

A clean CAD model does not guarantee a successful production launch. In Spritzgießen, small design decisions — wall thickness, gate location, cooling layout, parting line placement — can quietly determine whether a tool runs efficiently or becomes an expensive source of defects, delays, and repeated modifications.
Viele Probleme bei der Werkzeugherstellung sind nicht auf Bearbeitungsfehler zurückzuführen. Sie haben ihren Ursprung bereits viel früher, nämlich bei der Konstruktion der Form. Wenn Materialverhalten, Herstellbarkeit und Produktionsanforderungen nicht von Anfang an gemeinsam berücksichtigt werden, sehen sich die Teams oft mit längeren Vorlaufzeiten, schwankender Teilequalität und vermeidbaren Werkzeugkosten konfrontiert.
Die Konstruktion von Spritzgussformen ist ein ingenieurwissenschaftliches Fachgebiet, das Produktgeometrie, Werkzeugaufbau, Materialfluss, Kühlleistung und Wirtschaftlichkeit der Produktion zu einer skalierbaren Fertigungslösung vereint.
In diesem Leitfaden erläutern wir, wie Spritzgussformen konstruiert werden, welche entscheidenden strukturellen Systeme sich im Inneren einer Form befinden, welche Faktoren die Werkzeugkosten und -qualität beeinflussen, welche Fehler Projekte zum Scheitern bringen und wie man einen Werkzeugpartner auswählt, der Risiken mindert, anstatt sie zu erhöhen.
Was versteht man unter Spritzgussformenbau?
Die Konstruktion von Spritzgussformen befindet sich an der Schnittstelle zwischen Produktentwicklung und Fertigungsprozessplanung. Die meisten Menschen außerhalb der Branche gehen davon aus, dass es dabei lediglich darum geht, eine Negativform des Bauteils in einen Stahlblock zu fräsen. Die Realität ist jedoch wesentlich komplexer.
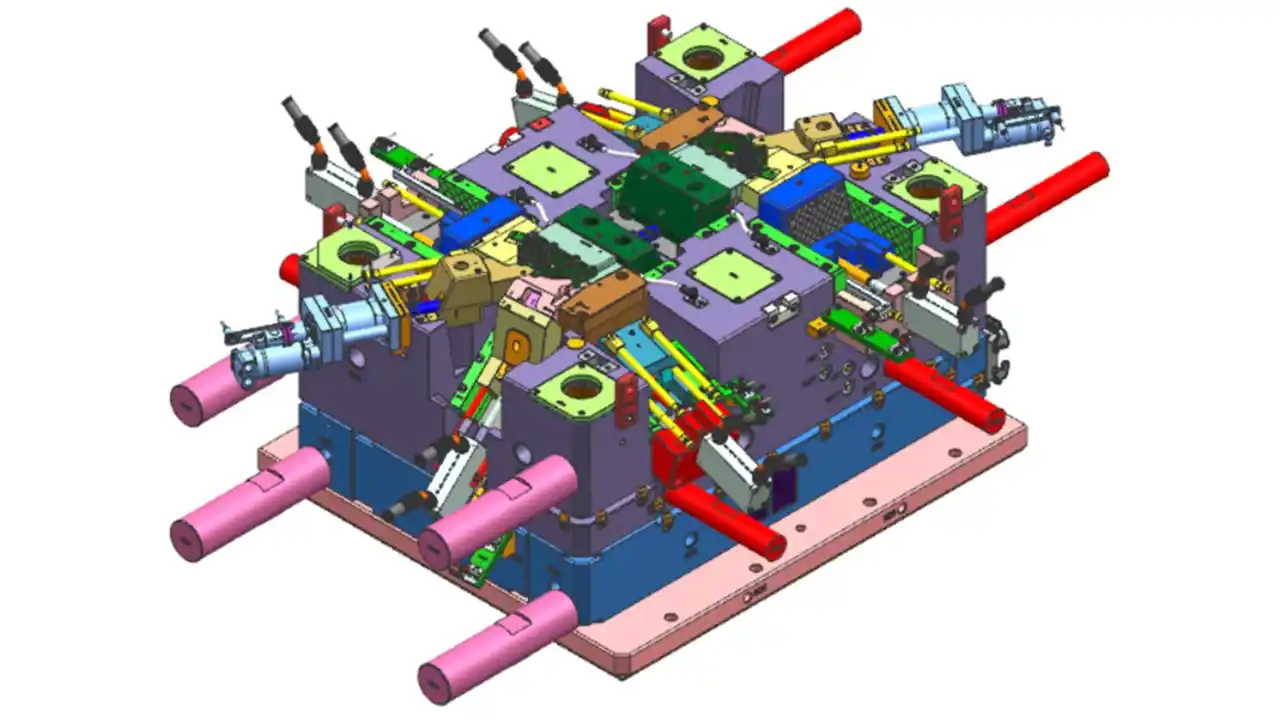
Die Konstruktion von Spritzgussformen ist der technische Prozess zur Entwicklung des kompletten Werkzeugsystems, das zur Serienfertigung von Kunststoffteilen verwendet wird. Dabei werden die Geometrie von Kavität und Kern, die Anordnung der Trennfuge, das Anguss- und Verteilersystem, die Anordnung der Kühlkanäle, die Entlüftungsstrategie sowie der Auswerfermechanismus festgelegt. Jede in dieser Phase getroffene Entscheidung hat direkten Einfluss auf die Maßgenauigkeit des Bauteils, die Oberflächenqualität, die Zykluszeit, die Lebensdauer der Form sowie die Produktionskosten pro Einheit. Eine Form ist nicht nur ein geformter Stahlblock – sie ist ein präzises thermisches und mechanisches System, das speziell auf das Bauteil, das Material und die Produktionsbedingungen zugeschnitten ist.
Diese Unterscheidung ist in der Praxis von Bedeutung. Viele Produktteams betrachten die Formkonstruktion als einen nachgelagerten Prozess – sie übergeben eine fertige CAD-Datei an den Hersteller und erwarten, dass die Werkzeugbauer den Rest selbst regeln. Dieser Ansatz führt in der Regel zu einer Form, die zwar technisch funktioniert, aber nicht optimal ist. Die Anordnung der Angussstellen ist zwar brauchbar, aber nicht ideal. Die Kühlung ist zwar ausreichend, aber ineffizient. Die Trennfuge ist funktional, aber in einem optisch sensiblen Bereich sichtbar.
All diese Ergebnisse hätten vermieden werden können. Die Geometrie des Bauteils bestimmt die Komplexität der Form. Die Materialauswahl beeinflusst die Dimensionierung der Angusskanäle und die Anforderungen an die Kühlung. Das Produktionsvolumen entscheidet darüber, ob ein Ein- oder Mehrfachwerkzeug wirtschaftlich sinnvoll ist. Das sind keine voneinander getrennten Themen – sie müssen gleichzeitig berücksichtigt werden.
Heißkanal vs. Kaltkanal: Eine Entscheidung in der frühen Entwicklungsphase
Eine der ersten strukturellen Entscheidungen bei der Formkonstruktion betrifft das Angusssystem. Bei Kaltkanalformen wird der geschmolzene Kunststoff durch in die Formplatten eingearbeitete Kanäle geleitet – einfach, kostengünstig, aber bei jedem Schuss fällt Ausschussmaterial (der Anguss) an. Heißkanalsysteme halten den Kunststoff über einen beheizten Verteiler im geschmolzenen Zustand, wodurch Angussabfälle vermieden und die Materialkosten pro Teil gesenkt werden; allerdings verursachen sie erhebliche Vorlaufkosten für die Werkzeugherstellung und eine höhere elektrische Komplexität.
Bei der Großserienfertigung mit teuren technischen Kunststoffen amortisiert sich ein Heißkanalsystem in der Regel schnell durch Materialeinsparungen und kürzere Zykluszeiten. Bei geringeren Stückzahlen oder Projekten mit begrenztem Budget ist ein Kaltkanalsystem oft die sinnvollere Wahl. Keine der beiden Optionen ist grundsätzlich richtig. Die Entscheidung hängt vom Jahresvolumen, den Materialkosten und der Gesamtwirtschaftlichkeit des Projekts ab – und sie muss zu Beginn der Werkzeugkonstruktion getroffen werden, nicht erst danach.
Zweiplatten- vs. Dreiplatten-Formen
Eine Zweiplattenform ist die Standardkonfiguration: eine Trennfläche, wobei der Anguss beim Auswerfen am Bauteil verbleibt. Bei einer Dreiplattenform kommt eine zweite Trennfläche hinzu, wodurch das Angusssystem beim Auswerfen automatisch vom Bauteil getrennt werden kann – dies ist nützlich, wenn die Platzierung des Angusses auf der Bauteiloberfläche eingeschränkt ist. Dreiplattenformen sind komplexer und in der Herstellung sowie Wartung teurer. Für die meisten Anwendungen erzielen Zweiplattenformen mit einem gut positionierten Kanten- oder Unterwasserang das gleiche Ergebnis auf kostengünstigere Weise.
Wie werden Spritzgussformen konstruiert?
Der Prozess verläuft nicht so linear, wie es ein Flussdiagramm vermuten lässt. Zu einer guten Werkzeugkonstruktion gehört ein iterativer Prozess – zwischen dem Produktdesigner, dem Werkzeugkonstrukteur und manchmal auch einem Spezialisten für Formflusssimulationen. So läuft das in der Praxis in der Regel ab.
Die Konstruktion einer Spritzgussform erfolgt in folgender Reihenfolge: Überprüfung der Bauteilgeometrie und DFM-Analyse (Design for Manufacturability) → Festlegung der Trennfuge → Layout von Kavität und Kern → Konstruktion des Anguss- und Angusskanalsystems → Auslegung der Kühlkanäle → Konstruktion des Auswerfersystems → Auswahl des Formaufbaus → 3D-Modellierung und 2D-Zeichnungen → Mold-Flow-Simulation → abschließende Konstruktionsprüfung und Freigabe der Form. Jede Phase liefert Informationen für die vorangegangenen Phasen. Eine frühzeitige Zusammenarbeit zwischen Produktdesignern und Formenbauingenieuren ist kein Luxus – sie ist entscheidend dafür, ob der Werkzeugbau reibungslos verläuft oder kostspielig wird.
Phase 1: DFM-Analyse – Hier liegt der wahre Mehrwert
Bevor eine Formgeometrie erstellt wird, durchläuft die Bauteilkonstruktion eine DFM-Prüfung. Hier finden die wertvollsten – und kostengünstigsten – Veränderungen statt.
Bei der DFM-Analyse wird Folgendes überprüft: unzureichende Entformungsschrägen, die ein sauberes Auswerfen des Bauteils behindern; Wanddickenabweichungen, die zu ungleichmäßiger Abkühlung und Verzug führen; Hinterschneidungen, die Seitenantriebe oder Heber erfordern, die bei der Konstruktion nicht berücksichtigt wurden; Proportionen von Vorsprüngen und Stegen, die Einfallstellen verursachen; sowie die Anordnung von Merkmalen, die dazu führt, dass die Trennlinie auf einer optisch sichtbaren Oberfläche verläuft.
Probleme, die bereits in der DFM-Phase erkannt werden, lassen sich kostengünstig beheben. Eine Änderung des Rippen-Dicken-Verhältnisses im CAD-System nimmt bei einem Ingenieur zwanzig Minuten in Anspruch. Dieselbe Änderung nach der Fertigstellung der Form erfordert eine Nachbearbeitung des Kavitätseinsatzes, möglicherweise den Austausch des Stahleinsatzes und eine Verzögerung von mehreren Wochen. Die Zahlen zu Formmodifikationen sind ernüchternd: Kleinere Änderungen kosten in der Regel $2.000–$8.000; strukturelle Überarbeitungen können $15.000–$50.000 oder mehr kosten. Es gibt keine Phase des Prozesses, in der die Investition in eine gründliche DFM-Prüfung einen schlechteren ROI liefert.
Phase 2: 3D-Formmodellierung
Sobald die Fertigungsfähigkeit des Bauteilentwurfs bestätigt ist, erstellt der Formenbauer das vollständige 3D-Volumenmodell des Werkzeugs – Kavitätseinsatz, Kerneinsatz, Angusssystem, Kühlkreislauf, Auswerferanordnung und alle mechanischen Bauteile. Bei der modernen Formkonstruktion kommen CAD-Programme wie UG NX, CATIA oder SolidWorks zum Einsatz. Die Qualität dieses Modells bestimmt, wie reibungslos die nachfolgende Bearbeitung verläuft. Unklare Geometrien oder Toleranzkonflikte im 3D-Modell führen zu Problemen in der Fertigung.
Phase 3: Formflusssimulation
Formflussanalyse – unter Verwendung von Plattformen wie Autodesk Moldflow oder Moldex3D — simuliert, wie geschmolzener Kunststoff unter realen Prozessbedingungen den Formhohlraum ausfüllt, abkühlt und erstarrt. Es prognostiziert potenzielle Fehler, noch bevor Stahl zugeschnitten wird: Unterfüllungen, Lufteinschlüsse, Lage der Schweißnaht, unterschiedliche Schrumpfung und Verformung des Bauteils.
Bei komplexen Bauteilen oder Mehrfachformen ist dieser Schritt unverzichtbar. Ein ausgewogenes Mehrfachform-Angusssystem, das im CAD korrekt aussieht, kann in der Simulation dennoch erhebliche Füllungungleichgewichte aufweisen – was dazu führt, dass Formnester bei denselben Einspritzparametern unter- oder überfüllt werden. Dies in der Simulation zu erkennen, kostet ein paar Tage und die Gebühr für die Simulationslizenz. Es erst im Stahl zu erkennen, kostet eine Formmodifikation und eine verzögerte Markteinführung.
Phase 4: Werkzeugbau und Zerspanung
Nachdem die Konstruktion freigegeben wurde, wird die Formbasis ausgewählt und mit der Bearbeitung begonnen. Kavitäten- und Kerneinsätze werden in der Regel aus Stahl gefertigt – P20 für Standardanwendungen, H13 für Großserien oder glasfaserverstärkte Werkstoffe, S136 für korrosive Kunststoffe oder Anforderungen an die Oberflächenqualität im optischen Bereich. Für feine Details, die mit CNC-Fräsen nicht erreicht werden können, kommt die Funkenerosion (EDM) zum Einsatz. Nach der Schrupp- und Schlichtbearbeitung werden die Einsätze auf die Sollhärte wärmebehandelt und anschließend auf die geforderte Oberflächengüte poliert.
Die gesamte Werkzeugbauzeit vom Freigabe des Entwurfs bis zum ersten Formversuch (T1) beträgt bei einem einfachen Ein-Kavitäten-Werkzeug in der Regel 4–6 Wochen und bei komplexen Mehrkavitäten-Werkzeugen oder Werkzeugen mit engen Toleranzen 8–12 Wochen oder mehr.
Was sind die entscheidenden strukturellen Elemente im Inneren einer Form?

Wenn man versteht, was sich tatsächlich in einer Spritzgussform befindet, können Produktteams und Beschaffungsmanager die richtigen Fragen stellen – und potenzielle Konstruktionsprobleme erkennen, bevor diese zu kostspieligen Überraschungen werden.
Eine Spritzgussform besteht aus sechs miteinander zusammenwirkenden Funktionssystemen: dem Formhohlraum und dem Kern (die die Geometrie des Formteils auf allen Oberflächen bestimmen); dem Anguss- und Angusskanalsystem (das steuert, wie und wo der Kunststoff in den Formhohlraum gelangt); dem Kühlsystem (das Wärme abführt und die Zykluszeit sowie die Qualität des Formteils beeinflusst); das Auswerfersystem (das das fertige Bauteil aus der Form löst); das Entlüftungssystem (das während des Füllvorgangs eingeschlossene Luft entweichen lässt); und den Formaufbau (der alle anderen Komponenten aufnimmt und ausrichtet). Diese Systeme sind voneinander abhängig – eine Schwachstelle in einem System beeinträchtigt die Leistung aller anderen.
Kavität und Kern
Die Formhöhlung bildet die Außenfläche des Bauteils, der Kern die Innenflächen. Ihre Ausrichttoleranz, Oberflächenbeschaffenheit und Maßgenauigkeit bestimmen unmittelbar die Qualität des Bauteils. Bei Präzisionsteilen – medizinischen Komponenten, Steckverbindern für die Automobilindustrie, optischen Elementen – wird die Ausrichtung von Formhohlraum und Kern in der Regel auf ±0,01 mm oder noch enger gehalten. Die Stahlsorte, die Wärmebehandlung und die Polierspezifikation werden alle in dieser Phase festgelegt.
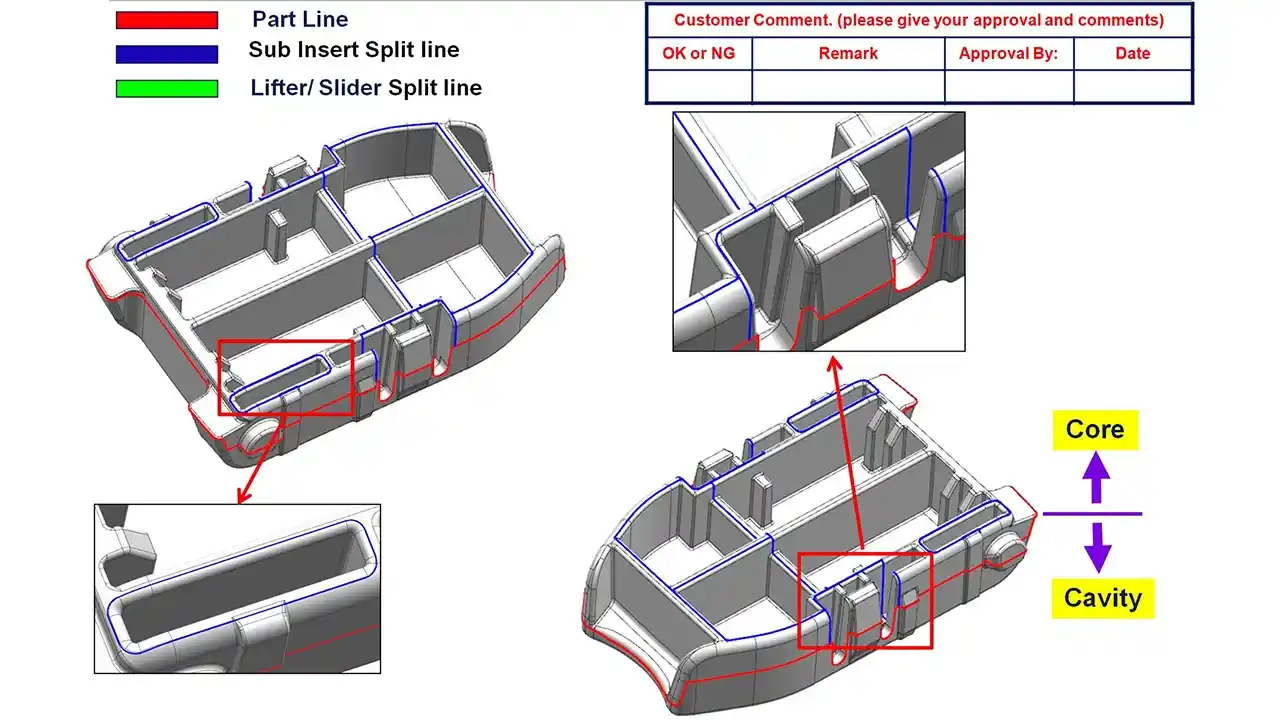
Trennlinie und Trennfläche
Die Trennlinie ist die Stelle, an der die beiden Hälften der Form aufeinandertreffen. Ihre Position beeinflusst das Aussehen des Bauteils (die Linie ist am fertigen Bauteil in der Regel als schwache Naht sichtbar), die Auswerfrichtung und die Gesamtkomplexität der Form. Die Platzierung der Trennlinie an einer nicht sichtbaren Kante, einer natürlichen geometrischen Unterbrechung oder einer Fläche, die im Endprodukt vom Benutzer abgewandt ist, ist sowohl eine ästhetische als auch eine technische Entscheidung – eine Entscheidung, die von jemandem getroffen werden muss, der beide Aspekte des Problems versteht.
Kühlkanäle
Die Kühlung macht in der Regel 60–70% der gesamten Zykluszeit beim Spritzgießen aus. Schlecht ausgelegte Kühlkreisläufe führen zu einer ungleichmäßigen Temperaturverteilung im Formhohlraum und im Kern, was Verformungen, Maßabweichungen zwischen den einzelnen Spritzgusszyklen und unnötig lange Zykluszeiten zur Folge hat. Konforme Kühlung — bei denen die Kühlkanäle der Kontur der Bauteilgeometrie folgen, anstatt als gerade Bohrlinien verlaufen — kann die thermische Gleichmäßigkeit bei komplexen Geometrien erheblich verbessern. Dies ist jedoch mit höheren Kosten und einem höheren Bearbeitungsaufwand verbunden, weshalb diese Vorgehensweise nur für Anwendungen vorgesehen ist, bei denen die Zykluszeit oder die Qualitätsanforderungen die Investition rechtfertigen.
Torentwurf
Der Anguss ist die Eintrittsstelle, an der der geschmolzene Kunststoff in den Formhohlraum fließt. Seine Lage, seine Abmessungen und seine Art bestimmen das Fließgleichgewicht, die Position der Schweißnaht, das Erscheinungsbild der Angussspuren am fertigen Bauteil sowie das Risiko einer Materialverschlechterung durch Scherkräfte am Anguss. Bei Teilen mit hohen ästhetischen Anforderungen ist die Platzierung des Angusses oft eines der ersten Themen bei der Konstruktionsprüfung – denn eine Verschiebung des Angusses nach Fertigstellung der Form bedeutet eine Änderung des Angusskanals und möglicherweise auch des Formkavitätenstahls. Ein umfassender Überblick über Gattertypen und ihre Vor- und Nachteile sollte vor einer endgültigen Entscheidung über den Standort der Tore noch einmal geprüft werden.
Auswurfsystem
Auswerferstifte, Hülsen, Klingen und Abstreifplatten hinterlassen jeweils unterschiedliche Spuren auf verschiedenen Oberflächen des Bauteils. Die Spuren selbst sind unvermeidbar – die Frage ist, wo sie entstehen. Die Positionierung der Auswerferstifte muss mit der Bauteilkonstruktion abgestimmt werden, um sicherzustellen, dass die Spuren auf nicht sichtbaren Oberflächen oder auf Oberflächen entstehen, die bei der Montage verdeckt werden. Dies ist ein weiterer Bereich, in dem Produktdesign und Formenbau frühzeitig miteinander kommunizieren müssen. Ein Produktdesigner, der nicht weiß, wo die Auswerfer platziert werden, kann keine fundierten Entscheidungen über die Anforderungen an die Oberflächenbeschaffenheit treffen.
Welche Faktoren sollten bei der Konstruktion von Spritzgussformen berücksichtigt werden?

Hier zeigen erfahrene Ingenieure, was sie auszeichnet. Es gibt zahlreiche Variablen, die miteinander interagieren – die Änderung einer Variablen wirkt sich gleichzeitig auf mehrere andere aus.
Zu den entscheidenden Faktoren bei der Konstruktion von Spritzgussformen zählen: die Geometrie und Komplexität des Bauteils (Hinterschneidungen, dünne Wände, tiefe Stege, Anforderungen an die Oberflächengüte); die Materialauswahl (Schrumpfungsrate, Viskosität, Verarbeitungstemperatur, Abrasivität); die geforderten Maßtoleranzen; das Produktionsvolumen und die angestrebte Lebensdauer der Form; die Anzahl der Kavitäten; Anforderungen an die Zykluszeit; sowie das Werkzeugbudget. Kein einzelner Faktor kann isoliert optimiert werden. Jede Entscheidung beinhaltet Kompromisse zwischen Kosten, Qualität und Herstellbarkeit – und diese Kompromisse müssen bewusst von Personen getroffen werden, die alle diese Aspekte verstehen.
Die Materialauswahl bestimmt fast alles, was danach kommt
Verschiedene Kunststoffe verhalten sich in einer Form sehr unterschiedlich, und die Materialspezifikation muss vor Beginn der Formkonstruktion festgelegt werden – nicht erst danach. Polypropylen weist eine Volumenschrumpfung von etwa 1,5–2,5% auf; PEEK schrumpft nur um 0,1–0,5%. Ein für das eine Material dimensionierter Formhohlraum kann ohne Anpassungen keine maßgenauen Teile aus dem anderen Material herstellen.
Die Viskosität bestimmt die Dimensionierung der Angusskanäle und die Anforderungen an den Einspritzdruck. Die Verarbeitungstemperatur beeinflusst die Dimensionierung und Anordnung der Kühlkanäle. Faserverstärkte Werkstoffe (glasfaserverstärktes Nylon, kohlenstoffverstärktes PEEK) wirken abrasiv – sie beschleunigen den Verschleiß an den Formhohlraumoberflächen und erfordern härtere Werkzeugstahlsorten. Transparente Werkstoffe wie PC oder PMMA erfordern hochglanzpolierte Formhohlräume ohne Bearbeitungsspuren, die durch das Bauteil hindurch sichtbar wären. Die richtige Unterstützung im Bereich Formenbau Das bedeutet, dass diese materialbedingten Einschränkungen von Anfang an in die Werkzeuge einfließen und nicht erst nach den T1-Mustern festgestellt werden.
Wandstärke und Gleichmäßigkeit
Eine gleichmäßige Wandstärke ist eines der grundlegendsten Konstruktionsprinzipien im Kunststoffteilbau – und eines der am häufigsten missachteten, wenn Produktdesigner nicht eng mit den Werkzeugbauingenieuren zusammengearbeitet haben. Dicke Bereiche kühlen langsamer ab als dünne Bereiche. Diese unterschiedliche Abkühlung führt zu inneren Spannungen, und innere Spannungen verursachen nach dem Auswerfen Verformungen und Maßabweichungen.
Als allgemeine Richtlinie gilt für die meisten Werkstoffe, die Wandstärke zwischen 1,5 mm und 4 mm zu halten, wobei sanfte Übergänge anstelle von abrupten Sprüngen angestrebt werden sollten. Dies ist jedoch nur eine allgemeine Richtlinie – die geeignete Wandstärke hängt vom jeweiligen Werkstoff, der Bauteilgeometrie, den konstruktiven Anforderungen und den Prozessparametern ab. Eine tragende Halterung für die Automobilindustrie aus glasfaserverstärktem Nylon stellt andere Anforderungen an die Wandstärke als ein Gehäuse für Unterhaltungselektronik aus ABS.
Entwurfswinkel
Der Entformungswinkel ist die Abschrägung, die an Oberflächen angebracht wird, die parallel zur Öffnungsrichtung der Form verlaufen. Ohne ausreichenden Entformungswinkel bleibt das Teil beim Auswerfen an der Form hängen – was zu Schleifspuren, Oberflächenbeschädigungen oder festsitzenden Teilen führt. Als Richtwert gilt ein Entformungswinkel von 1° pro 25 mm Ziehtiefe als praktikabler Ausgangspunkt für die meisten glatten Oberflächen. Strukturierte Oberflächen erfordern deutlich mehr – in der Regel mindestens 3°–5°, je nach Strukturtiefe –, da sich die Struktur mechanisch in der Formwand festkrallt.
Dies ist ein Bereich, in dem Produktdesigner und Formenbauer häufig unterschiedlicher Meinung sind. Designer wünschen sich eine möglichst geringe Konizität, um die beabsichtigte Geometrie zu erhalten. Formenbauer benötigen hingegen eine ausreichende Konizität für einen zuverlässigen Auswurf. Die richtige Lösung liegt fast immer irgendwo dazwischen und wird durch Gespräche gefunden, anstatt dass eine Seite der anderen ihre Vorstellungen aufzwingt.
Toleranzanforderungen
Nicht jedes Bauteil erfordert das gleiche Maß an Maßgenauigkeit. Komponenten für medizinische Geräte erfordern möglicherweise Toleranzen von ±0,02–0,05 mm. Gehäuse für Konsumgüter können bereits bei ±0,15–0,2 mm einwandfrei funktionieren. Je enger die Toleranzvorgabe, desto präziser muss die Form konstruiert werden, desto härter muss der Werkzeugstahl sein und desto sorgfältiger muss der Prozess kontrolliert werden. Die Festlegung engerer Toleranzen, als das Bauteil tatsächlich benötigt, ist ein häufiger und kostspieliger Fehler – er treibt die Werkzeugkosten in die Höhe, verlängert die Fertigungszeit und kann die Herstellung eines Bauteils unnötig erschweren.
Was sind die häufigsten Fehler bei der Konstruktion von Spritzgussformen?
Erfahrung ist der teuerste Lehrmeister im Werkzeugbau. Die meisten Projektverzögerungen und Kostenüberschreitungen lassen sich auf eine kleine Anzahl immer wiederkehrender Fehler zurückführen.
Zu den häufigsten Fehlern bei der Konstruktion von Spritzgussformen zählen: unzureichende Entformungsschrägen, die zu Auswerferwiderstand und Oberflächenbeschädigungen führen; die Nichtberücksichtigung der Materialschrumpfung bei der Dimensionierung der Formnester; unzureichende oder unausgewogene Kühlung, die zu Verformungen und langen Zykluszeiten führt; die Platzierung der Angussstellen, wodurch Schweißnähte in strukturell kritischen Bereichen entstehen; Wanddickenabweichungen, die Einfallstellen verursachen; sowie Hinterschneidungen, die erst spät im Prozess – nach der Fertigung der Form – entdeckt werden und kostspielige Nachrüstungen oder Konstruktionsänderungen erfordern. Die meisten dieser Probleme haben eine gemeinsame Ursache: Produktdesign und Werkzeugbau wurden als getrennte, aufeinanderfolgende Phasen behandelt, anstatt als ein einziger integrierter Prozess.
Unterschnitte
Ein Hinterschnitt ist jedes Formteilmerkmal, das den Auswurf in der primären Öffnungsrichtung der Form verhindert. Seitliche Bohrungen, Karabinerhaken, vertiefte Logos, seitliche Öffnungen – all dies erfordert entweder eine Konstruktionsänderung oder eine mechanische Seitenbewegung in der Form (ein Gleitbauteil, das sich vor dem Auswurf senkrecht zur Hauptöffnungsachse bewegt). Seitliche Bewegungen verursachen zusätzliche Kosten, erhöhen die Komplexität und steigern das Risiko von Fehlausrichtungen und Gratbildung. All dies ist kein Problem, wenn diese Merkmale bereits in der DFM-Phase erkannt und von Anfang an in das Werkzeug integriert werden. Wird eine ungeplante Seitenbewegung erst nach dem Bau der Form entdeckt, kann deren Nachrüstung $5.000–$15.000 kosten, zuzüglich der Verzögerung, die durch die Nachrüstung entsteht.
Mold-Flow-Simulation überspringen
Es ist verlockend, die Formflussanalyse zu überspringen, um in der frühen Projektphase Zeit zu sparen. Und manchmal können erfahrene Formenbauer bei einfachen Ein-Kavitäten-Teilen mit gut bekannten Werkstoffen auch ohne diese Analyse ein funktionsfähiges Werkzeug konstruieren. Bei Mehrkavitäten-Werkzeugen, komplexen Geometrien oder Werkstoffen mit schwierigem Fließverhalten ist das Überspringen der Simulation jedoch eine falsche Sparmaßnahme. Wenn bei einem T1-Versuch auf einer Seite eines 4-Kavitäten-Werkzeugs ein zu geringer Spritzvolumenanteil auftritt oder eine Schweißnaht durch einen tragenden Vorsprung verläuft, übersteigen die Kosten für die Diagnose und Korrektur im Stahlguss die Kosten einer Simulation bei weitem.
„Design Lock“ als Startschuss für die Fertigung betrachten
Produktteams, die ihr Design festlegen und es dann ohne technische Überprüfung an einen Formenbauer weitergeben, erhalten in der Regel Werkzeuge, die zwar funktionieren – aber nicht optimal. Der Anguss befindet sich an einer Stelle, die verfügbar war, nicht aber ideal. Die Kühlkanäle verlaufen dort, wo es praktisch war, nicht dort, wo sie am effektivsten wären. Die Trennfuge verläuft dort, wo es die Geometrie zuließ, nicht dort, wo es aus ästhetischen oder funktionalen Gründen vorteilhafter wäre. Dies sind suboptimale Ergebnisse, die zu dauerhaften Merkmalen jedes Teils werden, das jemals mit dieser Form hergestellt wird. Die Werkzeug-Erstellungsprozess liefert die besten Ergebnisse, wenn Produkt- und Fertigungsentwicklung aufeinander abgestimmt sind, bevor Entscheidungen endgültig getroffen werden.
Wie viel kostet die Herstellung einer Spritzgussform?

Jeder möchte eine konkrete Zahl wissen. Die ehrliche Antwort lautet: Das kommt darauf an – aber hier ist ein Rahmenkonzept, das zeigt, wie sich die Kosten tatsächlich zusammensetzen.
Die Kosten für Spritzgussformen liegen in der Regel zwischen $3.000 und $10.000 für einfache Prototypenformen mit einer Kavität bis hin zu $25.000 und $150.000+ für komplexe Serienformen mit mehreren Kavitäten. Die wichtigsten Kostenfaktoren sind: Teilegröße und geometrische Komplexität, Anzahl der Kavitäten, erforderliche Maßtoleranzen, Werkstoffgüte und Härte des Formstahls, Anforderungen an die Oberflächengüte, Anzahl der Seitenantriebe oder Heber sowie die Frage, ob ein Heiß- oder Kaltkanalsystem vorgesehen ist. In China hergestellte Werkzeuge kosten in der Regel 40–70% weniger als vergleichbare Werkzeuge aus den USA oder Westeuropa – ohne Qualitätseinbußen, wenn der richtige Partner ausgewählt wird.
Wie die Zahlen tatsächlich aussehen
Ein einfaches Werkzeug mit einer Kavität und geradliniger Geometrie aus P20-Stahl – ohne Hinterschneidungen, mit Standardtoleranzen von etwa ±0,1 mm, Kaltkanal, strukturierter Oberfläche – könnte bei einem kompetenten chinesischen Werkzeughersteller zwischen $5.000 und $9.000 kosten. Fügt man zwei Seitenantriebe für seitliche Öffnungen, eine hochglanzpolierte Kavität für einen transparenten Kunststoff sowie enger gefasste Toleranzen von ±0,05 mm hinzu, so kostet dasselbe Ein-Kavitäten-Werkzeug nun $18.000–$28.000.
Mehrfachformwerkzeuge verursachen erhebliche Kosten. Ein ausgeglichenes Heißkanalwerkzeug mit vier Kavitäten für einen Kfz-Stecker mit einer geforderten Toleranz von ±0,03 mm könnte realistisch gesehen $60.000–$120.000 kosten. Die Wirtschaftlichkeit pro Teil bei großen Stückzahlen rechtfertigt diese Investition – die Anschaffungskosten sind jedoch real und müssen genau im Budget eingeplant werden.
Prototypenwerkzeuge vs. Serienwerkzeuge
Prototypenwerkzeuge (Soft-Tooling oder Rapid-Tooling) verwendet Aluminium oder Stahl mittlerer Güte und ist für eine begrenzte Stückzahl ausgelegt – in der Regel 1.000–10.000 Stück. Die Fertigungszeit beträgt 2–3 Wochen, die Kosten liegen bei 30–50% der Kosten für ein Serienwerkzeug, und diese Methode eignet sich hervorragend zur Validierung des Teiledesigns und des Prozesses, bevor eine Investition in die Serienproduktion getätigt wird. Der Nachteil: Die Maßhaltigkeit und Oberflächenqualität sind geringer als bei Werkzeugen aus gehärtetem Stahl, und das Werkzeug ist nicht für anhaltende Produktionsmengen ausgelegt.
Fertigungswerkzeuge Es wird gehärteter Stahl verwendet – H13 für anspruchsvolle Anwendungen, S136 für korrosive Umgebungen oder Anforderungen an die optische Qualität – und ist bei ordnungsgemäßer Wartung für 500.000 bis über 1.000.000 Schuss ausgelegt. Die Fertigungszeit beträgt bei Standardkomplexität 4–8 Wochen. Dies ist die richtige Infrastruktur für jedes Programm mit nennenswerten Produktionsmengen, und der Kostenunterschied gegenüber Prototypenwerkzeugen verliert an Bedeutung, wenn er über die Gesamtanzahl der Spritzgusszyklen amortisiert wird.
Die Entscheidung für Prototypenwerkzeuge bei einem Produkt, dessen Produktionsvolumen auf über 50.000 Einheiten pro Jahr ansteigen wird, nur weil dies zunächst kostengünstiger ist, stellt einen Planungsfehler dar und führt nicht zu Kosteneinsparungen.
Der Posten, den niemand im Budget einplant: Schimmelpilzsanierung
Der Punkt, der in Werkzeugbudgets am häufigsten übersehen wird, sind die Kosten für Nacharbeiten. Erfahrungsgemäß erfordern 30–50% der Formen mindestens eine Nacharbeit, bevor eine stabile Produktion erreicht wird – sei es die Anpassung der Angussgröße, das Hinzufügen von Entlüftungskanälen, die Korrektur einer Maßabweichung oder die Überarbeitung eines Kühlkreises, der nicht wie vorgesehen funktioniert. Kleinere Anpassungen kosten $2.000–$8.000 und dauern 1–2 Wochen. Strukturelle Änderungen, die den Austausch von Einsätzen beinhalten, kosten $10.000–$40.000 und dauern 3–6 Wochen. Eine Rückstellung von 15–20% des ursprünglichen Werkzeugbudgets für Änderungen einzuplanen, ist kein Pessimismus – es ist eine realistische Planung.
Wie wählt man den richtigen Partner für den Formenbau aus?

Der Partner, mit dem Sie zusammenarbeiten, beeinflusst das Ergebnis ebenso stark wie das Design selbst. Die Auswahl eines Werkzeugbauers, die sich in erster Linie nach dem angebotenen Preis richtet, ist einer der sichersten Wege, um am Ende teure Probleme zu bekommen.
Bei der Bewertung von Partnern für die Konstruktion und Fertigung von Spritzgussformen sind folgende Faktoren am wichtigsten: eigene DFM- und Formenbaukompetenz (nicht nur die eigentliche Bearbeitung); Kompetenz im Bereich der Mold-Flow-Simulation; Bearbeitungspräzision und die Fähigkeit, kritische Maße mit einer Toleranz von ±0,01 mm oder besser einzuhalten; Qualität und Rückverfolgbarkeit der Stahlbeschaffung; Qualität der Kommunikation während des Werkzeugbaus; sowie eine dokumentierte Erfolgsbilanz bei Teilen mit ähnlicher Komplexität und entsprechenden Branchenanforderungen. Das günstigste Angebot und das beste Ergebnis stammen selten aus derselben Quelle.
Was bei der Lieferantenauswahl systematisch zu kurz kommt, ist die technische Kompetenz. Ein Werk, das Formen nach Ihren Zeichnungen fertigt, unterscheidet sich grundlegend von einem Entwicklungspartner, der Ihren Entwurf prüft, bevor er auch nur eine einzige Linie der Werkzeuggeometrie zeichnet, Probleme aufzeigt, die Ihnen später Geld kosten werden, eine Mold-Flow-Simulation durchführt, um den Entwurf zu validieren, und das Werkzeug anschließend mit prozessvalidierten Parametern baut.
Die zweite Option ist zunächst mit höheren Kosten verbunden. Unter Berücksichtigung der vermiedenen Änderungen, der schnelleren Überführung in den stabilen Produktionsbetrieb und des geringeren Ausschusses in den ersten Produktionsläufen ist sie insgesamt jedoch zuverlässig kostengünstiger.
Bei Dimud verfolgen wir folgenden Ansatz: Präzisionsformenbau vereint DFM-Prüfung, Formflusssimulation und Präzisionsbearbeitung von Stahl unter einem Dach – mit über 30 erfahrenen Ingenieuren, von denen die meisten über mehr als 20 Jahre praktische Erfahrung im Bereich Kunststoffwerkzeugbau verfügen. Bei mehr als 1.000 Projekten, die im Rahmen der DFM-Prüfung untersucht wurden, ist die häufigste Erkenntnis nicht, dass die Konstruktionen falsch sind. Vielmehr weisen sie 3–5 behebbare Probleme auf, die niemand bemerkt hat – weil das Produktteam und das Formenteam noch keinen echten technischen Austausch geführt hatten.
Schlussfolgerung
Die Konstruktion von Spritzgussformen ist der entscheidende Faktor für die Herstellbarkeit, Qualität und langfristige Wirtschaftlichkeit eines Produkts – nicht in der Fertigung und auch nicht erst, wenn die ersten Muster (T1) mit Mängeln zurückkommen. Jede Entscheidung, die in der Konstruktionsphase der Form getroffen wird, wirkt sich auf jeden einzelnen Schuss aus, den die Form während der gesamten Laufzeit des Projekts produziert. Die richtige Festlegung von Trennlinienverlauf, Kühlkanalanordnung, Angusspositionierung, Entformungsschrägen und materialgerechten Kavitätenabmessungen noch vor dem Schneiden des Stahls ist entscheidend dafür, ob eine Produkteinführung reibungslos verläuft oder nicht. Behandeln Sie die Formkonstruktion als Ingenieursarbeit, beziehen Sie frühzeitig das richtige Fachwissen ein, und die meisten kostspieligen Überraschungen lassen sich ganz einfach vermeiden.




