remplissage incomplet sont susceptibles de se produire — et en explique les causes. Au-delà de la détection des défauts, elle sert à optimiser l’emplacement des points d’injection, la conception des canaux d’alimentation, la répartition de l’épaisseur des parois, la disposition des canaux de refroidissement et les paramètres du processus d’injection. Résultat : moins de modifications du moule, une montée en puissance plus rapide de la production et une qualité des pièces plus homogène d’un cycle de production à l’autre.
Voici un cas que j’ai observé à plusieurs reprises lors de nos revues d’ingénierie. Un client nous soumet un modèle impeccable, convaincu que la géométrie est prête pour la production. Nous effectuons une simulation d’écoulement et, en l’espace d’une journée, nous détectons une ligne de soudure qui se forme directement sur une pièce structurelle à emboîtement. Pas à proximité, mais — sur En effet. Si ce moule avait été usiné et testé, la pièce aurait présenté un défaut lors de l'assemblage. Ce n'est pas une simple hypothèse. L'aurait fait.
C'est là le véritable intérêt de la simulation. Il ne s'agit pas de l'optimisation comme d'un luxe, mais de la prévention comme d'une nécessité.
Détecter les défauts avant qu'ils ne vous coûtent cher
L'objectif premier est la prévision des défauts. La simulation retrace le parcours du plastique en fusion à l'intérieur de la cavité et signale les zones où des problèmes apparaissent :
- Lignes de soudure — là où deux fronts d'écoulement se rencontrent et fusionnent faiblement, ce qui réduit la résistance structurelle de 20 à 50% selon la résine
- Pièges à air — des zones où l’air refoulé ne peut s’échapper, ce qui provoque des traces de brûlure, des vides ou la formation de cloques en surface
- Refroidissement inégal — ce qui génère des contraintes résiduelles internes, entraînant une déformation après l'éjection
- Transitions brusques d'épaisseur de paroi — qui laissent des traces d’affaissement à la surface
Aucun de ces cas n'est rare. On les rencontre constamment lors des premiers essais, en particulier sur les pièces qui jette un œil simples, mais dont la complexité du flux est cachée.
L'emplacement de la porte : la décision qui change tout
L'emplacement de la buse d'injection — point d'entrée du plastique — a des conséquences considérables en aval du processus. Il suffit de la décaler de 5 mm pour modifier l'équilibre du front d'écoulement, créer de nouvelles lignes de soudure ou faire pénétrer de l'air dans une zone critique. La simulation d'écoulement dans le moule vous permet de tester plusieurs positions de buse en quelques heures. C'est une liberté que vous perdez définitivement une fois l'acier découpé.
Optimisation des processus avant même que quiconque ne touche à une machine
La simulation porte également sur les paramètres du procédé : vitesse d'injection, température de la matière fondue, pression de maintien, temps de refroidissement. Tester cinquante combinaisons virtuelles ne coûte pratiquement rien. En revanche, réaliser les mêmes expériences sur une presse à injection réelle nécessite du temps, du matériel et des heures-machine — à chaque itération.
Comment réaliser une analyse de l'écoulement dans les moules ?
Le processus n'a rien de mystérieux, mais il existe un véritable fossé entre le fait de lancer une simulation et celui de l'interpréter correctement. Voici comment cela fonctionne concrètement.
L'analyse Mold Flow se déroule en cinq étapes : (1) Préparer un modèle CAO 3D propre et étanche de la pièce et de la cavité du moule ; (2) Sélectionner le matériau plastique spécifique à partir d'une base de données de résines validée, incluant les propriétés propres à chaque grade telles que la viscosité, le retrait et la conductivité thermique ; (3) Définir les paramètres de processus : vitesse d’injection, température de la matière fondue et du moule, type et emplacement de l’entrée de matière, disposition des canaux de refroidissement ; (4) Lancer la simulation et générer des résultats visuels présentant les schémas de remplissage, la répartition de la pression, les cartes de température et les prévisions de défauts ; (5) Interpréter les résultats et intégrer les modifications de conception avant le début de l’outillage. Parmi les logiciels couramment utilisés, on peut citer Autodesk Moldflow et Moldex3D.
La première étape revêt une importance bien plus grande que la plupart des gens ne le pensent. Un modèle CAO désordonné ou géométriquement incomplet donne lieu à des résultats imprécis. Avant de lancer les simulations, la géométrie doit être propre et correctement maillée — c'est-à-dire convertie en milliers de petits éléments que le solveur peut traiter. Une mauvaise qualité de maillage est l'une des raisons les plus courantes pour lesquelles les résultats des simulations ne correspondent pas au comportement réel du moulage.
Le choix des matériaux n'est pas une simple formalité
Le logiciel ne simule pas le “ plastique ” en général. Vous devez préciser la résine exacte : ABS, PC, PA66 chargé de verre, PEEK, ou tout autre matériau que vous utilisez réellement. Le comportement à l'écoulement du nylon chargé de verre n'a rien à voir avec celui du polypropylène non chargé. Courbes de viscosité, taux de retrait, conductivité thermique, comportement à la cristallisation : toutes ces données sont extraites de la base de données des matériaux et influencent directement les résultats de votre simulation.
Si vous utilisez une classe de matériau inadaptée ou si vous remplacez un matériau spécifique par un produit générique, votre simulation deviendra purement décorative et perdra tout caractère diagnostique.
Ce que l'affichage vous montre réellement
Une fois la simulation terminée, vous obtenez un ensemble de cartes visuelles interactives :
- Animation de remplissage — comment le front d'écoulement progresse à travers la cavité en temps réel
- Répartition de la pression — les zones soumises à une pression d'injection élevée, ce qui est lié au risque de formation de lignes de soudure
- Cartes de température — les zones qui refroidissent trop lentement ou de manière inégale, l’une des principales causes de déformation
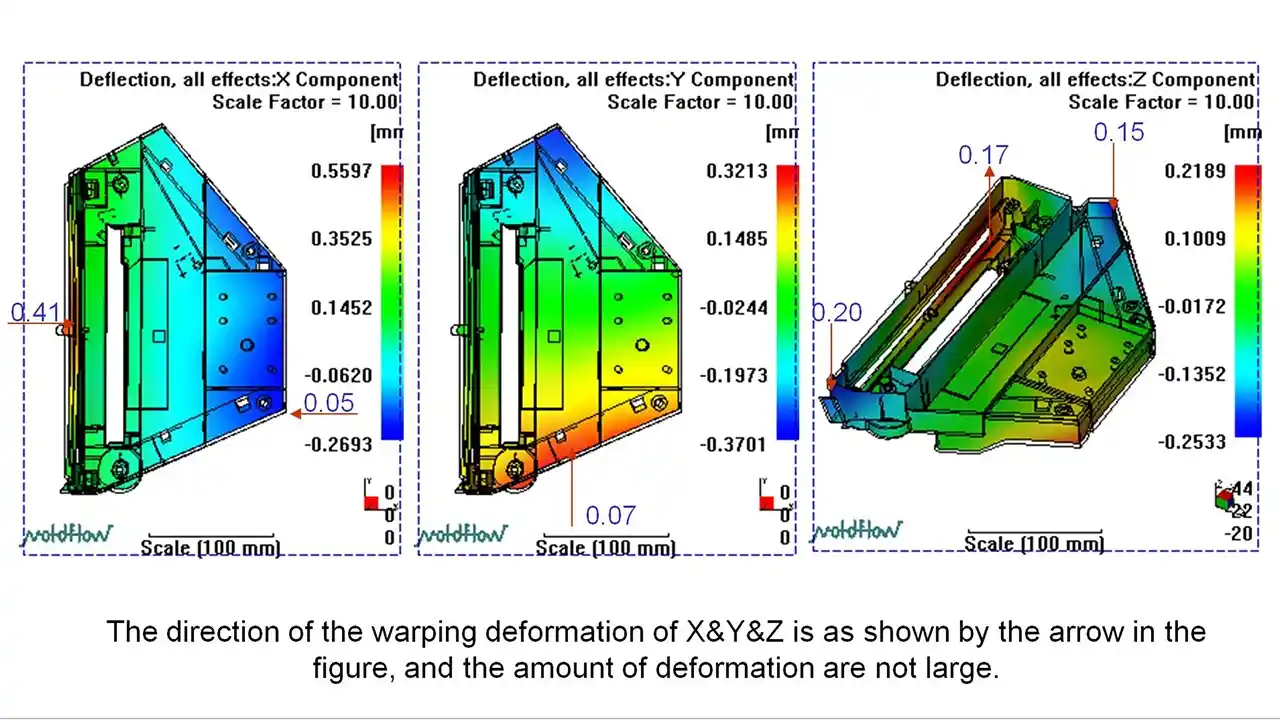
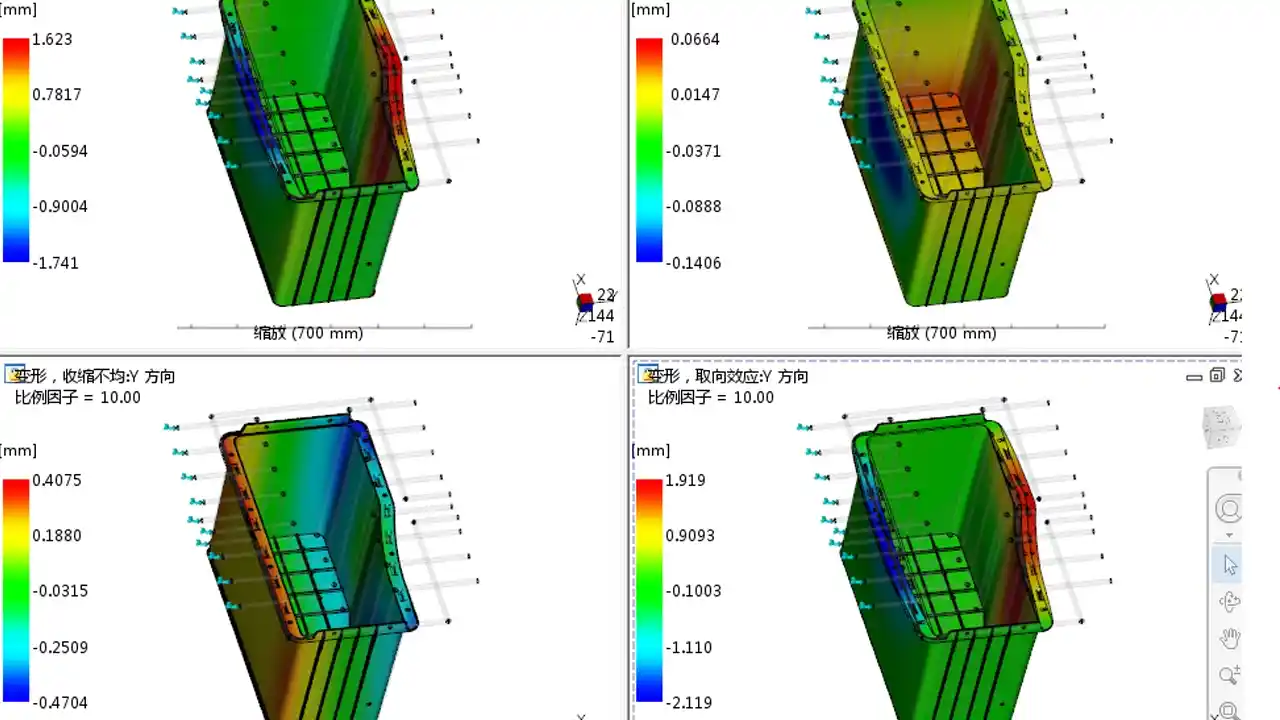
- Prévision du gauchissement — de combien la pièce se déforme après refroidissement, et selon quels axes
- Indicateurs de ligne de soudure et de poches d'air — les emplacements précis, afin que vous puissiez évaluer la gravité du problème par rapport à la fonction de la pièce
Le véritable savoir-faire ne réside pas dans la maîtrise du logiciel. Il s'agit plutôt de savoir quels résultats nécessitent une intervention, quels compromis sont acceptables et ce que signifie réellement “ suffisamment bon ” pour votre application spécifique. Ce jugement ne vient pas du logiciel. Il vient de l'expérience.
Qui doit être présent dans la salle ?
Dans l'idéal, l'ingénieur mouleur et le concepteur de produit examinent ensemble les résultats. Les résultats de la simulation nécessitent souvent des modifications géométriques, et ces modifications doivent être validées par le responsable de la conception. Lorsque les équipes de simulation et de conception travaillent en silos, les modifications sont apportées de manière isolée — ou pire encore, elles ne sont tout simplement pas mises en œuvre.
Que permet réellement de détecter l'analyse du flux de moulage ?

On sait généralement que la simulation “ permet de détecter des problèmes ”. Mais de quels problèmes s'agit-il ? Les détails sont plus exploitables qu'un résumé vague.
L'analyse Mold Flow permet de détecter : le gauchissement et les déformations dimensionnelles dus à un refroidissement inégal ou à des contraintes résiduelles ; les lignes de soudure, là où les fronts d’écoulement se rencontrent à basse température et ne se lient pas correctement ; les poches d’air qui produisent des marques de brûlure ou des vides sous la surface ; les remplissages insuffisants dus à une pression de remplissage insuffisante ou à des voies d’écoulement trop restreintes ; les affaissements dus à des déséquilibres d’épaisseur de paroi ; les projections dues à des décalages de vitesse au niveau de l’entrée ; et les déséquilibres de remplissage dans les moules à plusieurs cavités. Chaque défaut a une cause première distincte, et la simulation identifie à la fois le symptôme et la source — offrant ainsi aux ingénieurs des pistes d’action concrètes, et non pas simplement un problème à nommer.
Je vais vous parler plus précisément de celles qui surprennent le plus les clients.
Déformation : le mode de défaillance silencieux des pièces de précision
Le gauchissement est sans doute le défaut le plus redouté dans le moulage par injection de précision — et le plus difficile à corriger a posteriori. Une pièce semble aux dimensions correctes à l'intérieur du moule. Une fois éjectée et refroidie à température ambiante, elle se courbe, se tord ou se bombe. Parfois de quelques fractions de millimètre. Parfois de plusieurs millimètres.
Les causes profondes sont presque toujours liées à une asymétrie de refroidissement (un côté se refroidit plus rapidement que l'autre, ce qui génère des contraintes internes) ou à l'orientation des fibres dans les matériaux renforcés de verre. La simulation permet de prédire la déformation par gauchissement selon les trois axes, ce qui permet aux ingénieurs de repenser le circuit de refroidissement ou d'ajuster la géométrie des parois avant même que l'acier ne soit usiné.
Pour fabrication de moules de précision Dans le cadre de projets soumis à des tolérances d'assemblage strictes, la détection du gauchissement lors de la simulation n'est pas facultative. C'est la seule solution pratique pour y remédier.
Lignes de soudure : un problème structurel difficile à détecter à l'œil nu
Les lignes de soudure se forment à l'endroit où deux fronts d'écoulement convergent et fusionnent. La liaison à cette jonction est toujours plus faible que celle du matériau de base environnant — parfois de manière significative. Sur un boîtier à vocation esthétique, une ligne de soudure bien placée peut s'avérer acceptable. En revanche, sur un élément en porte-à-faux à emboîtement ou une paroi soumise à la pression, elle constitue un mode de défaillance qui ne demande qu'à se déclencher.
La simulation permet de déterminer avec précision l'emplacement des lignes de soudure. Les ingénieurs peuvent alors repositionner les points d'injection, ajuster la vitesse d'injection ou concevoir des puits de débordement afin de déplacer les lignes de soudure vers des zones non critiques.
Balance de remplissage à cavités multiples
Les moules à plusieurs cavités — dans lesquels plusieurs pièces identiques sont produites par cycle — exigent que chaque cavité se remplisse au même rythme. Un déséquilibre entraîne un surremplissage de certaines cavités (bavures, erreur dimensionnelle) tandis que d’autres sont sous-remplies (injection insuffisante, géométrie incomplète). La simulation de l'écoulement dans le moule permet d'identifier la géométrie des canaux d'injection qui assure un équilibre naturel, ce qui est d'une importance capitale pour garantir une qualité constante à l'échelle de la production en série.
Analyse des flux de matière dans le moulage par injection : dans quels cas est-elle réellement utile ?

La simulation a un coût. Elle nécessite du temps de travail de la part des ingénieurs. Alors, dans quels cas est-elle vraiment rentable, et dans quels cas l'expérience peut-elle la remplacer ?
Dans le moulage par injection, l’analyse de l’écoulement dans le moule s’avère particulièrement utile dans les cas suivants : géométries complexes et longs trajets d’écoulement ; pièces à parois minces où la pression de remplissage est marginale ; résines techniques présentant un comportement de retrait imprévisible ; composants de précision dont la précision dimensionnelle influe directement sur l’assemblage ou le fonctionnement ; moules à plusieurs cavités nécessitant un équilibre de remplissage ; et tout projet où les coûts de modification du moule seraient prohibitifs. Pour les pièces simples et symétriques en résines courantes, présentant des trajets d’écoulement courts et sans obstruction, les ingénieurs expérimentés peuvent souvent se fier à leur intuition — même si, dans ce cas précis, la simulation permet de détecter des erreurs de placement des points d’injection que l’expérience ne parvient pas toujours à repérer.
Voici comment je vois les choses concrètement.
Le coût d’une analyse de l’écoulement dans le moule ne représente généralement qu’une petite fraction de l’investissement total dans l’outillage. Pour un moule dont le coût se situe entre $15 000 et $50 000, la simulation peut allonger le délai de pré-production de $500 à $2 000. Une seule modification du moule — déplacement de la buse d’injection, modification des canaux de refroidissement, refonte du canal d’alimentation — peut coûter entre $1 000 et $10 000 et entraîner un retard de deux à quatre semaines. Le calcul est presque toujours en faveur de la simulation.
Quand ce n'est pas négociable
Pour certains types de projets, il est tout simplement injustifiable de ne pas effectuer de simulation :
Composants structurels et esthétiques pour l'automobile — des tolérances de ±0,1 mm, voire plus strictes, souvent dans des matériaux renforcés de fibre de verre présentant un comportement de déformation complexe. Une seule modification du moule peut ici coûter un ordre de grandeur de plus que le budget initial alloué à la simulation.
Boîtiers et composants fonctionnels pour dispositifs médicaux — là où la précision dimensionnelle a une incidence sur la conformité réglementaire, les jeux d'assemblage et la fiabilité des appareils. Ces moules ne peuvent pas faire l'objet de retouches improvisées sur le terrain.
Boîtiers d'appareils électroniques grand public dotés de surfaces de classe A — là où les lignes de soudure et les creux de moulage sont inacceptables d'un point de vue esthétique. Les clients renvoient les produits pour cette raison. Les marques s'en souviennent.
Pièces de grande taille présentant de longs parcours d'écoulement — lorsque le plastique doit parcourir une distance importante, les pertes de charge s'accumulent et le risque de moulage insuffisant devient bien réel.
Quand l'expérience peut se substituer
Un bouchon simple et symétrique en polypropylène, avec une épaisseur de paroi uniforme ? Un ingénieur mouliste chevronné, fort de 20 ans d’expérience sur le terrain, n’a probablement pas besoin d’un logiciel pour valider l’emplacement de l’entrée de matière. La géométrie est tolérante, le matériau est bien connu et les modes de défaillance sont prévisibles.
Le danger réside dans le fait d'appliquer cette même confiance à des éléments qui jette un œil simples en apparence, mais qui recèlent une complexité cachée : nervures internes, exigences de refroidissement asymétriques, zones de résistance situées à des endroits inattendus. C’est là que se payer à l’intuition seul peut coûter cher.
Quelle est la précision réelle de la simulation de l'écoulement dans les moules ?
Si la simulation est si utile, pourquoi les pièces sont-elles parfois défectueuses après l'avoir effectuée ? C'est une question légitime — et la réponse honnête nous apprend quelque chose d'important sur la manière d'utiliser correctement ces outils.
La précision de la simulation de l'écoulement dans le moule dépend fortement de la qualité des données d'entrée : précision des données sur les matériaux, exactitude de la géométrie et réalisme des paramètres de processus. L'analyse du remplissage et les prévisions de répartition de la pression sont généralement fiables dans de bonnes conditions. La prévision du gauchissement est moins cohérente, en particulier pour les matériaux chargés de verre et semi-cristallins, où les effets liés à l'orientation des fibres introduisent une incertitude supplémentaire. La simulation doit être considérée avant tout comme un outil à forte valeur ajoutée permettant de réduire les risques, et non comme une garantie de réussite dès le premier essai. L’expérience de l’ingénieur chargé d’interpréter les résultats est tout aussi importante que le logiciel qui les génère.
Le problème des données sur les matériaux
La plupart des plateformes de simulation s'appuient sur une base de données de résines — mais toutes les qualités de chaque polymère n'y sont pas représentées avec précision. Lorsque votre matériau spécifique ne figure pas dans la base de données, vous utilisez la correspondance disponible la plus proche. Pour les résines courantes bien caractérisées comme l'ABS, le PP et le PC, ces correspondances sont généralement suffisamment précises. En revanche, pour les grades spécialisés — composites à forte teneur en charge, mélanges sur mesure, nouvelles résines techniques —, les données de la base peuvent dater de plusieurs années ou reposer sur des conditions d’essai légèrement différentes.
C'est pourquoi la connaissance des matériaux est tout aussi importante que les capacités de simulation. Les ingénieurs qui comprennent le comportement des résines à un niveau fondamental exploitent les résultats de simulation différemment de ceux qui considèrent ces résultats comme définitifs.
Prévision de la déformation : plus directionnelle qu'absolue
La modélisation du gauchissement implique de calculer simultanément le retrait, les champs de contraintes résiduelles, l'orientation des fibres (dans les matériaux chargés) et la relaxation post-éjection. Chacun de ces éléments introduit une incertitude. Dans la pratique, la simulation permet généralement d'obtenir le direction de déformation vers la droite et la magnitude relative exact — c'est-à-dire qu'il prédit correctement quelles zones subiront la plus forte déformation, et dans quelle direction. Les chiffres absolus présentent parfois un écart significatif.
Une approche pratique : utiliser la simulation de déformation pour orienter les choix de conception — disposition des circuits de refroidissement, répartition de l'épaisseur des parois, positionnement des points d'injection — plutôt que comme une prévision dimensionnelle destinée à être comparée aux tolérances indiquées sur les plans.
Pourquoi l'interprétation vaut mieux que la sortie brute
Deux ingénieurs peuvent examiner la même simulation et tirer des conclusions différentes. Une ligne de soudure située dans une zone non visible et non structurelle peut être tout à fait acceptable. La même ligne de soudure sur un bras à encliquetage ou une surface d'étanchéité constitue quant à elle un mode de défaillance. C'est cette capacité à faire la distinction — et à déterminer quels compromis relèvent de décisions d'ingénierie et lesquels constituent des risques — qui confère à la simulation toute sa valeur en production.
C'est une question de jugement technique. Les logiciels ne peuvent pas le fournir.
Dimud est-il en mesure de réaliser une analyse de l'écoulement dans les moules ?
Les clients posent souvent cette question dès le début d'un projet — non pas parce qu'ils doutent de nous, mais parce que d'autres fournisseurs leur ont proposé un devis “ simulation comprise ” et leur ont remis une impression couleur sans aucune discussion technique en amont. Un scepticisme tout à fait légitime.
Oui, Dimud propose des analyses professionnelles de l'écoulement dans les moules dans le cadre de nos services d'ingénierie préalables à la fabrication des moules. Nos ingénieurs spécialisés dans les moules réalisent des simulations de moulage par injection couvrant l'analyse du remplissage, l'évaluation des circuits de refroidissement, la prévision du gauchissement, la détection des lignes de soudure et des poches d'air, ainsi que l'optimisation de l'emplacement des points d'injection. Les résultats sont examinés avec votre équipe de conception, et les modifications sont intégrées avant le début de la fabrication du moule. Chez Dimud, la simulation de l'écoulement dans le moule est intégrée à l'étude de la fabricabilité (DFM) et à la conception du moule — elle n'est pas proposée comme une option isolée.
Lorsqu'un client nous envoie un modèle 3D pour un nouveau projet, notre équipe ne se contente pas d'ouvrir un fichier de conception de moule dès le premier jour. Nous commençons par une analyse DFM (conception pour la fabrication) : nous examinons la géométrie afin d’identifier les risques liés à la fabricabilité, la pertinence des matériaux, les angles de dépouille, l’uniformité de l’épaisseur des parois et la faisabilité des caractéristiques. Pour toute pièce présentant une complexité significative, une simulation d’écoulement dans le moule est effectuée dans le cadre de cette phase initiale.
Ce que nous simulons et ce que nous faisons des résultats
Notre processus de simulation couvre les cas qui déterminent réellement les décisions :
Analyse du remplissage — la vérification de l'emplacement de la buse, de la géométrie du canal d'injection et des paramètres d'injection permet d'obtenir un remplissage équilibré et complet de la cavité, sans traces de projection ni de hésitation.
Analyse du refroidissement — déterminer si la disposition des canaux de refroidissement permet d'obtenir une répartition suffisamment homogène de la température, ou si la présence de points chauds risque de provoquer un gauchissement ou d'allonger inutilement la durée du cycle.
Prévision du gauchissement — l'évaluation des écarts dimensionnels après éjection, ce qui revêt une importance particulière pour les pièces comportant des interfaces d'assemblage, soumises à des exigences d'ajustement serré ou dotées de caractéristiques d'encliquetage.
Cartographie des lignes de soudure et des poches d'air — déterminer l'emplacement et la gravité approximative par rapport aux exigences structurelles de la pièce et aux zones esthétiques.
Les résultats sont transmis à la fois à nos concepteurs de moules et au client. Si la simulation met en évidence la nécessité d'une modification de conception, nous en discutons — nous ne l'acceptons pas en silence en espérant qu'elle disparaisse lors des essais.
Pourquoi l'intégration est plus importante que l'outil lui-même
Ce qui importe le plus ici, ce n'est pas le logiciel que nous utilisons. C'est le fait que notre équipe d'ingénierie des moules réalise des simulations, procède à l'analyse de la fabricabilité (DFM), conçoit le moule et supervise la production — le tout en interne, dans le cadre d'une collaboration étroite entre les différentes équipes.
L'ingénieur qui signale un risque de déformation lors de la simulation est le même qui conçoit le circuit de refroidissement destiné à y remédier. C'est également lui qui examine le premier essai de moulage. Une telle continuité est rare. C'est aussi la raison pour laquelle nous maintenons systématiquement un taux élevé d'acceptation des moules dès le premier essai, même dans le cadre de projets d'outillage complexes.
L'analyse Mold Flow augmente-t-elle le coût de l'outillage — ou le réduit-elle ?

La question du coût revient toujours sur le tapis. Et c'est tout à fait normal. Alors, répondons-y sans détour, plutôt que de tourner autour du pot.
L'analyse du flux dans le moule permet de réduire systématiquement le coût total de l'outillage en évitant les modifications de moule avant même qu'elles ne surviennent. Le coût de la simulation est faible par rapport à l’investissement en outillage, tandis que chaque modification de moule — déplacement de la porte d’injection, modification des canaux de refroidissement, modification de la géométrie du canal d’alimentation — coûte généralement entre 1 000 et 10 000 et entraîne un retard de deux à quatre semaines. Sur un outillage complexe, une seule modification évitée couvre plusieurs fois le coût de la simulation. Pour les programmes à grand volume ou les pièces à tolérances serrées, le calcul du rapport coût-bénéfice est simple.
C'est au stade de la conception des outils que les projets peuvent dérailler — non pas parce que les ingénieurs manquent de compétences, mais parce que l'interaction entre la géométrie, le comportement des matériaux et le procédé donne lieu à des combinaisons véritablement difficiles à prévoir sans simulation. Même les outilleurs expérimentés vous le diront : certaines défaillances n'apparaissent qu'avec le recul.
Le coût, en termes de délais, de ne pas le faire
Lorsqu'un moule revient du premier essai avec un problème de déformation que la simulation aurait permis de détecter, voici comment les choses se déroulent généralement :
- Examen de l'essai et identification des défauts : 1 à 3 jours
- Analyse technique des causes profondes : 1 à 2 jours
- Modification du moule (si cela est possible avec l'acier existant) : 3 à 10 jours
- Nouveau test et validation dimensionnelle : 2 à 5 jours
- Impact total sur le calendrier : 2 à 4 semaines au minimum
Si la modification n'est pas réalisable avec l'acier actuel et que le moule nécessite d'importants travaux de retouche, ce délai peut s'étendre à 6 à 10 semaines, avec des coûts pouvant avoisiner le prix initial de l'outillage.
Comparez cela à une simulation s’étalant sur deux à trois jours avant le début de la fabrication des outils, qui permet d’identifier ce même risque et d’apporter une modification géométrique dès la phase de conception 3D — une modification dont la mise en œuvre ne coûte pratiquement rien.
Où s'accumulent réellement les économies ?
Les économies réalisées grâce à la simulation ne sont pas toujours spectaculaires au niveau d'un poste budgétaire pris isolément. Elles s'accumulent toutefois tout au long du cycle de vie du projet :
- Pas de déplacement de la porte = pas de soudure d'acier ni de nouvel usinage par électroérosion
- Un refroidissement équilibré = des temps de cycle plus rapides et plus stables dès le départ
- Déformation prévue = pas de fixation secondaire ni de correction après production
- Lignes de soudure pré-identifiées = aucune retouche esthétique sur les surfaces de classe A
Pour services de moulage par injection Dans le cadre de programmes de production à grand volume, même une amélioration de 5% de l’efficacité du temps de cycle — du type de celle obtenue grâce à une conception de refroidissement optimisée — se répercute de manière significative sur des millions de moulages. Il ne s’agit pas d’un avantage théorique. C’est un gain réel et mesurable que les clients ayant de longues séries de production constatent dans leurs chiffres de coût par pièce.
Conclusion
L'analyse Mold Flow fait partie de ces étapes qui semblent facultatives jusqu'à ce que l'on en paie le prix pour les avoir négligées. Le meilleur moment pour la réaliser, c'est avant que quiconque ne se lance dans l'usinage de l'acier — à un stade où les modifications de conception sont rapides, peu coûteuses et sans conséquences. Une fois que le moule est en phase d'essai, cette marge de manœuvre a disparu. Si vous vous apprêtez à passer à la fabrication des outils et que vous n'avez pas encore effectué de simulation, cela vaut la peine de marquer une pause. Contactez l'équipe d'ingénieurs de Dimud — nous vous expliquerons en détail ce que la simulation révélerait concrètement pour votre pièce, et ce qu’il faudrait faire pour pallier les risques éventuels avant qu’ils n’entraînent des retouches de moulage.




