


Según mi experiencia en la producción de piezas de plástico, las marcas de hundimiento son uno de los defectos más comunes -y más frustrantes- del moldeo por inyección. Pueden parecer pequeñas a primera vista, pero pueden afectar gravemente tanto al aspecto como a la calidad estructural de un producto.
Las marcas de hundimiento en el moldeo por inyección son depresiones o hendiduras superficiales que aparecen en una pieza de plástico moldeada. Se producen cuando la capa exterior de una pieza se enfría y solidifica, pero el material que hay debajo (normalmente cerca de las secciones gruesas, las nervaduras o los resaltes) aún no se ha enfriado del todo. A medida que el material interior se contrae durante el enfriamiento, tira de la superficie hacia dentro, creando ese hoyuelo delator. Las marcas de hundimiento son uno de los defectos más comunes del moldeo por inyección y pueden afectar tanto a la estética de la pieza como a su integridad estructural, sobre todo en las superficies de clase A de los componentes de electrónica de consumo y automoción.
¿La buena noticia? Las marcas de hundimiento casi siempre se pueden evitar, si se sabe de dónde vienen y cómo combatirlas en las primeras fases del diseño y el proceso. Permítame que se lo explique.
¿Qué son las marcas de hundimiento en el moldeo por inyección?

Antes de arreglar algo, hay que saber a qué nos enfrentamos.
Las marcas de hundimiento son depresiones superficiales localizadas en piezas de plástico moldeadas por inyección. Suelen aparecer en el lado opuesto de una sección de pared gruesa, nervio, saliente o geometría interna, es decir, en cualquier lugar que provoque un grosor desigual en la pieza. La “abolladura” visible se forma porque la superficie de plástico se solidifica más rápido que el interior y, a medida que el núcleo interior caliente se enfría y contrae, tira de la piel exterior ligeramente hacia dentro. En resumen: la superficie se hunde hacia la contracción.
Es como un pastel de chocolate que parece perfecto por arriba pero que se hunde por el medio al enfriarse. El resultado visual en las piezas de plástico puede variar desde una depresión poco visible hasta una abolladura más evidente que arruina una superficie por lo demás limpia.
Dónde suelen aparecer las marcas de hundimiento
Casi siempre aparecen en lugares previsibles:
- Opuesto a las costillas - la cara posterior de una costilla casi siempre concentra más material, lo que significa más encogimiento, lo que significa un hundimiento en la cara visible.
- Detrás de los jefes - un saliente de tornillo añade una protuberancia de material. Si es demasiado grueso en relación con la pared nominal, la cara opuesta al saliente se hundirá.
- En las transiciones de espesor de pared - Cuando una pared fina se encuentra de repente con una gruesa, la zona gruesa se contrae más, tirando de la superficie cercana.
- Puertas cercanas - Irónicamente, a veces la zona más alejada de la compuerta presenta el mayor riesgo de hundimiento debido a una presión de embalamiento insuficiente.
He visto a ingenieros pasarse horas ajustando parámetros de proceso para intentar arreglar hundimientos que en realidad estaban causados por un nervio con un grosor de pared de 120% en lugar de 60%. Ningún ajuste de los parámetros iba a solucionar por completo el problema de diseño. Esa es la verdad fundamental sobre las marcas de hundimiento. la mayoría nacen en el archivo de diseño, no en el taller.
Por qué son importantes las marcas de fregadero
¿En una parte estructural oculta? Quizá se pueda tolerar un pequeño hundimiento. Pero en una carcasa de electrónica de consumo, el tipo de pieza en la que los clientes pasan los dedos por la superficie, una marca de hundimiento es un defecto del producto y punto. Comunica baja calidad, incluso cuando la pieza es estructuralmente sólida.
En los interiores de automóviles, los sumideros visibles pueden no superar las homologaciones de aspecto. En las carcasas de dispositivos médicos, pueden plantear dudas sobre la coherencia dimensional. En cualquier aplicación cosmética, erosionan la confianza en la marca. Así que sí, las marcas de hundimiento importan, y mucho.
¿Cuál es la causa principal de las marcas de hundimiento?

La gente suele tratar las marcas de hundimiento como un “problema de proceso”. Aumentar la presión de empaquetado, bajar la temperatura de fusión y listo. Pero eso es sólo una parte de la historia.
La causa principal de las marcas de hundimiento en el moldeo por inyección es la contracción volumétrica localizada: cuando las zonas gruesas de una pieza se enfrían y contraen más que las zonas finas circundantes, y no hay suficiente presión de empaquetado, material o capacidad de refrigeración para compensar. Esto se debe a tres causas principales: un diseño deficiente de la pieza (grosor desigual de las paredes, nervios o resaltes sobredimensionados), un diseño incorrecto del molde (mala colocación de las compuertas, canales de refrigeración inadecuados) y parámetros de proceso subóptimos (presión o tiempo de empaquetado insuficientes, temperatura incorrecta de la masa fundida o del molde).
Veamos cada una de ellas.
Causa principal 1: Problemas de diseño de las piezas
Esta es la más importante y la que más se pasa por alto.
Espesor de pared desigual es el principal pecado de diseño. Cuando una sección de una pieza es significativamente más gruesa que el resto, esa zona gruesa retiene el calor durante más tiempo. Se contrae más. Y arrastra consigo a las superficies cercanas.
El culpable clásico es la relación entre el grosor de las costillas y el de la pared. Muchos diseñadores dimensionan las nervaduras para la carga estructural sin pensar en cómo ese espesor se traduce en un riesgo de hundimiento. Un nervio de 80% de espesor de pared nominal crea mucho menos diferencial de contracción que uno de 100% o más de pared nominal.
Lo mismo ocurre con los salientes. Un saliente para un tornillo autorroscante M3 puede parecer inocente en CAD, pero crear un hundimiento significativo si el diámetro exterior es demasiado grande en relación con la pared circundante.
Regla general de diseño: Mantener el espesor de la nervadura entre 50 y 60% de la pared nominal. Mantener el grosor de la pared exterior del saliente a 60% de la pared nominal. Estas proporciones existen por una razón.
Causa principal 2: Problemas de diseño del molde
Incluso con una pieza bien diseñada, un molde mal diseñado puede provocar hundimientos.
La colocación de la compuerta es muy importante. Si la compuerta está demasiado alejada de las secciones gruesas, el plástico se enfría y el frente de flujo pierde presión antes de poder rellenar bien esas zonas. ¿Cuál es el resultado? Marcas de hundimiento incluso con un buen diseño de la pieza.
La colocación de los canales de refrigeración es el otro gran problema. Si las zonas gruesas de la pieza no tienen cerca una refrigeración adecuada, el material se mantiene caliente demasiado tiempo, aumenta la contracción y se producen hundimientos. Refrigeración conforme - canales de refrigeración que siguen la geometría de la pieza - es especialmente eficaz para piezas complejas con secciones gruesas.
Causa raíz 3: Parámetros del proceso
Una vez que el diseño y el molde son sólidos, el proceso es la herramienta de ajuste final.
Una presión de empaquetado insuficiente es probablemente la causa más común de hundimientos en el proceso. La presión de empaquetado es lo que compensa la contracción volumétrica a medida que se enfría la pieza. Si no se introduce suficiente material durante la fase de empaquetado/retención, se produce un hueco y la superficie se hunde en él.
Un tiempo de embalaje demasiado corto tiene el mismo efecto. Si la compuerta se congela antes de que la pieza esté completamente embalada, no sirve de nada aplicar una presión elevada: el material ya no puede entrar.
La temperatura de la masa fundida y la del molde también influyen. Una masa fundida demasiado caliente permanece fluida durante más tiempo, lo que aumenta la contracción total. Un molde demasiado caliente no crea una piel lo suficientemente rígida para resistir el tirón de la contracción interna.
¿Cómo reducir las marcas de hundimiento en el moldeo por inyección?
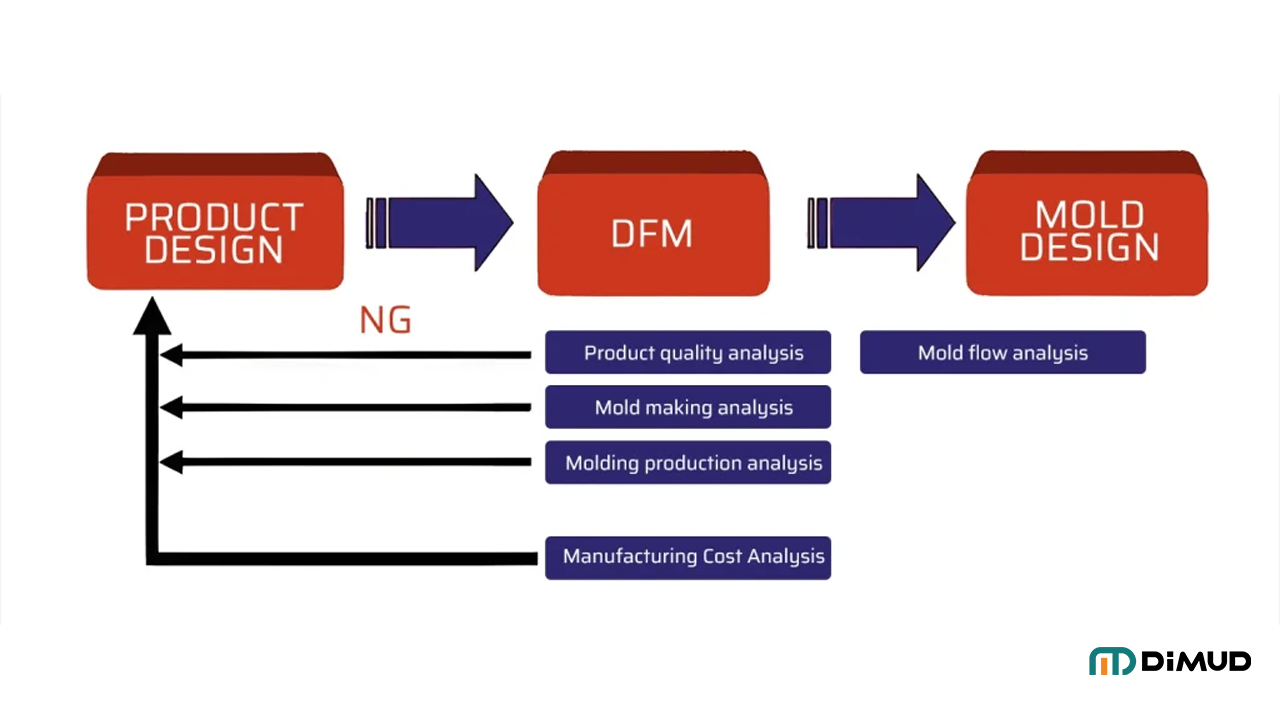
La prevención de las marcas de hundimiento comienza mucho antes de que la máquina esté en funcionamiento. El momento más eficaz para eliminarlas es durante la fase de diseño, concretamente mediante el análisis DFM (diseño para la fabricación).
Para reducir las marcas de hundimiento en el moldeo por inyección, hay que centrarse en tres etapas: diseño (mantener un grosor de pared uniforme; seguir la regla de relación nervio-pared de 50-60%; sacar el núcleo de las secciones gruesas; evitar transiciones bruscas de la pared), diseño del molde (optimizar la colocación de la compuerta para las secciones gruesas; añadir la refrigeración adecuada cerca de las concentraciones de masa) y proceso (aumentar la presión de empaquetado y el tiempo de retención; reducir la temperatura de fusión; asegurarse de que la compuerta no se ha congelado prematuramente). Detectar estos problemas en una fase temprana del análisis DFM es mucho más rentable que corregirlos después del mecanizado.
Estrategias de diseño para evitar marcas de hundimiento
1. Mantener un espesor de pared uniforme siempre que sea posible. Esta es la regla más eficaz. Una pared nominal que no varía salvajemente en grosor significa un enfriamiento uniforme, una contracción uniforme y ningún tirón diferencial.
Cuando debe cambiar el grosor de la pared -por ejemplo, por motivos estructurales o para encajar un encaje a presión o un resalte- conicidade la transición. Una transición gradual de la pared (relación de conicidad de 3:1 como mínimo) da tiempo al material para adaptarse en lugar de chocar contra un precipicio.
2. Extraiga las secciones gruesas. Si tiene una base o almohadilla gruesa, considere la posibilidad de extraerle el núcleo. Se mantiene la altura estructural y se elimina la masa. Menos material = menos contracción = menos hundimiento. Esto es especialmente útil para bases gruesas, pies de carcasa y nervios estructurales en piezas grandes.
3. Siga religiosamente las directrices de diseño de las costillas.
- Espesor de la nervadura: 50-60% de pared nominal
- Altura de las nervaduras: máx. 3× pared nominal (puede ser necesario ranurar las nervaduras más altas)
- Radios de las esquinas: añada un pequeño radio en la base de la costilla para reducir las concentraciones de tensión.
- Varias costillas: utilice una serie de costillas finas en lugar de una costilla gruesa para aumentar la resistencia.
4. Reglas de diseño del jefe.
- Diámetro exterior del saliente en relación con el espesor de la pared: mantener la pared del saliente a 60% de la pared nominal.
- Evite los salientes macizos: utilice un diseño con núcleo
- Si el saliente debe ser más alto, considere la posibilidad de reforzarlo en lugar de aumentar el grosor de la pared.
Estrategias a nivel de moho
Optimizar la ubicación de las puertas. Coloque las compuertas cerca o directamente en las secciones gruesas siempre que sea posible. Así se garantiza que la presión de embalado llegue a las zonas que más lo necesitan antes de que la compuerta se congele. Para piezas con varias secciones gruesas, considere la posibilidad de colocar varias compuertas o sistemas de canal caliente.
Mejorar la refrigeración. Las zonas gruesas necesitan refrigeración específica. Tenlo en cuenta:
- Añadir canales de refrigeración más cerca de las zonas problemáticas
- Uso de insertos de refrigeración conformados (especialmente con impresión 3D de metal)
- Insertos de cobre berilio en puntos calientes especialmente problemáticos
Revisar la ventilación. Una ventilación deficiente en las zonas gruesas puede atrapar el aire y restringir el flujo de material durante el empaquetado, contribuyendo a los hundimientos.
Si está trabajando con un fabricante que tiene una verdadera profundidad de ingeniería de moldes - no sólo alguien que puede cortar acero - que va a hacer el análisis de flujo de molde antes de cortar una sola pieza de metal. La simulación del flujo del molde (herramientas como Moldex3D o Autodesk Moldflow) puede predecir el riesgo de hundimiento y permitirle ajustarse antes de que cueste dinero real. En Dimud, nuestro equipo de ingeniería de moldes realiza análisis de flujo de moldes como práctica habitual, y detectamos exactamente este tipo de problemas en la fase de diseño antes de que se conviertan en un problema de fábrica.
¿Cómo ajustar los parámetros de moldeo por inyección para eliminar las marcas de hundimiento?
A veces, a pesar de un buen diseño, la producción se hunde. O puede que esté trabajando con un diseño de pieza heredado que no puede cambiar. Aquí es donde el ajuste del proceso se convierte en su mejor herramienta.
Para eliminar las marcas de hundimiento mediante el ajuste del proceso, aumente la presión de empaquetado (normalmente a 60-80% de la presión de inyección), prolongue el tiempo de retención/empaquetado hasta que la compuerta se congele, reduzca la temperatura de fusión en incrementos de 5-10°C, reduzca la temperatura del molde si es posible y aumente ligeramente el tamaño de la inyección. Cada cambio debe realizarse de uno en uno, con series de prueba cortas para evaluar el resultado. Documente su línea de base antes de realizar cualquier cambio.
Paso a Paso: Ajustes de parámetros para marcas de sumidero
Aumentar la presión de la empaquetadura
Suele ser el primer ajuste y el más importante. La presión de embutición compensa la contracción volumétrica empujando más material a la cavidad a medida que la pieza se enfría.
Comience con el valor actual y auméntelo en incrementos de 5-10%. Fíjese si se produce un destello en la línea de separación: ése es su límite superior. Si alcanza el destello antes de que desaparezca el hundimiento, la presión de empaquetadura por sí sola no es la solución, y es probable que tenga un problema de diseño o de compuerta.
La presión típica de la empaquetadura es de 60-80% de la presión de inyección, aunque varía según el material.
Ampliar el tiempo de retención
El tiempo de empaquetado debe ser lo suficientemente largo como para que la compuerta se congele antes de que se elimine la presión. Si se reduce la presión mientras la compuerta sigue abierta, el material fluirá ligeramente hacia fuera, no lo suficiente como para afectar al llenado, pero sí para reducir el empaquetamiento en las zonas gruesas.
Cómo comprobar la hora de congelación de la puerta de embarque: Realice un estudio sencillo de estanqueidad de compuertas. Aumente el tiempo de retención en incrementos de 0,5 segundos y pese las piezas. Cuando el peso de la pieza deja de aumentar, la puerta se ha congelado - ese es su tiempo de retención mínimo. Añada un pequeño margen de seguridad (10-15%).
Reducir la temperatura de fusión
Una temperatura de fusión más baja reduce la contracción total. Los materiales tienen un intervalo de procesamiento recomendado: intente procesarlos en el extremo inferior de ese intervalo. Tenga cuidado: si baja demasiado, corre el riesgo de que se produzcan disparos cortos, un flujo deficiente o problemas en la línea de soldadura. Realice ajustes graduales.
Ajustar la temperatura del molde
Un molde más frío puede ayudar a formar más rápidamente una piel exterior más rígida, que resista la fuerza de tracción de la contracción interior. Sin embargo, se trata de un acto de equilibrio: un molde demasiado frío puede provocar alabeos, tensiones residuales o un mal acabado superficial.
Optimizar el cojín del tornillo y el tamaño del disparo
Si su cojín (la pequeña cantidad de material que queda delante del tornillo al final de la inyección) es demasiado pequeño, puede quedarse sin material para empaquetar durante la fase de retención. Asegúrese de que dispone de 5-10 mm de cojín de forma constante.
Cuando los parámetros no bastan
Esta es la pura verdad: si ha aumentado al máximo la presión de empaquetado, prolongado el tiempo de retención y ajustado las temperaturas, y el hundimiento sigue ahí, se trata de un problema de diseño o de utillaje. La optimización de procesos tiene límites reales. Ningún ajuste de parámetros puede compensar totalmente una costilla de 100% de grosor de pared. En ese momento, es necesario modificar el molde o revisar el diseño.
¿Qué materiales plásticos son más propensos a las marcas de hundimiento y cómo elegir alternativas?

No todos los plásticos encogen por igual. Selección de materiales tiene un impacto directo en el riesgo de marca de hundimiento, y es un factor que a menudo se pasa por alto hasta que las piezas ya están funcionando en la producción.
Los plásticos semicristalinos, como el PP (polipropileno), el PA (nailon), el POM (acetal) y el HDPE, son los más propensos a las marcas de hundimiento porque tienen índices de contracción volumétrica más elevados y anisotrópicos (normalmente 1,5-2,5%). Los plásticos amorfos como el ABS, el PC y el PMMA se contraen menos (0,4-0,8%) y de forma más uniforme, por lo que son mucho menos propensos al hundimiento. Cuando las marcas de hundimiento son una preocupación crítica, cambiar de un material semicristalino a uno amorfo -o seleccionar un grado reforzado con fibra de vidrio- puede reducir drásticamente el problema.
Materiales de alto riesgo
Polipropileno (PP): Índices de contracción de 1,5-2,0%. Extremadamente común para envases, automoción y bienes de consumo - y extremadamente propenso a hundimientos en secciones gruesas. La adición de fibra de vidrio (PP-GF30) reduce significativamente el encogimiento.
Nylon (PA6, PA66): Contracción de 1,2-2,0%. Gran retracción, higroscópico y especialmente problemático en piezas estructurales de paredes gruesas. El relleno de vidrio o mineral ayuda considerablemente.
POM (Acetal/Delrin): Contracción de 2,0-2,5%. Uno de los plásticos técnicos con mayor contracción. Excelentes propiedades mecánicas, pero requiere un diseño cuidadoso del espesor de pared para evitar hundimientos.
HDPE: Contracción de 1,5-3,0%. La elevada retracción y la superficie cerosa hacen que los fregaderos sean especialmente visibles. A menudo se utiliza en contenedores en los que la uniformidad de las paredes está integrada en el diseño.
Materiales de bajo riesgo
ABS: Contracción de 0,4-0,7%. Amorfo, baja contracción, excelente acabado superficial. El más utilizado para carcasas de electrónica de consumo. porque es indulgente con los fregaderos.
PC (policarbonato): Contracción de 0,5-0,7%. Baja contracción, excelente claridad óptica y alta resistencia al impacto. Común en carcasas de teléfonos, lentes de automóviles y dispositivos médicos.
Mezclas PC/ABS: Combina lo mejor de ambos. Baja contracción, buena fluidez y buen acabado superficial. Muy popular para armarios electrónicos.
PMMA (acrílico): Contracción de 0,2-0,4%. Entre las contracciones más bajas de todos los plásticos comunes. Excelente para piezas ópticas, pero quebradizo.
Grados reforzados como estrategia alternativa
Si necesita un material semicristalino por sus propiedades mecánicas, químicas o térmicas, no lo abandone: refuércelo. La adición de fibra de vidrio 15-30% al PP, PA o POM reduce drásticamente la contracción y hace que las marcas de hundimiento sean mucho más manejables.
La contrapartida es que los materiales rellenos de fibra de vidrio requieren mayores presiones de inyección, son más abrasivos para el molde y pueden mostrar la orientación de las fibras en la superficie. Pero desde el punto de vista de la estabilidad dimensional y la marca de hundimiento, suponen una mejora significativa.
La selección de materiales -y sus implicaciones para las marcas de fregadero- es uno de los temas que nuestro equipo de Dimud aborda durante Análisis DFM. Elegir el material incorrecto para una pieza con secciones gruesas puede complicarle la vida. Acertar a tiempo ahorra muchos quebraderos de cabeza.
Marcas de hundimiento frente a huecos en el moldeo por inyección: ¿Cuál es la diferencia y cómo tratar cada una?

Esta es una pregunta que desconcierta a un número sorprendente de personas, incluso a las más experimentadas. Las marcas de hundimiento y los huecos son defectos relacionados, pero no son lo mismo, y confundirlos conduce a soluciones equivocadas.
Tanto las marcas de hundimiento como los huecos están causados por la contracción volumétrica en secciones gruesas de piezas moldeadas por inyección, pero se manifiestan de forma diferente. Una marca de hundimiento es una depresión superficial visible en el exterior de la pieza: la piel se hunde hacia dentro. Un vacío es una bolsa de aire interna o una burbuja de vacío atrapada en el interior de la pieza: la piel es lo suficientemente fuerte como para resistir el hundimiento, pero se forma un hueco interno. Las marcas de hundimiento son visibles; los huecos suelen ser invisibles a menos que se realice un corte transversal o un escaneado de la pieza. Ambas requieren soluciones similares, pero con prioridades de proceso diferentes.
Marca de hundimiento vs. Vacío: De un vistazo
| Característica | Marca del fregadero | Vacío |
|---|---|---|
| Ubicación | Depresión superficial | Burbuja/cavidad interna |
| Visibilidad | Visible | Normalmente invisible externamente |
| Detección | Inspección visual | Radiografía, tomografía computarizada, corte transversal |
| Causa | La piel se colapsa hacia dentro | Piel demasiado rígida para colapsarse; se forma vacío en el interior |
| Apariencia | Abolladura u hoyuelo en la superficie de la pieza | Bolsa de aire interna |
| Más común en | Piezas de piel fina, materiales semicristalinos | Piezas rígidas de pared gruesa, PC, ABS |
| Principal preocupación | Cosméticos y calidad de la superficie | Integridad estructural |
¿Por qué se forman huecos en lugar de marcas de hundimiento?
Cuando una pieza tiene una capa exterior rígida, normalmente porque se ha enfriado rápidamente o está fabricada con un material más rígido como el PC o el ABS, la capa resiste el tirón de la contracción interior. En lugar de hundirse la superficie (marca de hundimiento), se forma una bolsa de vacío en el interior del material. El resultado es una pieza que parece estar bien por fuera pero que tiene una burbuja hueca por dentro.
Los huecos son especialmente peligrosos en aplicaciones estructurales o de carga. Una pieza con huecos internos puede superar la inspección visual y las comprobaciones dimensionales, pero fallar mecánicamente bajo carga.
Cómo tratar las marcas de hundimiento
- Aumentar la presión de envasado y el tiempo de retención
- Reducir el grosor de las paredes o eliminar las secciones gruesas
- Optimizar la colocación de las puertas
- Cambie a un material de menor contracción o utilice un grado de relleno de vidrio
Cómo abordar los vacíos
- Aumentar la presión de embalado (en la misma dirección que los sumideros)
- Reduzca ligeramente la velocidad de inyección: una inyección rápida puede atrapar aire
- Mejorar el diseño de la compuerta y el canal para permitir un mejor empaquetado
- Compruebe si hay humedad en el material: las resinas higroscópicas como el nailon o el PC necesitan un secado adecuado; la humedad se convierte en vapor y crea burbujas internas.
- Reducir la temperatura del molde para permitir una piel exterior de formación más rápida que ligeramente más flexible
La diferencia práctica clave
En el caso de los sumideros, el problema es la superficie, que se soluciona añadiendo más material a la superficie (empaquetado) o rediseñándola para reducir el diferencial de masa. En el caso de los huecos, el problema es el interior y, aunque el empaquetado ayuda, también hay que asegurarse de que la capa exterior tenga un poco más de flexibilidad para que el material pueda introducirse en lugar de crear un vacío. Las condiciones de secado, la velocidad de inyección y la contrapresión son más importantes para los huecos que para los sumideros.
Si no está seguro de qué defecto tiene, le proponemos una prueba rápida: presione suavemente con la uña en la zona sospechosa. Si la superficie se desvía ligeramente, se trata de un hundimiento. Si la sensación es de solidez, pero sigue sospechando que hay un problema, corte la pieza o envíela a un escáner CT.
¿Debería utilizar el moldeo por inyección asistida por gas para solucionar las marcas de hundimiento?
A veces, haga lo que haga con la presión de empaquetado y los ajustes de diseño, las secciones gruesas siguen siendo un problema. Aquí es donde moldeo por inyección asistida por gas se convierte en una alternativa realmente útil, especialmente para manillas, piezas estructurales de paredes gruesas y componentes de muebles.
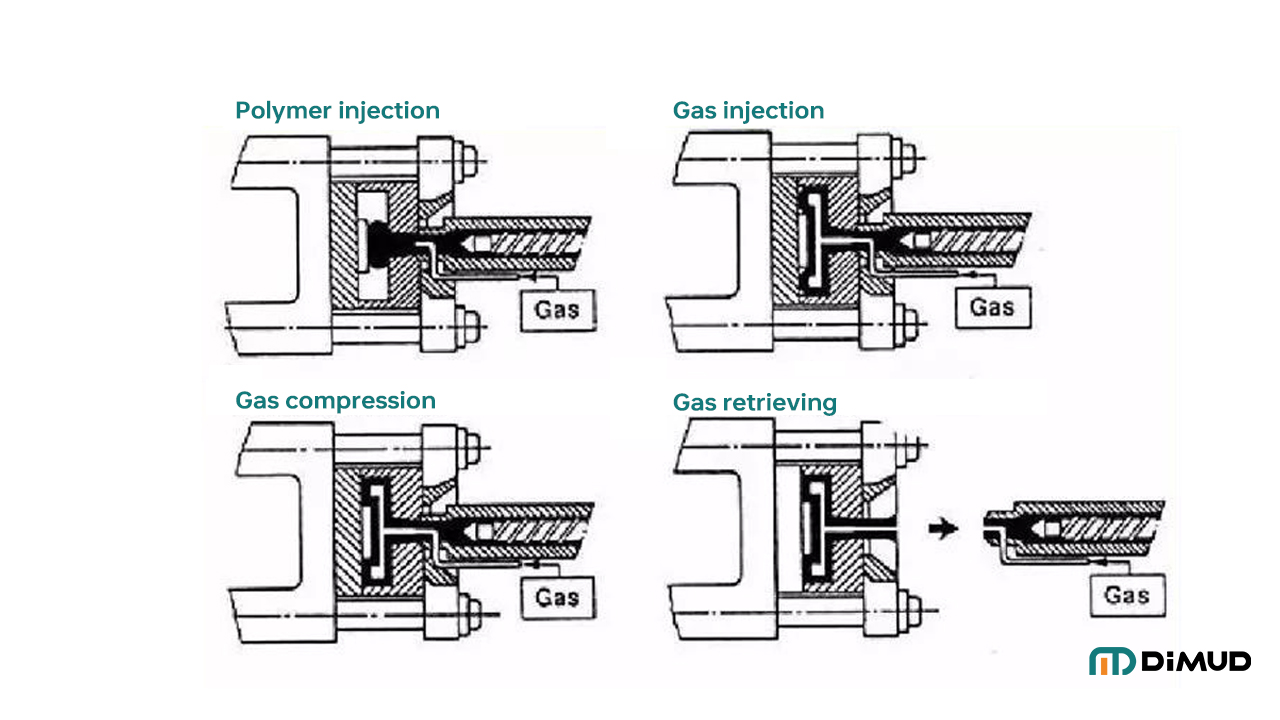
El moldeo por inyección asistida por gas elimina las marcas de hundimiento en secciones gruesas inyectando gas nitrógeno a presión en la pieza tras la inyección inicial de material. El gas forma un canal hueco a través de la parte más gruesa de la geometría, eliminando eficazmente la masa de material del núcleo que causa la contracción y los hundimientos. Esto crea una pieza más ligera con una superficie exterior lisa y elimina las secciones gruesas que generan marcas de hundimiento, sin necesidad de realizar grandes cambios en el grosor de las paredes.
Cómo funciona
El proceso llena parcialmente la cavidad con plástico y, a continuación, inyecta gas nitrógeno a través de un pasador de gas. El gas empuja el núcleo fundido hacia fuera, compactando las paredes exteriores contra la superficie del molde y vaciando el interior. El resultado es una pieza con una superficie lisa y sin hundimientos y un interior hueco en las secciones gruesas.
Cuando la ayuda a la gasolina tiene sentido
- Piezas de paredes gruesas (empuñaduras, tubos estructurales, nervios gruesos)
- Partes en las que la extracción de núcleos es estructuralmente inviable
- Grandes superficies cosméticas en las que cualquier fregadero es inaceptable
- Piezas en las que reducir peso también es un objetivo
La asistencia por gas requiere un diseño de utillaje y un equipo de inyección de gas específicos, por lo que no es una solución inmediata, pero para la pieza adecuada, es una de las soluciones más limpias a los problemas crónicos de marcas de hundimiento.
¿Cómo ayuda el análisis del flujo de moho a predecir y prevenir las marcas de hundimiento?
Si va a gastar dinero en herramientas, invierta primero un poco en simulación.
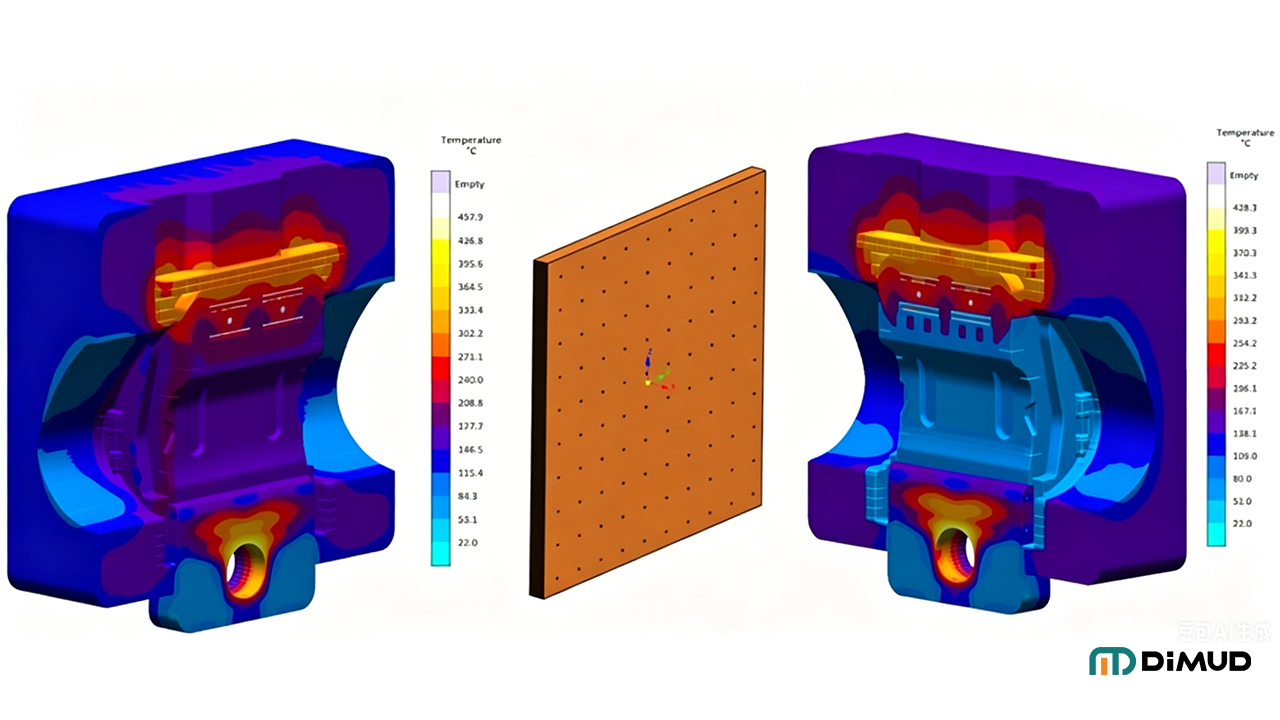
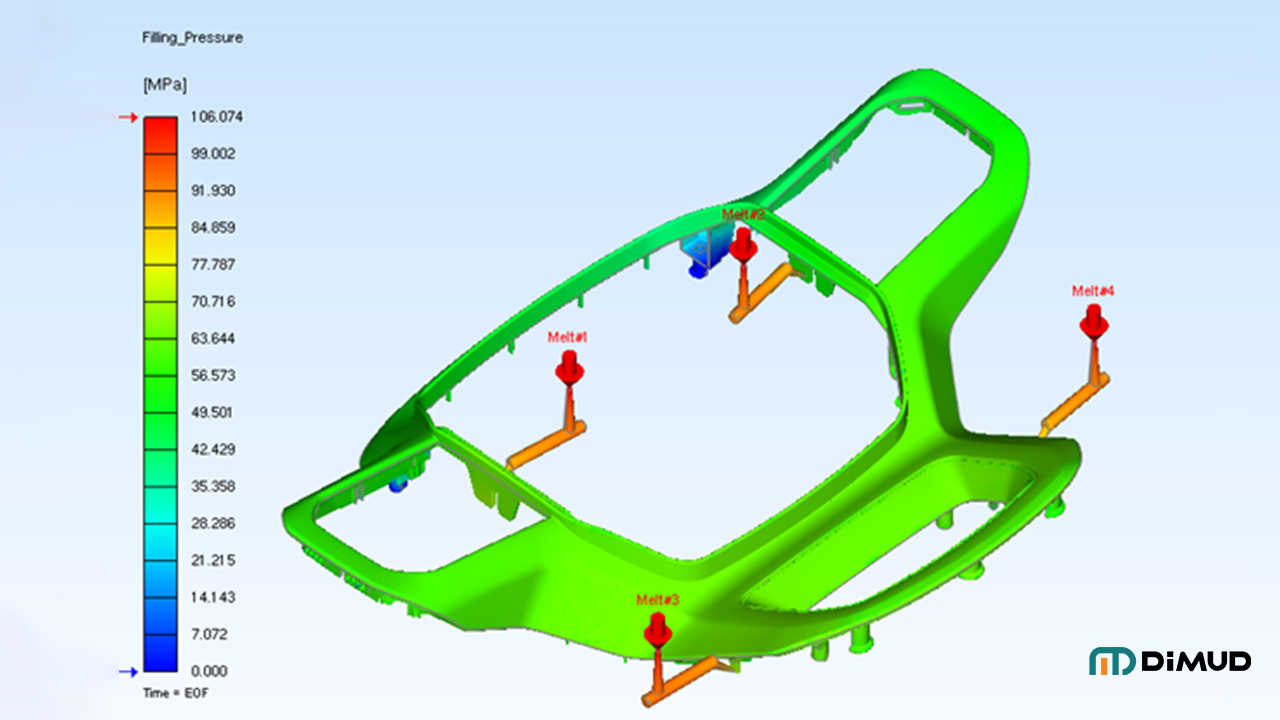
El análisis del flujo del molde (MFA) utiliza software de simulación para modelar cómo se llena, se empaqueta y se enfría el plástico dentro de la cavidad de un molde antes de fabricar cualquier herramienta física. Puede predecir la ubicación de las marcas de hundimiento, el alabeo, las líneas de soldadura y los disparos cortos en función de la geometría de la pieza, las propiedades del material, la colocación de la compuerta y las condiciones del proceso. La ejecución de la simulación del flujo del molde antes de su fabricación permite a los ingenieros optimizar el grosor de las paredes, ajustar la posición de las compuertas e identificar los puntos calientes de contracción, lo que ahorra importantes costes de reprocesado una vez cortada la herramienta.
Qué puede decirle el flujo de moho
- Dónde es probable que se produzcan hundimientos (visualización de la contracción)
- Si la presión de embalado puede alcanzar todas las secciones gruesas
- Cómo afecta la ubicación de la compuerta a la distribución de la presión
- Uniformidad del enfriamiento y posibles puntos calientes
- Alabeo previsto y desviación dimensional
Lo que no puede hacer
El flujo del molde es una simulación: se basa en bases de datos de materiales y en condiciones idealizadas. Los resultados en el mundo real pueden diferir. El resultado es muy preciso desde el punto de vista de la dirección, pero no sustituye a un buen criterio de ingeniería ni a un proceso de inspección de la primera pieza bien ejecutado.
No obstante, según mi experiencia, las piezas que se someten a un análisis adecuado del flujo del molde antes de su mecanizado casi siempre tienen menos problemas en la primera puesta en marcha que las piezas que no lo hacen. El coste de la simulación es una fracción del coste de modificar una herramienta terminada.
En Dimud, nuestros fabricación de moldes de precisión integra el análisis del flujo del molde como un paso estándar previo al mecanizado. Hemos detectado riesgos de hundimiento en cientos de proyectos antes de cortar una sola cavidad, y nuestros clientes siempre nos dicen que la simulación en la fase inicial les ha ahorrado tiempo y dinero.
Conclusión
Las marcas de hundimiento son uno de esos defectos que parecen sencillos a primera vista, pero que a menudo se deben a decisiones tomadas semanas o meses antes en el proceso de diseño. La mejor forma de evitarlas es tratar la uniformidad del grosor de las paredes, la relación nervio-pared y la colocación de las compuertas como reglas de diseño innegociables desde el primer día.
Los ajustes del proceso ayudan. La selección de materiales importa. Pero si la geometría es incorrecta, ningún ajuste de parámetros le salvará del todo. Detéctelo pronto (en el archivo de diseño, en la revisión DFM, en la simulación del flujo del molde) y su vida de producción será mucho más fácil.
Si está diseñando una pieza con secciones gruesas, nervaduras complejas o requisitos superficiales estéticos y desea revisar el riesgo de marcas de hundimiento antes del mecanizado, nuestro equipo de Dimud estará encantado de echarle un vistazo. Envíenos su diseño para una revisión DFM gratuita y señalaremos los problemas antes de que le cuesten una modificación de la herramienta.




