

A clean CAD model does not guarantee a successful production launch. In литье под давлением, small design decisions — wall thickness, gate location, cooling layout, parting line placement — can quietly determine whether a tool runs efficiently or becomes an expensive source of defects, delays, and repeated modifications.
Многие проблемы, связанные с изготовлением пресс-форм, возникают не из-за ошибок при механической обработке. Их истоки лежат гораздо раньше — на этапе проектирования пресс-формы. Если с самого начала не учитывать в комплексе особенности поведения материала, технологичность изготовления и производственные требования, команды часто сталкиваются с увеличением сроков выполнения заказов, нестабильным качеством деталей и излишними затратами на изготовление пресс-форм.
Проектирование форм для литья под давлением — это инженерная дисциплина, которая объединяет геометрию изделия, конструкцию пресс-формы, поток материала, эффективность охлаждения и экономику производства в единое масштабируемое производственное решение.
В этом руководстве мы подробно рассмотрим, как проектируются пресс-формы для литья под давлением, ключевые конструктивные элементы внутри пресс-формы, факторы, влияющие на стоимость и качество пресс-формы, ошибки, которые могут сорвать проект, а также то, как выбрать партнера по производству пресс-форм, который снизит риски, а не увеличит их.
Что такое проектирование форм для литья под давлением?
Проектирование форм для литья под давлением находится на стыке разработки продукции и планирования производственного процесса. Большинство людей, не связанных с этой отраслью, полагают, что речь идет просто о вырезании в стальном блоке углубления, повторяющего форму детали. На самом деле всё гораздо сложнее.
Проектирование форм для литья под давлением — это инженерный процесс разработки полной системы инструментов, используемой для серийного производства пластиковых деталей. В ходе этого процесса определяются геометрия полости и сердечника, расположение разделительной поверхности, система литников и каналов, схема охлаждающих каналов, схема вентиляции и механизм выталкивания. Каждое решение, принимаемое на этом этапе, напрямую определяет точность размеров детали, качество поверхности, время цикла, срок службы пресс-формы и себестоимость единицы продукции. Пресс-форма — это не просто стальной блок определенной формы, а прецизионная тепловая и механическая система, спроектированная с учетом особенностей детали, материала и условий производства.
Это различие имеет практическое значение. Многие команды разработчиков продукта рассматривают проектирование пресс-формы как этап, происходящий на более поздней стадии — они передают готовый CAD-файл на завод и ожидают, что инструментальщики сами разберутся со всем остальным. Такой подход обычно приводит к созданию пресс-формы, которая с технической точки зрения работает, но не обеспечивает оптимальной производительности. Расположение литниковых каналов в итоге оказывается приемлемым, но не идеальным. Охлаждение является адекватным, но неэффективным. Линия разъема функциональна, но заметна в зоне, где важен внешний вид изделия.
Всех этих последствий можно было бы избежать. Геометрия детали определяет сложность пресс-формы. Выбор материала влияет на размеры литниковых каналов и требования к охлаждению. Объем производства определяет, целесообразно ли с экономической точки зрения использовать одногнездовую или многогнездовую пресс-форму. Это не отдельные вопросы — их необходимо рассматривать одновременно.
«Горячий» канал или «холодный» канал: решение, которое нужно принять на раннем этапе
Одним из первых конструктивных решений при проектировании пресс-формы является выбор системы литниковых каналов. В пресс-формах с холодными литниковыми каналами расплавленный пластик проходит по каналам, выфрезерованным в пластинах пресс-формы — это простой и экономичный способ, однако при каждом цикле он приводит к образованию отходов (литниковых каналов). Системы с горячими литниковыми каналами поддерживают пластик в расплавленном состоянии с помощью нагреваемого коллектора, что позволяет исключить отходы литника и снизить затраты на материал на одну деталь, однако они требуют значительных первоначальных затрат на изготовление пресс-формы и более сложной электрической схемы.
При крупносерийном производстве с использованием дорогостоящих инженерных пластиков система горячеканального литья, как правило, быстро окупается за счет экономии материала и сокращения времени цикла. Для небольших объемов производства или проектов с ограниченным бюджетом более рациональным выбором часто является система холодного литья. Ни один из этих подходов не является универсально правильным. Решение зависит от годового объема производства, стоимости материала и общей экономической эффективности проекта — и его необходимо принять на начальном этапе проектирования пресс-формы, а не позже.
Двухпластинчатые и трёхпластинчатые формы
Двухпластинчатая форма представляет собой стандартную конфигурацию: одна плоскость разъема, литниковая система при выталкивании остается прикрепленной к детали. В трёхпластинчатой форме добавляется вторая плоскость разъема, что позволяет автоматически отделять литниковую систему от детали во время выталкивания — это удобно в тех случаях, когда размещение литника на поверхности детали ограничено. Трехпластинчатые пресс-формы более сложны и дорогостоящи в изготовлении и обслуживании. Для большинства задач двухпластинчатая пресс-форма с правильно расположенным краевым или подводным литником позволяет достичь того же результата с меньшими затратами.
Как проектируются пресс-формы для литья под давлением?
Этот процесс не так линеен, как может показаться по блок-схеме. Эффективное проектирование инструментов предполагает итеративную работу — в взаимодействии между конструктором изделия, инженером-формовщиком и, иногда, специалистом по моделированию потока расплава. Вот как это обычно происходит на практике.
Проектирование литьевой формы осуществляется в следующей последовательности: анализ геометрии детали и анализ технологичности (DFM) → определение линии разъема → компоновка полости и сердечника → проектирование системы литников и литниковых каналов → проектирование каналов охлаждения → проектирование системы выталкивания → выбор основания пресс-формы → 3D-моделирование и 2D-чертежи → моделирование потока плавника → окончательная проверка проекта и сдача пресс-формы в производство. Каждый этап обеспечивает обратную связь с предыдущими этапами. Своевременное сотрудничество между конструкторами изделия и инженерами-формовщиками — это не роскошь, а залог того, что изготовление пресс-формы пройдет гладко, а не обернется значительными затратами.
Этап 1: Анализ DFM — в чём заключается настоящая ценность
Прежде чем приступить к созданию геометрии пресс-формы, проект детали проходит этап Анализ DFM. Именно здесь происходят самые ценные — и самые недорогие — изменения.
Анализ DFM позволяет выявить следующие проблемы: недостаточные углы спуска, затрудняющие чистое извлечение детали; колебания толщины стенок, приводящие к неравномерному охлаждению и короблению; подрезы, требующие использования боковых механизмов или подъемников, которые не были учтены при проектировании; пропорции выступов и ребер, приводящие к образованию вмятин; а также расположение элементов, из-за которого линия разъема оказывается на видимой с эстетической точки зрения поверхности.
Проблемы, выявленные на этапе DFM, устраняются без каких-либо затрат. Изменение соотношения толщины ребер в CAD занимает у инженера двадцать минут. То же самое изменение после изготовления пресс-формы требует повторной механической обработки вставки полости, возможно, замены стальной вставки, а также приводит к задержке в несколько недель. Цифры, касающиеся модификации пресс-формы, неутешительны: незначительные изменения обычно обходятся в $2,000–$8,000; структурные изменения могут стоить $15,000–$50,000 и более. Нет ни одного этапа процесса, на котором инвестиции в тщательный анализ DFM приносили бы худшую рентабельность инвестиций.
Этап 2: 3D-моделирование пресс-формы
Как только конструкция детали подтверждается как пригодная для производства, инженер-конструктор пресс-форм создает полную 3D-модель пресс-формы — вставку полости, вставку сердечника, систему литников, контур охлаждения, схему расположения выталкивателей и все механические узлы. В современном проектировании пресс-форм используется программное обеспечение CAD, такое как UG NX, CATIA или SolidWorks. Качество этой модели определяет, насколько точно будет выполняться последующая механическая обработка. Неоднозначная геометрия или конфликты допусков в 3D-модели становятся проблемами на производстве.
Этап 3: Моделирование потока расплава в пресс-форме
Анализ потока в пресс-форме — с использованием таких платформ, как Autodesk Moldflow или Moldex3D — моделирует процесс заполнения полости расплавленным пластиком, его охлаждение и затвердевание в реальных технологических условиях. Позволяет прогнозировать возможные дефекты ещё до начала резки стали: недостаточный объём заливки, воздушные пузыри, расположение линий сварки, неравномерную усадку и коробление детали.
В случае сложных деталей или многогнездных пресс-форм этот этап является обязательным. Сбалансированная система литниковых каналов с несколькими полостями, которая выглядит корректно в CAD, всё равно может демонстрировать значительный дисбаланс заполнения при моделировании — что приводит к недозаполнению или перезаполнению полостей при одних и тех же настройках впрыска. Обнаружение этой проблемы на этапе моделирования обходится в несколько дней и стоимость лицензии на программное обеспечение. Обнаружение этой проблемы уже на стальной форме обходится в доработку формы и задержку запуска производства.
Этап 4: Изготовление инструментов и механическая обработка
После утверждения конструкции выбирается основа пресс-формы и начинается механическая обработка. Вставки полости и сердечника, как правило, изготавливаются из стали: P20 — для стандартных применений, H13 — для крупносерийного производства или материалов со стеклонаполнителем, S136 — для коррозионно-активных смол или в случаях, когда требуется поверхность оптического качества. Для обработки мелких деталей, недоступных при фрезеровании с ЧПУ, используется электроэрозионная обработка (ЭЭО). После черновой и чистовой обработки вставки подвергаются термообработке до заданной твёрдости, а затем полируются до требуемого качества поверхности.
Общее время изготовления пресс-формы — от утверждения проекта до первого пробного литья (T1) — обычно составляет 4–6 недель для простой одногнездной пресс-формы и 8–12 недель или более для сложных многогнездных пресс-форм или пресс-форм с узкими допусками.
Каковы основные конструктивные элементы внутри пресс-формы?

Понимание того, что на самом деле находится внутри формы для литья под давлением, помогает командам разработчиков и менеджерам по закупкам задавать правильные вопросы — и выявлять потенциальные проблемы в конструкции до того, как они обернутся дорогостоящими неожиданностями.
Литьевая форма состоит из шести функциональных систем, работающих совместно: полости и сердечника (которые определяют геометрию детали на всех поверхностях); системы литников и каналов (которая контролирует, как и куда пластик поступает в полость); системы охлаждения (которая отводит тепло и определяет продолжительность цикла и качество детали); система выталкивания (которая извлекает готовую деталь из пресс-формы); система вентиляции (которая обеспечивает выход захваченного воздуха во время заполнения); и несущая основа пресс-формы (которая размещает и выравнивает все остальные компоненты). Эти системы взаимозависимы — недостаток в одной из них влияет на работу всех остальных.
Полость и сердечник
Рабочая полость формирует наружную поверхность детали, а сердечник — внутренние поверхности. Допуски на совмещение, качество поверхности и точность размеров непосредственно определяют качество детали. Для прецизионных деталей — медицинских компонентов, автомобильных разъемов, оптических элементов — допуск на совмещение полости и сердечника обычно составляет ±0,01 мм или меньше. На этом этапе определяются марка стали, термообработка и технические условия полировки.
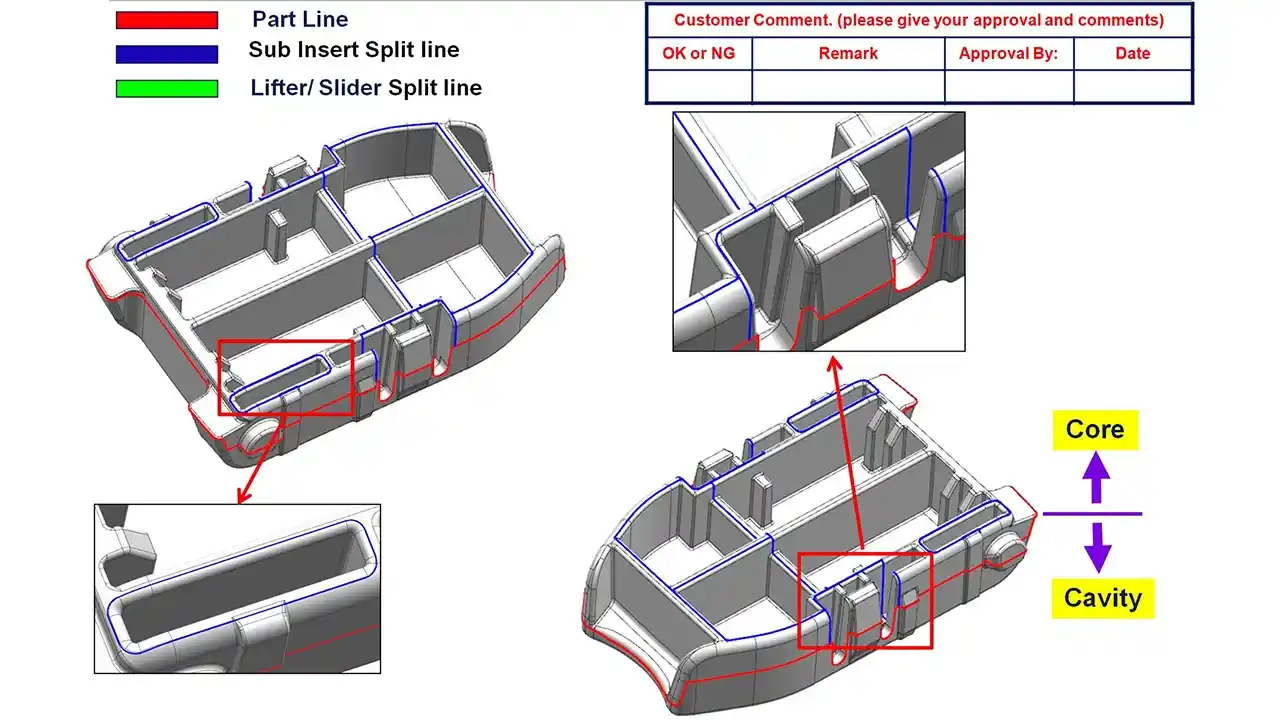
Линия разъема и поверхность разъема
Линия разъема — это место соединения двух половин пресс-формы. Её положение влияет на внешний вид детали (обычно эта линия видна на готовой детали в виде едва заметного шва), направление выталкивания и общую сложность конструкции пресс-формы. Размещение линии разъема на неконтрастной кромке, естественном геометрическом изломе или поверхности, обращённой в конечной продукции в сторону, противоположную пользователю, является одновременно эстетическим и инженерным решением — решением, которое должен принимать специалист, понимающий оба аспекта этой задачи.
Охлаждающие каналы
На охлаждение обычно приходится 60–70% от общего времени цикла литья под давлением. Неправильно спроектированные контуры охлаждения приводят к неравномерному распределению температуры по полости и сердечнику, что вызывает коробление, несоответствие размеров между отливками и неоправданно длительные циклы. Конформное охлаждение — когда охлаждающие каналы повторяют контуры детали, а не проходят по прямым просверленным линиям, — это позволяет значительно улучшить тепловую однородность при изготовлении деталей сложной формы. Однако это увеличивает стоимость и сложность обработки, поэтому данный подход применяется только в тех случаях, когда требования к времени цикла или качеству оправдывают такие затраты.
Конструкция ворот
Впускное отверстие — это точка входа, через которую расплавленный пластик поступает в полость формы. Его расположение, размеры и тип определяют равновесие потока, положение линии сварки, внешний вид следа от впускного отверстия на готовой детали, а также риск деградации материала в результате сдвига в области впускного отверстия. Для деталей, к которым предъявляются эстетические требования, размещение литникового отверстия часто является одним из первых вопросов при рассмотрении проекта — ведь перемещение литникового отверстия после изготовления пресс-формы означает необходимость модификации литниковой системы и, возможно, стали полости. Тщательный обзор Типы шлюзов и их компромиссы стоит изучить, прежде чем принимать окончательное решение о расположении ворот.
Система выброса
Выталкивающие штифты, втулки, лопатки и скребковые пластины оставляют разные следы на разных поверхностях детали. Сами по себе эти следы неизбежны — вопрос лишь в том, где именно они появятся. Расположение выталкивающих штифтов необходимо согласовывать с конструкцией детали, чтобы следы появлялись на некосметических поверхностях или на поверхностях, которые будут скрыты при сборке. Это ещё одна область, в которой конструкторы изделия и инженеры-формовщики должны на раннем этапе наладить взаимодействие. Конструктор изделия, не знающий, где будут размещены выталкиватели, не может принять обоснованные решения относительно требований к качеству поверхности.
Какие факторы следует учитывать при проектировании форм для литья под давлением?

Именно в этом и проявляется мастерство опытных инженеров. Переменных множество, и они взаимодействуют друг с другом — изменение одной из них одновременно влияет на несколько других.
К ключевым факторам при проектировании пресс-форм для литья под давлением относятся: геометрия и сложность детали (подрезы, тонкие стенки, глубокие ребра, требования к качеству поверхности); выбор материала (коэффициент усадки, вязкость, температура переработки, абразивность); требуемые допуски на размеры; объем производства и расчетный срок службы пресс-формы; количество полостей; требования к длительности цикла; а также бюджет на изготовление пресс-формы. Ни один из этих факторов нельзя оптимизировать в отрыве от остальных. Каждое решение предполагает поиск компромисса между стоимостью, качеством и технологичностью — и эти компромиссы должны приниматься осознанно людьми, которые понимают все эти аспекты.
Выбор материала определяет практически все последующие этапы
Различные пластики ведут себя в пресс-форме совершенно по-разному, поэтому технические характеристики материала необходимо зафиксировать до начала проектирования пресс-формы, а не после. Коэффициент объемной усадки полипропилена составляет примерно 1,5–2,5%; усадка PEEK составляет всего 0,1–0,5%. Полость формы, рассчитанная на один из этих материалов, не позволит изготовить детали с точными размерами из другого материала без внесения изменений.
Вязкость определяет размеры литниковых каналов и требования к давлению впрыска. Температура обработки влияет на размеры и расположение охлаждающих каналов. Материалы с волокнистым наполнителем (нейлон со стекловолокном, PEEK с углеродным наполнителем) обладают абразивными свойствами — они ускоряют износ поверхностей полости и требуют использования более твёрдых марок инструментальной стали. Прозрачные материалы, такие как ПК или ПММА, требуют зеркально отполированных полостей без следов механической обработки, которые могли бы просвечивать через деталь. Правильный техническая поддержка в области проектирования пресс-форм это означает, что эти ограничения, обусловленные характеристиками материала, учитываются при разработке инструментов с самого начала, а не выявляются уже после изготовления первых образцов (T1).
Толщина и однородность стенок
Равномерная толщина стенок — один из основополагающих принципов проектирования пластиковых деталей, который, однако, чаще всего нарушается, когда конструкторы не ведут тесного сотрудничества с инженерами-инструментальщиками. Толстые участки остывают медленнее, чем тонкие. Такая разница в скорости остывания приводит к возникновению внутренних напряжений, которые, в свою очередь, вызывают коробление и отклонения в размерах после извлечения детали из пресс-формы.
Общее руководство для большинства материалов заключается в том, чтобы толщина стенок находилась в пределах от 1,5 мм до 4 мм, при этом переходы должны быть плавными, а не резкими. Однако это лишь общие рекомендации — подходящая толщина стенок зависит от конкретного материала, геометрии детали, конструктивных требований и технологических параметров. К конструкционному автомобильному кронштейну из нейлона, армированного стекловолокном, предъявляются иные требования к толщине стенок, чем к декоративному корпусу бытовой электроники из АБС-пластика.
Углы наклона
Угол наклона — это конусность, придаваемая поверхностям, параллельным направлению открытия пресс-формы. При недостаточном угле наклона деталь цепляется за пресс-форму во время выталкивания, что приводит к появлению следов трения, повреждению поверхности или застреванию деталей. В качестве ориентира для большинства гладких поверхностей можно взять 1° угла наклона на каждые 25 мм глубины выталкивания. Текстурированные поверхности требуют значительно большего угла — как правило, не менее 3°–5°, в зависимости от глубины текстуры, — поскольку текстура механически зацепляется за стенку полости.
Это та область, в которой дизайнеры продукции и инженеры-формовщики часто расходятся во мнениях. Дизайнеры стремятся к минимальному конусу, чтобы сохранить задуманную геометрию. Инженерам-формовщикам же необходим достаточный конус для надежного выталкивания изделия. Правильный ответ почти всегда лежит где-то посередине, и его можно найти в ходе обсуждения, а не путем навязывания одной стороной своей точки зрения другой.
Требования к допуску
Не каждая деталь требует одинакового уровня точности размеров. Для компонентов медицинского оборудования могут требоваться допуски ±0,02–0,05 мм. Корпуса потребительских товаров могут отлично функционировать при допусках ±0,15–0,2 мм. Чем строже требования к допускам, тем точнее должна быть спроектирована пресс-форма, тем тверже должна быть инструментальная сталь и тем тщательнее необходимо контролировать процесс. Установление допусков, более жестких, чем это действительно необходимо для детали, — распространенная и дорогостоящая ошибка: она завышает стоимость инструмента, увеличивает время изготовления и может сделать производство детали более сложным, чем это необходимо.
Каковы наиболее распространенные ошибки при проектировании форм для литья под давлением?
В сфере инструментального производства опыт — самый дорогой учитель. Большинство задержек в реализации проектов и перерасхода средств связано с небольшим набором повторяющихся ошибок.
К наиболее распространенным ошибкам при проектировании форм для литья под давлением относятся: недостаточные углы наклона, приводящие к сопротивлению выталкиванию и повреждению поверхности; неучет усадки материала при определении размеров полости; неадекватного или несбалансированного охлаждения, приводящего к короблению и увеличению продолжительности цикла; размещения литников, приводящего к появлению линий сварки в конструктивно важных областях; колебаний толщины стенок, вызывающих вмятины; а также подрезов, обнаруживаемых на поздних этапах процесса — после изготовления пресс-формы — что требует дорогостоящих доработок с использованием боковых механизмов или пересмотра конструкции. Большинство этих проблем имеет одну и ту же первопричину: проектирование изделия и разработка пресс-формы рассматривались как отдельные, последовательные этапы, а не как единый интегрированный процесс.
Подрезы
Подрезка — это любая деталь изделия, препятствующая выталкиванию в основном направлении открытия пресс-формы. Боковые отверстия, защелкивающиеся крючки, утопленные логотипы, поперечные отверстия — все они требуют либо изменения конструкции, либо применения механического бокового действия в пресс-форме (скользящего элемента, перемещающегося перпендикулярно основной оси открытия перед выталкиванием). Боковые механизмы увеличивают стоимость, усложняют конструкцию и повышают риск несоосности и образования облоя. Ничего из этого не станет проблемой, если такие элементы будут выявлены на этапе DFM и заложены в конструкцию пресс-формы с самого начала. Обнаруженное после изготовления пресс-формы незапланированное боковое действие может обойтись в $5,000–$15,000, плюс задержка, связанная с внесением модификаций.
Пропуск моделирования потока расплава
На ранних этапах разработки проекта возникает соблазн пропустить анализ течения материала в пресс-форме, чтобы сэкономить время. Иногда, при разработке простых одногнездных деталей из хорошо изученных материалов, опытные инженеры-конструкторы пресс-форм могут спроектировать работоспособную пресс-форму и без него. Однако в случае многогнездных пресс-форм, сложной геометрии или материалов со сложными характеристиками течения пропуск моделирования — это явно ложная экономия. Когда результаты пробного литья T1 показывают недостаточный объем заливки на одной стороне 4-гнездной формы или наличие линии сварки, проходящей через несущий выступ, затраты на диагностику и исправление этих дефектов в готовой стальной форме значительно превышают стоимость моделирования.
Рассматривать «Design Lock» как старт производственного процесса
Продуктовые команды, которые фиксируют проект, а затем передают его изготовителю пресс-форм без инженерной экспертизы, как правило, получают инструменты, которые работают — но не оптимально. Впускной канал располагается там, где это было возможно, а не там, где было бы идеально. Охлаждающие каналы проложены там, где это было удобно, а не там, где это было наиболее эффективно. Линия разъема проходит там, где это позволяла геометрия, а не там, где это было бы предпочтительнее с эстетической или функциональной точки зрения. Это неоптимальные результаты, которые становятся неизменными характеристиками каждой детали, изготавливаемой данной формой. процесс сборки инструментария даёт наилучшие результаты, когда разработка продукта и технологический процесс согласованы до того, как какие-либо решения будут окончательно утверждены.
Сколько стоит изготовление пресс-формы для литья под давлением?

Все хотят услышать конкретную цифру. Честный ответ заключается в том, что это зависит от обстоятельств, — но вот схема, которая отражает, как на самом деле распределяются затраты.
Стоимость пресс-форм для литья под давлением обычно колеблется от $3 000–$10 000 для простых одногнездных прототипных пресс-форм до $25 000–$150 000+ для сложных многогнездных серийных пресс-форм. Основными факторами, влияющими на стоимость, являются: размер детали и сложность её геометрии, количество полостей, требуемые допуски на размеры, марка и твёрдость стали для пресс-формы, требования к качеству поверхности, количество боковых механизмов или подъёмников, а также то, предусмотрена ли система горячего или холодного литника. Стоимость пресс-форм, изготовленных в Китае, как правило, на 40–70% ниже, чем аналогичных пресс-форм, изготовленных в США или Западной Европе — при этом качество не страдает, если выбран правильный партнер.
Как на самом деле выглядят цифры
Одногнездная форма с простой геометрией из стали P20 — без подрезов, со стандартными допусками около ±0,1 мм, с холодным литником и текстурированной поверхностью — может стоить от $5 000 до $9 000 у опытного китайского производителя пресс-форм. Добавьте два боковых привода для бокового открывания, зеркально отполированную полость для прозрачной смолы и ужесточьте допуски до ±0,05 мм — и стоимость той же однополостной формы теперь составит $18 000–$28 000.
Стоимость многогнездных пресс-форм значительно возрастает. Сбалансированная пресс-форма с горячеканальной системой на 4 гнезда для автомобильного разъема с требованиями к допуску ±0,03 мм может реально стоить от $60 000 до $120 000. Экономическая эффективность на одну деталь при серийном производстве оправдывает эти инвестиции — первоначальные затраты реальны и должны быть точно заложены в бюджет.
Оснастка для изготовления прототипов и серийная оснастка
Изготовление прототипного оборудования (мягкая или быстрая инструментальная оснастка) изготавливается из алюминия или стали средней марки и рассчитана на ограниченное количество отливок — как правило, 1 000–10 000 штук. Срок изготовления составляет 2–3 недели, стоимость — 30–50% от стоимости серийного инструмента, и это действительно полезно для проверки конструкции детали и технологического процесса перед принятием решения о полномасштабных инвестициях в производство. Компромисс: стабильность размеров и качество поверхности ниже, чем у инструментов из закаленной стали, и такой инструмент не выдержит длительных производственных нагрузок.
Производственное оборудование В конструкции используется закаленная сталь — H13 для усложненных условий эксплуатации, S136 — для коррозионно-агрессивных сред или при требованиях к оптическому качеству — и рассчитана на 500 000–1 000 000+ циклов при надлежащем техническом обслуживании. Срок изготовления составляет 4–8 недель для форм стандартной сложности. Это оптимальная инфраструктура для любой программы со значительными объёмами производства, а разница в стоимости по сравнению с прототипным инструментом становится менее существенной при амортизации в расчёте на количество отливок.
Выбор прототипного оборудования для производства продукции, объем которого впоследствии вырастет до 50 000 и более единиц в год, только потому, что это дешевле на начальном этапе, является ошибкой в планировании, а не способом экономии средств.
Статья расходов, которую никто не закладывает в бюджет: модификация пресс-формы
Самой часто упускаемой из виду статьёй в бюджетах на инструменты являются затраты на модификацию. Судя по отраслевому опыту, 30–50% пресс-форм требуют как минимум одной модификации до выхода на стабильное производство — будь то корректировка размера литника, добавление вентиляционных отверстий, устранение отклонений в размерах или доработка контура охлаждения, который не функционирует в соответствии с проектом. Незначительные модификации обходятся в $2 000–$8 000 и занимают 1–2 недели. Конструктивные модификации, связанные с заменой вставок, обходятся в $10 000–$40 000 и занимают 3–6 недель. Заложение резерва в размере 15–20% от первоначального бюджета на инструмент на случай модификаций — это не пессимизм, а точное планирование.
Как выбрать подходящего партнера по проектированию пресс-форм?

Партнер, с которым вы работаете, влияет на конечный результат не меньше, чем сам проект. Выбор производителя инструментов, основанный преимущественно на предложенной цене, — один из самых верных способов столкнуться с дорогостоящими проблемами.
При оценке партнеров по проектированию и изготовлению форм для литья под давлением наиболее важными факторами являются: наличие собственных ресурсов по оптимизации конструкции под литье (DFM) и проектированию пресс-форм (а не только выполнение механической обработки); компетентность в области моделирования потока плавки; точность механической обработки и способность соблюдать допуск ±0,01 мм или лучше по критическим размерам; качество и прослеживаемость поставок стали; качество коммуникации на этапе изготовления пресс-формы; а также подтвержденный опытом успех в работе с деталями аналогичной сложности и в соответствии с требованиями отрасли. Самое дешевое предложение и наилучший результат редко предлагаются одним и тем же поставщиком.
При выборе поставщика систематически недооценивается уровень инженерной компетенции. Завод, который изготавливает пресс-формы по вашим чертежам, — это совсем не то же самое, что инженерный партнер, который анализирует ваш проект ещё до того, как начнёт рисовать первую линию геометрии пресс-формы, выявляет проблемы, которые впоследствии обойдутся вам дорого, проводит расчёт потока материала в пресс-форме для проверки конструкции, а затем изготавливает пресс-форму с параметрами, проверенными на практике.
Второй вариант требует более высоких первоначальных затрат. Однако в целом он обходится дешевле, если учесть отсутствие необходимости в доработках, более быстрый переход к стабильному производству и сокращение брака на ранних этапах производства.
В компании «Димуд» наш подход к производство прецизионных пресс-форм объединяет экспертизу DFM, моделирование потока материала в пресс-форме и прецизионную обработку стали в рамках одного производственного процесса — в компании работает более 30 старших инженеров, большинство из которых имеют более 20 лет практического опыта в области изготовления пресс-форм для пластмасс. Анализ более 1 000 проектов, прошедших экспертизу DFM, показывает, что наиболее частым выводом является не то, что конструкции неверны. Дело в том, что в них присутствует 3–5 устранимых проблем, на которые никто не обратил внимания — потому что команда разработчиков продукта и команда, занимающаяся изготовлением пресс-форм, ещё не провели полноценного технического обсуждения.
Заключение
Именно на этапе проектирования пресс-формы определяются технологичность изготовления изделия, его качество и экономическая эффективность производства в долгосрочной перспективе — а не на производственном цехе и не после того, как первые образцы (T1) поступят с дефектами. Каждое решение, принятое на этапе проектирования пресс-формы, оказывает влияние на каждый цикл литья в течение всего срока реализации проекта. Правильное определение расположения линии разъема, схемы охлаждающих каналов, положения литника, углов наклона и размеров полости, соответствующих материалу, ещё до начала резки стали — вот что отличает запуски, проходящие гладко, от тех, у которых возникают проблемы. Относитесь к проектированию пресс-форм как к инженерной работе, привлекайте нужных специалистов на ранних этапах, и большинство дорогостоящих неожиданностей просто не произойдёт.




