

A clean CAD model does not guarantee a successful production launch. In moldeo por inyección, small design decisions — wall thickness, gate location, cooling layout, parting line placement — can quietly determine whether a tool runs efficiently or becomes an expensive source of defects, delays, and repeated modifications.
Muchos problemas relacionados con las herramientas no se deben a errores de mecanizado. Tienen su origen mucho antes, durante el diseño del molde. Cuando el comportamiento del material, la facilidad de fabricación y los requisitos de producción no se tienen en cuenta conjuntamente desde el principio, los equipos suelen enfrentarse a plazos de entrega más largos, una calidad inestable de las piezas y costes de herramientas que se podrían haber evitado.
El diseño de moldes de inyección es la disciplina de ingeniería que integra la geometría del producto, la arquitectura del utillaje, el flujo del material, el rendimiento de la refrigeración y la rentabilidad de la producción en una solución de fabricación escalable.
En esta guía, analizaremos cómo se diseñan los moldes de inyección, los sistemas estructurales clave que hay en el interior de un molde, los factores que influyen en el coste y la calidad de los moldes, los errores que pueden hacer fracasar los proyectos y cómo elegir un socio de fabricación de moldes que reduzca el riesgo en lugar de aumentarlo.
¿Qué es el diseño de moldes de inyección?
El diseño de moldes de inyección se sitúa en la encrucijada entre la ingeniería de productos y la planificación de los procesos de fabricación. La mayoría de las personas ajenas al sector dan por sentado que se trata simplemente de mecanizar una huella negativa de la pieza en un bloque de acero. La realidad es considerablemente más compleja.
El diseño de moldes de inyección es el proceso de ingeniería que consiste en desarrollar el sistema completo de utillaje utilizado para producir piezas de plástico a gran escala. Define la geometría de la cavidad y el núcleo, la ubicación de la superficie de separación, el sistema de entrada y canal de inyección, la disposición de los canales de refrigeración, la estrategia de ventilación y el mecanismo de expulsión. Cada decisión que se toma en esta fase determina directamente la precisión dimensional de la pieza, la calidad de la superficie, el tiempo de ciclo, la vida útil del utillaje y el coste de producción por unidad. Un molde no es solo un bloque de acero con forma, sino un sistema térmico y mecánico de precisión diseñado en función de la pieza, el material y el contexto de producción.
Esta distinción tiene importancia en la práctica. Muchos equipos de producto consideran el diseño del molde como algo que se lleva a cabo en una fase posterior: entregan un archivo CAD definitivo a la fábrica y esperan que los fabricantes de herramientas se encarguen del resto. Ese enfoque suele dar lugar a un molde que, aunque funciona técnicamente, no ofrece un rendimiento óptimo. La ubicación de la entrada de material resulta viable, pero no es la ideal. La refrigeración es adecuada, pero ineficiente. La línea de separación es funcional, pero visible en una zona en la que el aspecto estético es importante.
Todos esos resultados se podrían haber evitado. La geometría de la pieza determina la complejidad del molde. La selección del material influye en el tamaño de las entradas de material y en los requisitos de refrigeración. El volumen de producción determina si resulta más rentable utilizar un molde de una sola cavidad o uno de varias cavidades. No se trata de cuestiones independientes, sino que deben abordarse simultáneamente.
Canal caliente frente a canal frío: una decisión que hay que tomar en las primeras fases
Una de las primeras decisiones estructurales en el diseño de moldes es el sistema de canales de entrada. Los moldes de canal frío conducen el plástico fundido a través de canales mecanizados en las placas del molde: son sencillos y rentables, pero generan material de desecho (el canal de entrada) en cada ciclo. Los sistemas de canal caliente mantienen el plástico en estado fundido a través de un colector calentado, lo que elimina los residuos del canal y reduce los costes de material por pieza, pero suponen un importante coste inicial de utillaje y una mayor complejidad eléctrica.
En el caso de la producción a gran escala con resinas de ingeniería costosas, un sistema de canal caliente suele amortizar su coste rápidamente gracias al ahorro de material y a la reducción de los tiempos de ciclo. Para volúmenes más reducidos o programas con restricciones presupuestarias, el canal frío suele ser la opción más racional. Ninguna de las dos opciones es universalmente correcta. La decisión depende del volumen anual, del coste del material y de la rentabilidad total del programa, y debe tomarse al inicio del diseño del utillaje, no después.
Moldes de dos placas frente a moldes de tres placas
Un molde de dos placas es la configuración estándar: una superficie de separación, con el canal de inyección unido a la pieza durante la expulsión. Un molde de tres placas añade un segundo plano de separación, lo que permite que el sistema de canal de inyección se separe automáticamente de la pieza durante la expulsión, lo cual resulta útil cuando la ubicación de la entrada de inyección en la superficie de la pieza está limitada. Los moldes de tres placas son más complejos y costosos de fabricar y mantener. Para la mayoría de las aplicaciones, los moldes de dos placas con una entrada bien situada, ya sea en el borde o sumergida, permiten obtener el mismo resultado de forma más económica.
¿Cómo se diseñan los moldes de inyección?
El proceso no es tan lineal como sugiere un diagrama de flujo. Un buen diseño de utillaje implica un proceso iterativo entre el diseñador del producto, el ingeniero de moldes y, en ocasiones, un especialista en simulación de flujo en moldes. A continuación se explica cómo suele desarrollarse en la práctica.
El diseño de un molde de inyección sigue esta secuencia: revisión de la geometría de la pieza y análisis de DFM (diseño para la fabricabilidad) → definición de la superficie de separación → disposición de la cavidad y el núcleo → diseño del sistema de entrada y canal de inyección → ingeniería de los canales de refrigeración → diseño del sistema de expulsión → selección de la base del molde → modelado 3D y planos 2D → simulación del flujo en el molde → revisión final del diseño y aprobación del utillaje. Cada etapa aporta información a las anteriores. La colaboración temprana entre los diseñadores de producto y los ingenieros de moldes no es un lujo, sino lo que marca la diferencia entre una fabricación de utillaje fluida y una costosa.
Fase 1: Análisis de DFM — Donde reside el verdadero valor
Antes de crear cualquier geometría del molde, el diseño de la pieza pasa por un Revisión del DFM. Es aquí donde se producen los cambios más valiosos —y los menos costosos—.
El análisis DFM comprueba lo siguiente: ángulos de desmoldeo insuficientes que dificultan la expulsión limpia de la pieza; variaciones en el espesor de las paredes que provocan un enfriamiento desigual y deformaciones; socavados que requieren acciones laterales o elevadores que no se han tenido en cuenta en el diseño; proporciones de salientes y nervaduras que generan marcas de hundimiento; y la ubicación de elementos que obliga a situar la línea de separación en una superficie visible desde el punto de vista estético.
Los problemas detectados en la fase de DFM no suponen ningún coste de reparación. Un ingeniero tarda veinte minutos en modificar la relación de espesor de las nervaduras en el CAD. Ese mismo cambio, una vez construido el molde, requiere volver a mecanizar el inserto de la cavidad, posiblemente sustituir el inserto de acero, y supone varias semanas de retraso. Las cifras relativas a la modificación de moldes son desalentadoras: los cambios menores suelen costar entre $2 000 y $8 000; las revisiones estructurales pueden ascender a entre $15 000 y $50 000 o más. No hay ninguna fase del proceso en la que invertir en una revisión exhaustiva de DFM ofrezca un peor retorno de la inversión.
Fase 2: Modelado de moldes en 3D
Una vez que se confirma que el diseño de la pieza es fabricable, el ingeniero de moldes crea el modelo sólido 3D completo del utillaje: inserto de cavidad, inserto de núcleo, sistema de canales, circuito de refrigeración, disposición de los expulsores y todos los componentes mecánicos. El diseño moderno de moldes utiliza software CAD como UG NX, CATIA o SolidWorks. La calidad de este modelo determina la precisión con la que se llevará a cabo el mecanizado posterior. Una geometría ambigua o los conflictos de tolerancias en el modelo 3D se convierten en problemas en el taller.
Fase 3: Simulación del flujo de moldeo
Análisis de flujo de moldeo — utilizando plataformas como Autodesk Moldflow o Moldex3D — simula cómo el plástico fundido llena la cavidad, se enfría y se solidifica en condiciones reales de proceso. Permite predecir posibles defectos antes de cortar el acero: inyecciones insuficientes, burbujas de aire, ubicación de las líneas de soldadura, contracción diferencial y deformación de la pieza.
En el caso de piezas complejas o moldes de múltiples cavidades, este paso es imprescindible. Un sistema de canales de múltiples cavidades equilibrado que parezca correcto en el CAD puede presentar aún así un desequilibrio significativo en el llenado durante la simulación, lo que da lugar a cavidades con llenado insuficiente o excesivo con los mismos parámetros de inyección. Detectar esto en la simulación cuesta unos pocos días y el coste de la licencia de simulación. Detectarlo una vez fabricado el molde cuesta una modificación del mismo y un retraso en el lanzamiento.
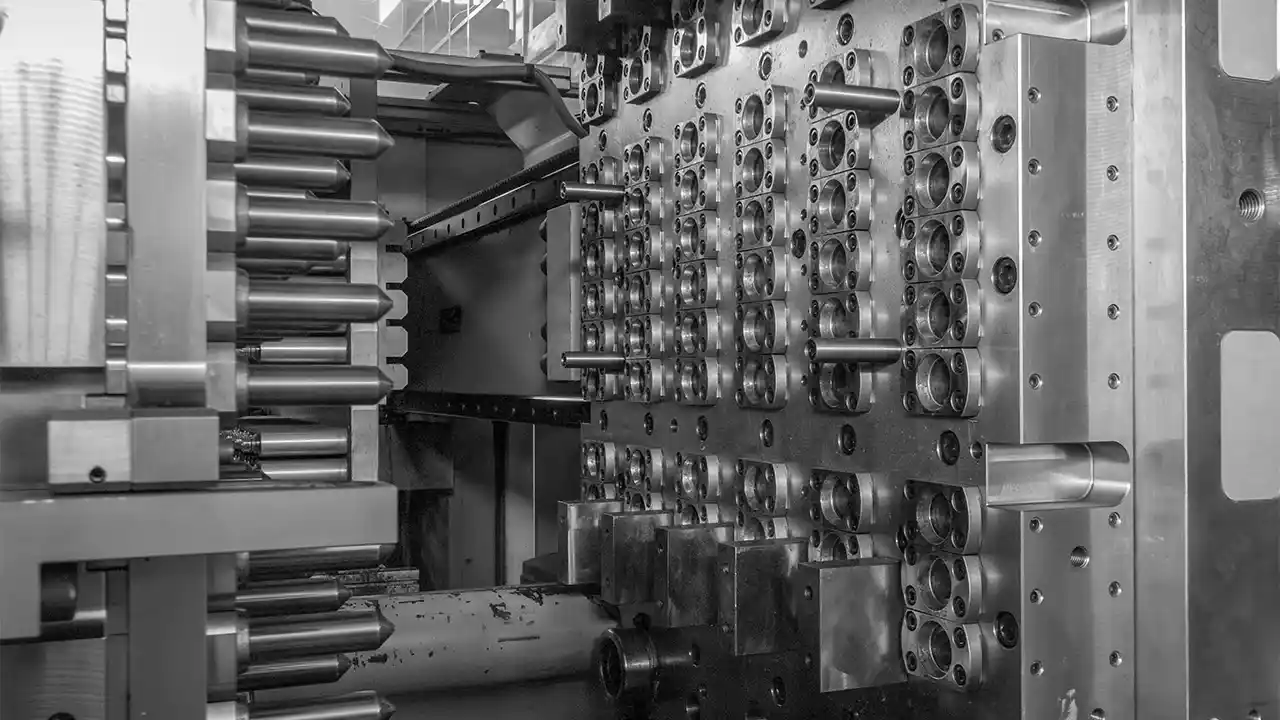
Fase 4: Fabricación de utillaje y mecanizado
Una vez validado el diseño, se selecciona la base del molde y comienza el mecanizado. Los insertos de cavidad y núcleo suelen mecanizarse en acero: P20 para aplicaciones estándar, H13 para grandes volúmenes o materiales con relleno de vidrio, y S136 para resinas corrosivas o requisitos de acabado superficial de grado óptico. El mecanizado por descarga eléctrica (EDM) se utiliza para los detalles más finos que el fresado CNC no puede alcanzar. Tras el mecanizado en bruto y de acabado, los insertos se someten a un tratamiento térmico para alcanzar la dureza deseada y, a continuación, se pulen hasta obtener el acabado superficial requerido.
El tiempo total de fabricación del molde, desde la aprobación del diseño hasta la primera prueba del molde (T1), suele ser de entre 4 y 6 semanas en el caso de un molde sencillo de una sola cavidad, y de entre 8 y 12 semanas o más en el caso de moldes complejos de varias cavidades o con tolerancias estrictas.
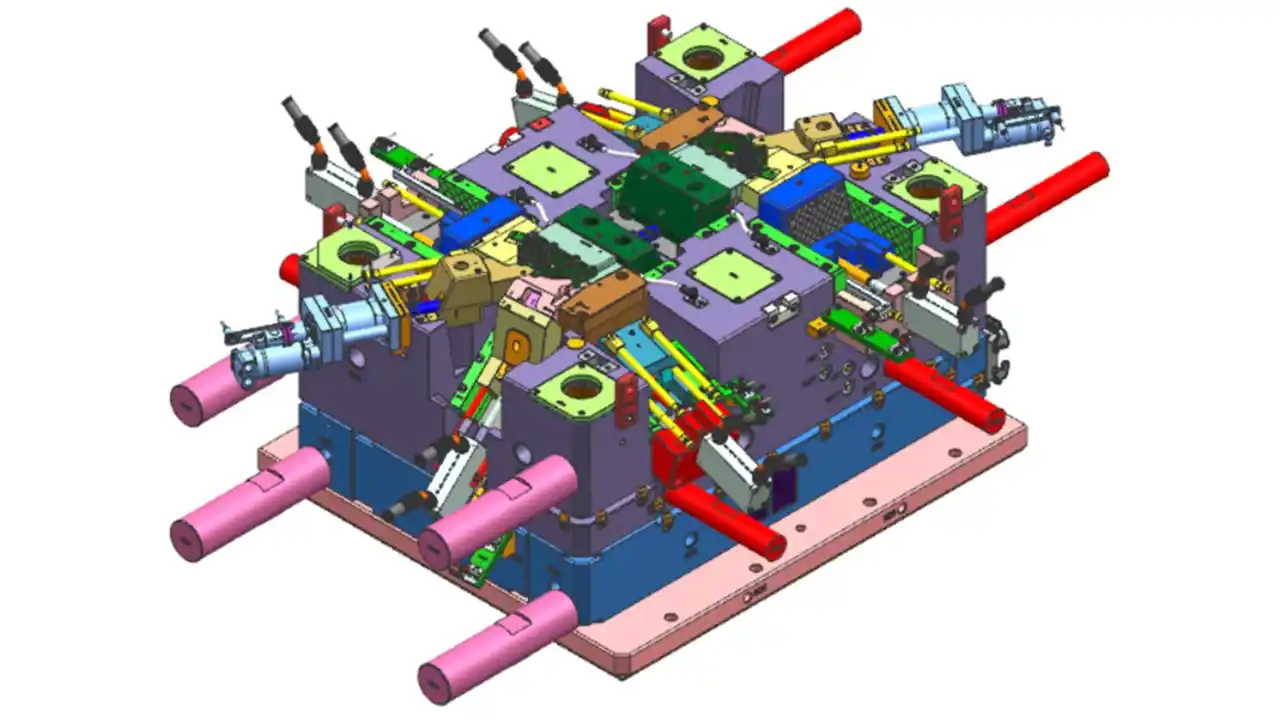
¿Cuáles son los elementos estructurales fundamentales del interior de un molde?

Entender qué hay realmente dentro de un molde de inyección ayuda a los equipos de producto y a los responsables de compras a plantear las preguntas adecuadas, así como a detectar posibles problemas de diseño antes de que se conviertan en sorpresas costosas.
Un molde de inyección consta de seis sistemas funcionales que trabajan conjuntamente: la cavidad y el núcleo (que definen la geometría de la pieza en todas sus superficies); el sistema de entrada y canal de inyección (que controla cómo y por dónde entra el plástico en la cavidad); el sistema de refrigeración (que elimina el calor y determina la duración del ciclo y la calidad de la pieza); el sistema de expulsión (que libera la pieza acabada del molde); el sistema de ventilación (que permite que el aire atrapado se escape durante el llenado); y la base estructural del molde (que aloja y alinea todos los demás componentes). Estos sistemas son interdependientes: una deficiencia en uno de ellos afecta al rendimiento de todos los demás.
Cavidad y núcleo
La cavidad conforma la superficie exterior de la pieza; el núcleo, las superficies interiores. Su tolerancia de alineación, acabado superficial y precisión dimensional determinan directamente la calidad de la pieza. En el caso de las piezas de precisión —componentes médicos, conectores de automoción, elementos ópticos—, la alineación entre la cavidad y el núcleo suele mantenerse en ±0,01 mm o menos. En esta fase se definen el tipo de acero, el tratamiento térmico y las especificaciones de pulido.
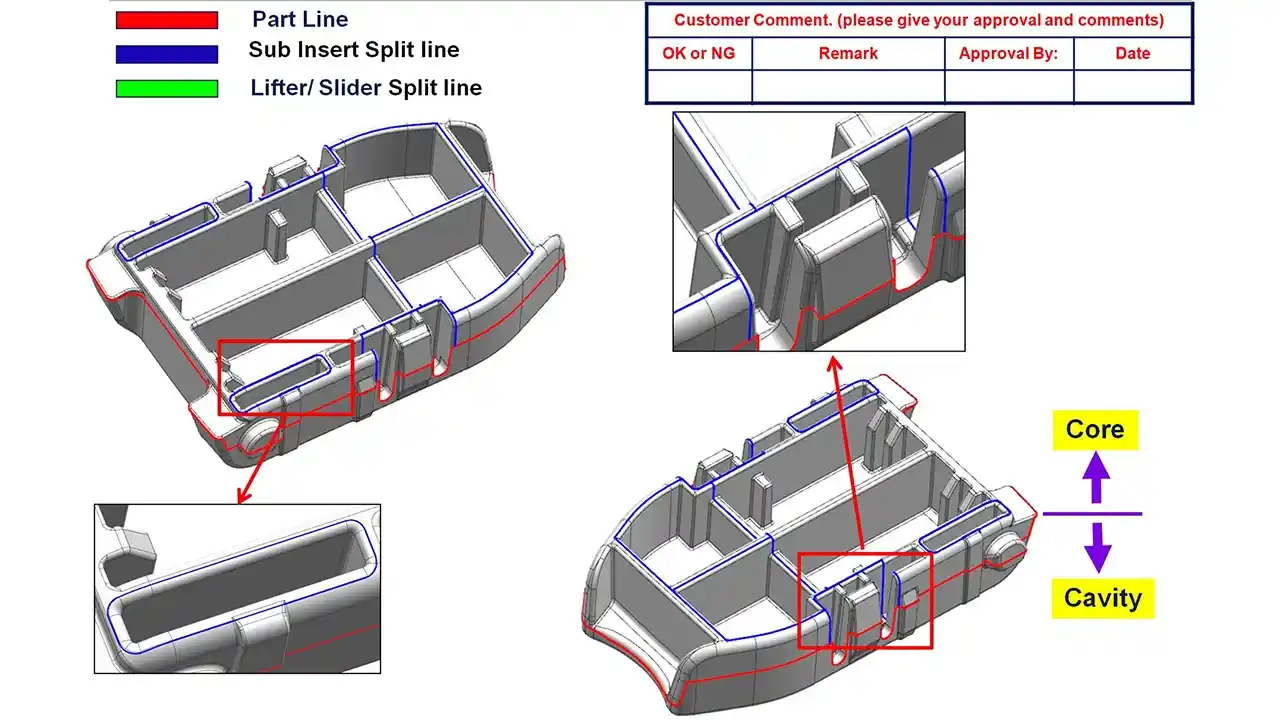
Línea de separación y superficie de separación
La línea de separación es el punto en el que se unen las dos mitades del molde. Su posición influye en el aspecto de la pieza (la línea suele ser visible en la pieza acabada como una leve costura), en la dirección de expulsión y en la complejidad general del molde. Situar la línea de separación en un borde no visible, en una ruptura geométrica natural o en una superficie que quede orientada en dirección opuesta al usuario en el producto final es una decisión tanto estética como de ingeniería, que debe tomarla alguien que comprenda ambas dimensiones del problema.
Canales de refrigeración
Por lo general, la refrigeración representa entre el 60 y el 70% del tiempo total del ciclo de moldeo por inyección. Los circuitos de refrigeración mal diseñados provocan una distribución desigual de la temperatura en la cavidad y el núcleo, lo que da lugar a deformaciones, inconsistencias dimensionales entre las inyecciones y ciclos innecesariamente largos. Refrigeración conforme —en las que los canales de refrigeración siguen el contorno de la geometría de la pieza, en lugar de discurrir en forma de líneas rectas perforadas— pueden mejorar considerablemente la uniformidad térmica en geometrías complejas. Esto supone un aumento del coste y de la complejidad del mecanizado, por lo que se reserva para aplicaciones en las que el tiempo de ciclo o los requisitos de calidad justifican la inversión.
Diseño de la puerta
La entrada es el punto por el que el plástico fundido fluye hacia la cavidad. Su ubicación, dimensiones y tipo determinan el equilibrio del flujo, la posición de la línea de soldadura, el aspecto del vestigio de la entrada en la pieza acabada y el riesgo de degradación del material debido al cizallamiento en la entrada. En el caso de las piezas con requisitos estéticos, la ubicación de la entrada suele ser uno de los primeros temas que se abordan en la revisión del diseño, ya que cambiar la ubicación de la entrada una vez construido el molde implica modificar el canal de inyección y, posiblemente, el acero de la cavidad. Una visión general exhaustiva de Tipos de puertas y sus ventajas e inconvenientes merece la pena revisarlo antes de tomar cualquier decisión definitiva sobre la ubicación de las puertas.
Sistema de expulsión
Los pasadores de expulsión, los manguitos, las cuchillas y las placas de separación dejan marcas diferentes en distintas superficies de la pieza. Las marcas en sí mismas son inevitables; la cuestión es dónde se producen. La ubicación de los pasadores de expulsión debe coordinarse con el diseño de la pieza para garantizar que las marcas aparezcan en superficies no visibles o que queden ocultas tras el montaje. Este es otro ámbito en el que el diseño del producto y la ingeniería de moldes deben coordinarse desde el principio. Un diseñador de producto que no sepa dónde se colocarán los pasadores de expulsión no puede tomar decisiones fundamentadas sobre las especificaciones del acabado superficial.
¿Qué factores deben tenerse en cuenta en el diseño de un molde de inyección?

Aquí es donde los ingenieros con experiencia marcan la diferencia. Las variables son numerosas e interactúan entre sí: cambiar una afecta a varias otras al mismo tiempo.
Entre los factores clave en el diseño de moldes de inyección se incluyen: la geometría y la complejidad de la pieza (contracortes, paredes delgadas, nervaduras profundas, requisitos de acabado superficial); la selección del material (índice de contracción, viscosidad, temperatura de procesamiento, abrasividad); las tolerancias dimensionales requeridas; el volumen de producción y la vida útil prevista del molde; el número de cavidades; los requisitos de tiempo de ciclo; y el presupuesto para el utillaje. Ningún factor puede optimizarse de forma aislada. Cada decisión implica un equilibrio entre el coste, la calidad y la facilidad de fabricación, y ese equilibrio debe establecerse de forma consciente por personas que comprendan todos estos aspectos.
La elección de los materiales determina prácticamente todo lo que viene a continuación
Los distintos plásticos se comportan de manera muy diferente dentro de un molde, por lo que las especificaciones del material deben fijarse antes de comenzar el diseño del molde, y no después. El polipropileno tiene una tasa de contracción volumétrica de aproximadamente 1,5–2,51 TP3T; el PEEK solo se contrae entre 0,1 y 0,51 TP3T. Una cavidad de molde dimensionada para uno de ellos no puede producir piezas con las dimensiones exactas para el otro sin modificaciones.
La viscosidad determina las dimensiones de la entrada y los requisitos de presión de inyección. La temperatura de procesamiento influye en las dimensiones y la ubicación de los canales de refrigeración. Los materiales reforzados con fibra (nailon reforzado con fibra de vidrio, PEEK reforzado con carbono) son abrasivos: aceleran el desgaste de las superficies de la cavidad y requieren calidades de acero para moldes más duras. Los materiales transparentes, como el PC o el PMMA, exigen cavidades pulidas a espejo, sin marcas de mecanizado que se vean a través de la pieza. El adecuado asistencia técnica en ingeniería de moldes Esto significa que estas limitaciones derivadas de los materiales se tienen en cuenta en el diseño de las herramientas desde el principio, y no se detectan hasta después de las muestras T1.
Espesor y uniformidad de la pared
El espesor uniforme de las paredes es uno de los principios de diseño más fundamentales en la ingeniería de piezas de plástico, y uno de los que más se incumplen cuando los diseñadores de productos no han colaborado estrechamente con los ingenieros de utillaje. Las secciones gruesas se enfrían más lentamente que las delgadas. Esa diferencia de enfriamiento genera tensiones internas, y estas tensiones provocan deformaciones y variaciones dimensionales tras la expulsión.
Como norma general para la mayoría de los materiales, se recomienda mantener un espesor de pared de entre 1,5 mm y 4 mm, con transiciones graduales en lugar de cambios bruscos. Pero se trata de una recomendación general: el espesor adecuado de la pared depende del material específico, la geometría de la pieza, los requisitos estructurales y los parámetros del proceso. Un soporte estructural para automoción fabricado en nailon reforzado con fibra de vidrio tiene requisitos de espesor de pared diferentes a los de una carcasa estética para productos electrónicos de consumo fabricada en ABS.
Ángulos de calado
El ángulo de desmoldeo es la inclinación que se aplica a las superficies paralelas a la dirección de apertura del molde. Sin un ángulo de desmoldeo suficiente, la pieza se agarra al molde durante la expulsión, lo que provoca marcas de arrastre, daños en la superficie o piezas atascadas. Como referencia, 1° de ángulo de desmoldeo por cada 25 mm de profundidad de extracción es un punto de partida viable para la mayoría de las superficies lisas. Las superficies texturizadas requieren un ángulo de desmoldeo considerablemente mayor —normalmente entre 3° y 5° como mínimo, dependiendo de la profundidad de la textura—, ya que la textura se engancha mecánicamente en la pared de la cavidad.
Este es un ámbito en el que los diseñadores de productos y los ingenieros de moldes suelen discrepar. Los diseñadores quieren una conicidad mínima para conservar la geometría prevista. Los ingenieros de moldes necesitan una conicidad suficiente para garantizar una expulsión fiable. La respuesta correcta casi siempre se encuentra en un término medio, y se alcanza mediante el diálogo, en lugar de que una de las partes imponga su voluntad a la otra.
Requisitos de tolerancia
No todas las piezas exigen el mismo nivel de precisión dimensional. Los componentes de dispositivos médicos pueden requerir tolerancias de ±0,02–0,05 mm. Las carcasas de productos de consumo pueden ser perfectamente funcionales con tolerancias de ±0,15–0,2 mm. Cuanto más estricto sea el requisito de tolerancia, más preciso deberá ser el diseño del molde, más duro deberá ser el acero para herramientas y más cuidadosamente deberá controlarse el proceso. Especificar tolerancias más estrictas de las que la pieza realmente necesita es un error habitual y costoso: encarece el coste del utillaje, alarga el tiempo de fabricación y puede hacer que una pieza sea más difícil de fabricar de lo necesario.
¿Cuáles son los errores más comunes en el diseño de moldes de inyección?
La experiencia es la maestra más cara en el ámbito del utillaje. La mayoría de los retrasos en los proyectos y los sobrecostes se deben a un pequeño conjunto de errores recurrentes.
Entre los errores más frecuentes en el diseño de moldes de inyección se incluyen: ángulos de desmoldeo insuficientes que provocan resistencia a la expulsión y daños en la superficie; no tener en cuenta la contracción del material al dimensionar la cavidad; una refrigeración inadecuada o desequilibrada que provoca deformaciones y tiempos de ciclo prolongados; la ubicación de las entradas que sitúa las líneas de soldadura en zonas estructuralmente críticas; variaciones en el espesor de las paredes que generan marcas de hundimiento; y socavados que se detectan en una fase tardía del proceso —una vez fabricado el molde— y que requieren costosas modificaciones de acción lateral o revisiones del diseño. La mayoría de estos problemas comparten una causa fundamental: el diseño del producto y la ingeniería del molde se trataron como fases separadas y secuenciales, en lugar de como un único proceso integrado.
Socava
Un socavado es cualquier elemento de la pieza que impida la expulsión en la dirección principal de apertura del molde. Los orificios laterales, los ganchos de encaje, los logotipos en rebaje y las aberturas laterales requieren, todos ellos, bien una modificación del diseño, bien una acción lateral mecánica en el molde (un componente deslizante que se mueve perpendicularmente al eje principal de apertura antes de la expulsión). Las acciones laterales aumentan el coste, la complejidad y el riesgo de desalineación y rebabas. Nada de esto supone un problema si se identifican en la fase de DFM y se incorporan al diseño del molde desde el principio. Si se detecta después de la fabricación del molde, añadir una acción lateral no prevista puede suponer un coste de entre $5.000 y $15.000, además del retraso que conlleva la modificación.
Omitir la simulación de flujo de molde
Resulta tentador prescindir del análisis de flujo en el molde para ahorrar tiempo en las primeras fases del proyecto. Y, en ocasiones, en el caso de piezas sencillas de una sola cavidad con materiales bien conocidos, los ingenieros de moldes con experiencia pueden diseñar un molde funcional sin necesidad de él. Sin embargo, en el caso de moldes de múltiples cavidades, geometrías complejas o materiales con un comportamiento de flujo complicado, prescindir de la simulación supone, sin lugar a dudas, un falso ahorro. Cuando una prueba T1 arroja un resultado de inyección insuficiente en un lado de un molde de cuatro cavidades, o presenta una línea de soldadura que atraviesa un saliente que soporta carga, el coste de diagnosticar y corregir el problema en el acero supera con creces lo que habría costado una simulación.
Considerar el «Design Lock» como el pistoletazo de salida de la fabricación
Los equipos de producto que fijan su diseño y luego lo entregan a un fabricante de moldes sin una revisión técnica suelen obtener herramientas que funcionan, pero no de forma óptima. La entrada de material se sitúa en un lugar que estaba disponible, no en el ideal. La refrigeración discurre por donde resultaba más cómodo, no por donde era más eficaz. La línea de separación discurre por donde la geometría lo permitía, no por donde hubiera sido preferible desde el punto de vista estético o funcional. Se trata de resultados subóptimos que se convierten en características permanentes de todas las piezas que produzca jamás ese molde. El proceso de creación de herramientas ofrece sus mejores resultados cuando la ingeniería de producto y la ingeniería de fabricación están coordinadas antes de que se tomen decisiones definitivas.
¿Cuánto cuesta fabricar un molde de inyección?

Todo el mundo quiere una cifra. La respuesta sincera es que depende, pero aquí tienes un esquema que refleja cómo se desglosan realmente los costes.
El coste de los moldes de inyección suele oscilar entre $3.000 y $10.000 para moldes prototipo sencillos de una sola cavidad, y entre $25.000 y $150.000+ para moldes de producción complejos de múltiples cavidades. Los principales factores que influyen en el coste son: el tamaño y la complejidad geométrica de la pieza, el número de cavidades, las tolerancias dimensionales requeridas, el tipo y la dureza del acero del molde, los requisitos de acabado superficial, el número de acciones laterales o elevadores, y si se especifica un sistema de canal caliente o frío. Las herramientas fabricadas en China suelen costar entre un 40 % y un 70 % menos que las equivalentes fabricadas en EE. UU. o Europa Occidental, sin sacrificar la calidad cuando se elige al socio adecuado.
Cómo son realmente las cifras
Un molde de una sola cavidad y geometría sencilla, fabricado en acero P20 —sin socavados, con tolerancias estándar en torno a ±0,1 mm, canal frío y superficie texturizada— podría costar entre $5.000 y $9.000 si lo fabrica un fabricante de moldes chino competente. Si se añaden dos acciones laterales para aperturas transversales, una cavidad pulida a espejo para una resina transparente y se ajustan las tolerancias a ±0,05 mm, ese mismo molde de una sola cavidad pasa a costar entre $18 000 y $28 000.
Los moldes de múltiples cavidades suponen un coste considerable. Un molde de canal caliente equilibrado de 4 cavidades para un conector de automoción con requisitos de tolerancia de ±0,03 mm podría costar, de forma realista, entre $60 000 y $120 000. La rentabilidad por pieza a gran escala justifica esa inversión; el coste inicial es real y debe presupuestarse con precisión.
Moldes de prototipo frente a moldes de producción
Herramientas de prototipado (moldes flexibles o de fabricación rápida) utiliza aluminio o acero de calidad media y está diseñado para un número limitado de piezas —normalmente entre 1.000 y 10.000 piezas—. El tiempo de fabricación es de 2 a 3 semanas, el coste oscila entre 30 y 50% del coste de las herramientas de producción, y resulta realmente útil para validar el diseño de las piezas y el proceso antes de comprometerse con una inversión en producción a gran escala. La contrapartida: la estabilidad dimensional y la calidad de la superficie son inferiores a las de las herramientas de acero templado, y la herramienta no es apta para volúmenes de producción sostenidos.
Utillaje de producción Utiliza acero templado —H13 para aplicaciones exigentes, S136 para requisitos de corrosión o de calidad óptica— y está diseñado para entre 500 000 y más de 1 000 000 de disparos con un mantenimiento adecuado. El plazo de fabricación es de 4 a 8 semanas para una complejidad estándar. Se trata de la infraestructura adecuada para cualquier programa con volúmenes de producción significativos, y la diferencia de coste respecto al utillaje de prototipos se vuelve menos relevante cuando se amortiza a lo largo del número de piezas moldeadas.
Elegir utillaje de prototipo para un producto que se fabricará a una escala de más de 50 000 unidades al año solo porque resulta más barato inicialmente es un error de planificación, no un ahorro de costes.
La partida presupuestaria que nadie tiene en cuenta: la adaptación al moho
El elemento que más se suele pasar por alto en los presupuestos de utillaje es el coste de las modificaciones. Según la experiencia del sector, entre el 30 y el 50% de los moldes requieren al menos una modificación antes de alcanzar una producción estable, ya sea para ajustar el tamaño de la entrada de material, añadir un sistema de ventilación, corregir una desviación dimensional o reelaborar un circuito de refrigeración que no funciona según lo previsto. Las modificaciones menores cuestan entre $2.000 y $8.000 y tardan entre 1 y 2 semanas. Las modificaciones estructurales que implican la sustitución de insertos cuestan entre $10 000 y $40 000 y tardan entre 3 y 6 semanas. Prever un margen de contingencia de entre el 15 % y el 20% del presupuesto original de utillaje para modificaciones no es pesimismo, sino una planificación precisa.
¿Cómo elegir al socio adecuado para el diseño de moldes?

El socio con el que trabajas influye en el resultado tanto como el propio diseño. Elegir a un fabricante de herramientas basándose principalmente en el precio presupuestado es una de las formas más seguras de acabar con problemas costosos.
A la hora de evaluar a los socios para el diseño y la fabricación de moldes de inyección, los factores más importantes son: la capacidad interna de DFM (diseño para la fabricación) y de ingeniería de moldes (no solo la ejecución del mecanizado); la competencia en simulación de flujo de molde; la precisión en el mecanizado y la capacidad de mantener una tolerancia de ±0,01 mm o mejor en las dimensiones críticas; la calidad y la trazabilidad del suministro de acero; la calidad de la comunicación durante la fabricación del utillaje; y una trayectoria documentada con piezas de complejidad similar y requisitos industriales equivalentes. El presupuesto más barato y el mejor resultado rara vez provienen del mismo lugar.
Un aspecto que suele restarse importancia de forma sistemática en la selección de proveedores es la profundidad de la ingeniería. Una fábrica que mecaniza moldes según tus planos ofrece un servicio muy diferente al de un socio de ingeniería que revisa tu diseño antes de trazar una sola línea de la geometría del utillaje, señala los problemas que te supondrán un coste adicional más adelante, realiza simulaciones de flujo en el molde para validar el diseño y, a continuación, fabrica el utillaje con parámetros validados para el proceso.
La segunda opción supone un mayor coste inicial. Sin embargo, a la larga resulta más económica, si se tienen en cuenta las modificaciones que se evitan, la mayor rapidez para alcanzar una producción estable y la reducción de los desechos en las primeras series de producción.
En Dimud, nuestro enfoque respecto a fabricación de moldes de precisión Integra la revisión de DFM, la simulación del flujo en el molde y el mecanizado de precisión de acero en una sola operación: cuenta con más de 30 ingenieros sénior, la mayoría de ellos con más de 20 años de experiencia práctica en el ámbito del utillaje para plásticos. De los más de 1.000 proyectos revisados mediante DFM, la conclusión más habitual no es que los diseños sean incorrectos. Es que presentan entre 3 y 5 problemas solucionables que nadie había señalado, porque el equipo de producto y el equipo de moldes aún no habían mantenido una conversación técnica en profundidad.
Conclusión
El diseño del molde de inyección es donde se determinan la fabricabilidad, la calidad y la rentabilidad a largo plazo de la producción de un producto —no en la planta de producción, ni después de que las muestras T1 vuelvan con defectos—. Cada decisión tomada en la fase de diseño del molde repercute en cada inyección que realiza el molde a lo largo de la vida útil del programa. Acertar en la ubicación de la línea de separación, la disposición de los canales de refrigeración, la posición de las entradas, los ángulos de desmoldeo y las dimensiones de la cavidad adaptadas al material antes de que se corte el acero es lo que marca la diferencia entre los lanzamientos que salen bien y los que no. Si se aborda el diseño del molde como una tarea de ingeniería y se cuenta con los expertos adecuados desde el principio, la mayoría de las sorpresas costosas simplemente no se producen.




