


По моему опыту работы в сфере производства пластиковых деталей, впадины являются одним из самых распространенных — и самых неприятных — дефектов при литье под давлением. На первый взгляд они могут казаться незначительными, но на самом деле могут серьезно повлиять как на внешний вид, так и на конструктивные характеристики изделия.
Вмятины при литье под давлением — это углубления или впадины на поверхности пластиковой детали. Они возникают, когда внешний слой детали остывает и затвердевает, а материал под ним — как правило, вблизи утолщений, ребер жесткости или выступов — еще не успел полностью остыть. По мере усадки внутреннего материала во время охлаждения он тянет поверхность внутрь, создавая характерную вмятину. Вмятины являются одним из наиболее распространенных дефектов литья под давлением и могут влиять как на эстетику детали, так и на ее структурную целостность, особенно на поверхностях класса A в бытовой электронике и автомобильных компонентах.
Хорошая новость? Вмятины на раковинах почти всегда можно предотвратить — если понимать, откуда они берутся и как с ними бороться еще на ранних этапах проектирования и производства. Позвольте мне все подробно объяснить.
Что такое вмятины при литье под давлением?

Прежде чем что-то исправить, полезно сначала понять, с чем именно вы имеете дело.
Вмятины — это локальные углубления на поверхности пластиковых деталей, изготовленных методом литья под давлением. Обычно они появляются на стороне, противоположной участку с толстой стенкой, ребру, выступу или внутреннему элементу — то есть в любом месте, где толщина детали неравномерна. Видимая “вмятина” образуется из-за того, что поверхность пластика затвердевает быстрее, чем внутренние слои, и когда горячее внутреннее ядро остывает и сжимается, оно слегка втягивает внешнюю оболочку внутрь. Короче говоря: поверхность прогибается в сторону усадки.
Представьте себе шоколадный торт, который сверху выглядит идеально, но при остывании проседает посередине. На пластиковых деталях это может выглядеть по-разному: от едва заметного неглубокого углубления до более заметной вмятины, которая портит иначе идеальную поверхность.
Где обычно появляются вмятины от раковины
Они почти всегда появляются в предсказуемых местах:
- Напротив ребер — на изнаночной стороне ребра почти всегда скапливается больше материала, что приводит к более сильной усадке и, как следствие, к образованию впадин на лицевой стороне.
- За спиной начальства — резьбовой выступ приводит к образованию выпуклости. Если его толщина слишком велика по сравнению с номинальной толщиной стенки, то поверхность, противоположная этому выступу, прогибается.
- В местах изменения толщины стенки — там, где тонкая стенка внезапно переходит в толстую, более толстая область сжимается сильнее, утягивая за собой прилегающую поверхность.
- Рядом с воротами — Как ни странно, иногда именно в зоне, наиболее удаленной от заслонки, риск просадки максимален из-за недостаточного давления уплотнения.
Мне доводилось видеть, как инженеры часами настраивали параметры технологического процесса, пытаясь устранить вмятины, причиной которых на самом деле было ребро с толщиной стенки 120% вместо 60%. Никакая настройка параметров не могла полностью решить эту конструктивную проблему. В этом и заключается основная истина о вмятинах — большинство из них зарождается в проектных файлах, а не на производстве.
Почему следы от раковины имеют значение
На скрытой конструктивной детали? Возможно, с небольшой вмятиной еще можно смириться. Но на корпусе бытовой электроники — то есть на той детали, по поверхности которой покупатели часто проводят пальцами, — вмятина является дефектом изделия, и точка. Она создает впечатление низкого качества, даже если сама деталь с конструктивной точки зрения исправна.
В салонах автомобилей заметные вмятины могут стать причиной отказа в сертификации внешнего вида. В корпусах медицинского оборудования они могут вызвать сомнения в точности размеров. В любой косметической продукции они подрывают доверие к бренду. Так что да, вмятины имеют значение — и очень большое.
В чём заключается основная причина появления вмятин на раковине?

Часто вмятины на изделиях считают “проблемой технологического процесса”. Достаточно увеличить давление уплотнения, снизить температуру расплава — и дело с концом. Но это лишь часть правды.
Основной причиной образования впадин при литье под давлением является локальная объемная усадка — когда толстые участки детали остывают и сжимаются сильнее, чем окружающие их тонкие участки, а давления уплотнения, количества материала или мощности охлаждения недостаточно для компенсации этого явления. Это вызвано тремя основными причинами: некачественной конструкцией детали (неравномерная толщина стенок, слишком крупные ребра или выступы), неправильной конструкцией пресс-формы (неудачное расположение литника, неадекватные охлаждающие каналы) и неоптимальными параметрами процесса (недостаточное давление уплотнения или время, неправильная температура расплава или пресс-формы).
Давайте рассмотрим каждый из них.
Основная причина 1: Проблемы с конструкцией детали
Это самый важный момент, который чаще всего упускают из виду.
Неравномерная толщина стенки — это основной проектный просчет. Когда одна часть детали значительно толще остальных, в этой толстой области тепло удерживается дольше. Она дает большую усадку. И при этом тянет за собой соседние поверхности.
Чаще всего виновато соотношение толщины ребра к толщине стенки. Многие конструкторы рассчитывают размеры ребер с учетом статических нагрузок, не задумываясь о том, как эта толщина влияет на риск прогиба. Ребро, толщина которого составляет 80% от номинальной толщины стенки, создает гораздо меньший перепад усадки, чем ребро, толщина которого составляет 100% или более от номинальной толщины стенки.
То же самое касается резьбовых втулок. Резьбовая втулка для самореза M3 может выглядеть вполне безобидно на чертеже в CAD, но привести к образованию значительного углубления, если ее наружный диаметр слишком велик по сравнению с толщиной окружающей стенки.
Практическое правило проектирования: Толщина ребер должна составлять 50–60 % от номинальной толщины стенки. Толщина наружной стенки выступов должна составлять 60 % от номинальной толщины стенки. Эти соотношения установлены не просто так.
Основная причина 2: Проблемы с конструкцией пресс-формы
Даже при наличии хорошо спроектированной детали плохо спроектированная форма может привести к образованию впадин.
Расположение литниковых каналов имеет огромное значение. Если литниковый канал находится слишком далеко от толстых участков, пластик остывает, и фронт потока теряет давление, не успев должным образом заполнить эти участки. Каков результат? Вмятины даже при хорошей конструкции детали.
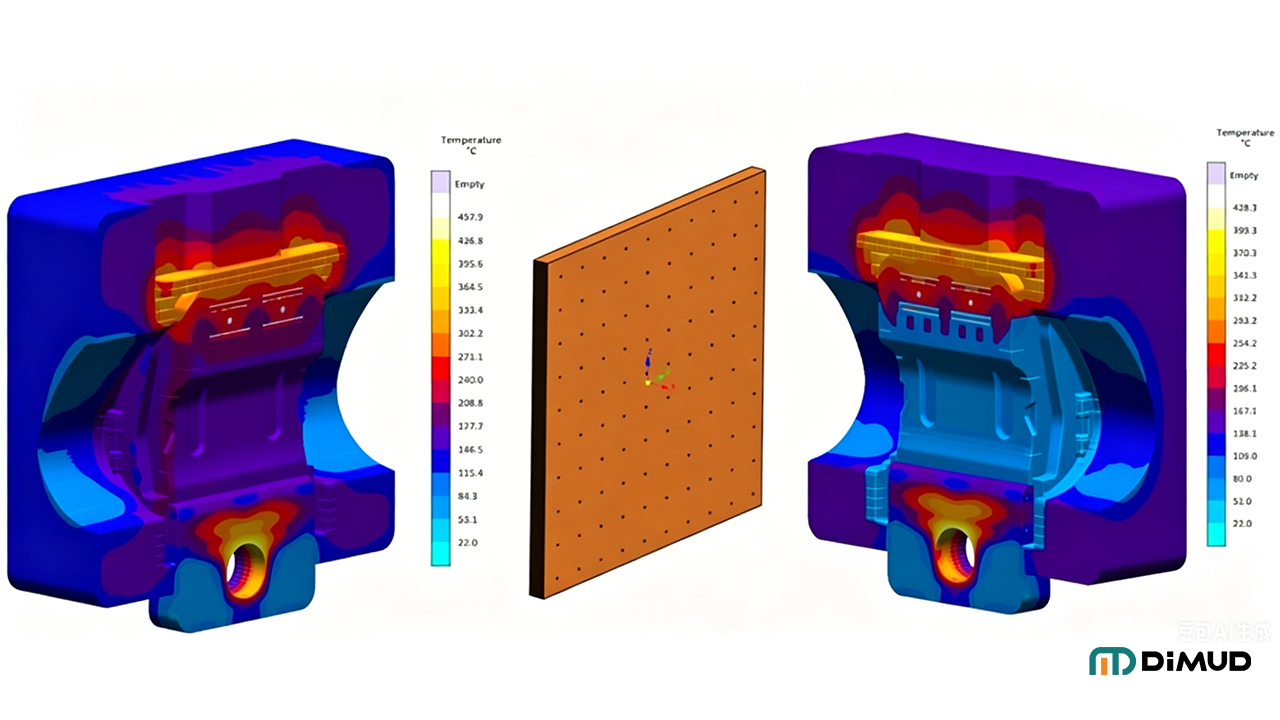
Еще одним важным моментом является расположение каналов охлаждения. Если вблизи толстых участков детали отсутствует надлежащее охлаждение, материал остается горячим слишком долго, что приводит к увеличению усадки и образованию впадин. Конформное охлаждение — охлаждающие каналы, повторяющие форму детали, — особенно эффективны при изготовлении сложных деталей с толстыми стенками.
Основная причина 3: Параметры процесса
После того как конструкция и форма окончательно утверждены, этот процесс становится инструментом для окончательной доработки.
Недостаточное давление уплотнения, вероятно, является наиболее распространённой технологической причиной образования углублений. Давление уплотнения компенсирует объёмную усадку детали при охлаждении. Если на этапе уплотнения и выдержки не ввести достаточно материала, образуется зазор, в который проваливается поверхность.
Слишком короткое время уплотнения приводит к тому же результату. Если литниковый канал застынет до того, как деталь полностью уплотнится, никакое давление не поможет — материал больше не сможет проникнуть внутрь.
Температура расплава и температура формы также играют важную роль. Слишком горячий расплав дольше остается жидким, что увеличивает общую усадку. Слишком теплая форма не позволяет сформировать достаточно прочную поверхностную пленку, способную противостоять силе внутренней усадки.
Как уменьшить вмятины на изделиях при литье под давлением?
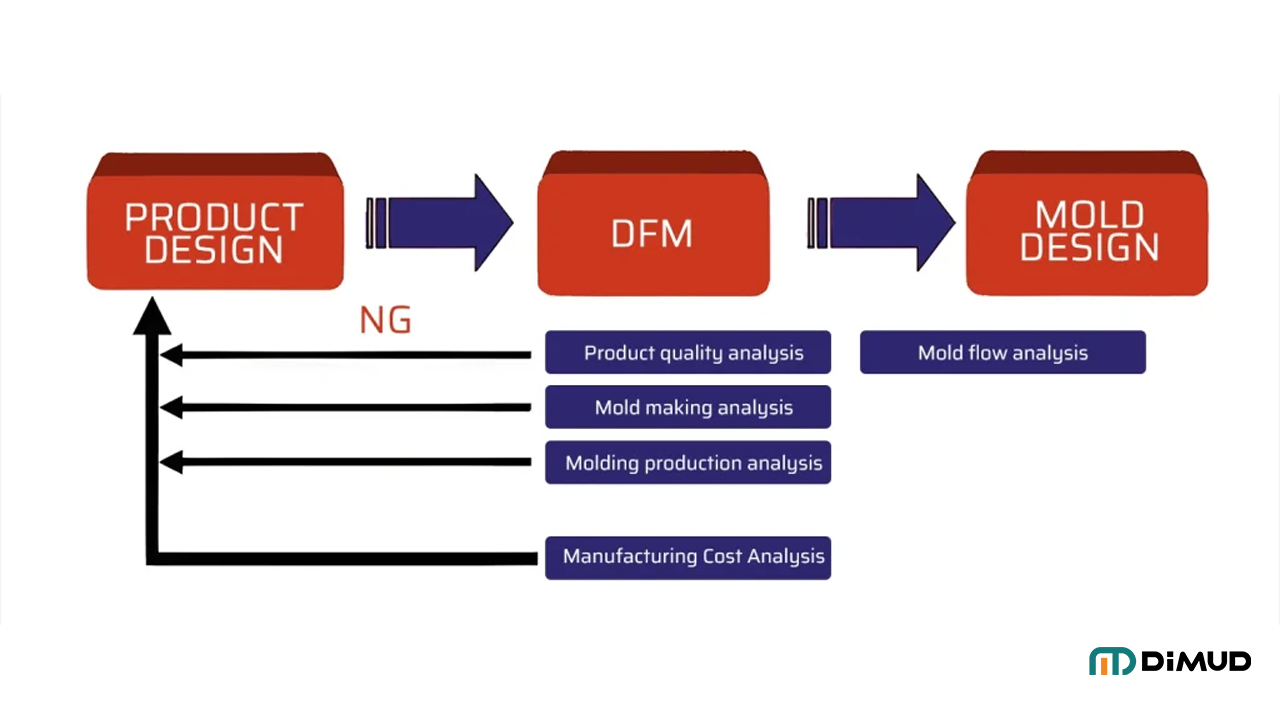
Предотвращение образования вмятин начинается задолго до запуска оборудования. Наиболее эффективный момент для их устранения — этап проектирования, а именно в ходе анализа DFM (проектирование с учетом технологичности).
Чтобы уменьшить вмятины при литье под давлением, необходимо уделить внимание трем этапам: проектированию (соблюдать равномерную толщину стенок; следовать правилу соотношения ребер к стенкам 50–60%; вырезать толстые участки; избегать резких переходов толщины стенок), проектированию пресс-формы (оптимизировать расположение литников для толстых участков; обеспечить надлежащее охлаждение вблизи участков с концентрацией материала) и процессу (увеличить давление уплотнения и время удержания; снизить температуру расплава; убедиться, что литник не застыл преждевременно). Выявление этих проблем на ранних этапах анализа DFM гораздо более экономично, чем их исправление после изготовления пресс-формы.
Стратегии на этапе проектирования по предотвращению появления вмятин
1. По возможности следует соблюдать одинаковую толщину стенок. Это самое эффективное правило. Стена с постоянной толщиной обеспечивает равномерное охлаждение, равномерную усадку и исключает появление дифференциальных растягивающих сил.
Когда вы должен Если необходимо изменить толщину стенки — например, по конструктивным соображениям или для установки защелкивающегося соединения или выступ — следует сделать переход коническим. Постепенный переход толщины стенки (с коэффициентом сужения не менее 3:1) дает материалу время на адаптацию, а не подвергает его резкому перепаду.
2. Вырежьте толстые участки. Если у вас толстое основание или опора, подумайте о том, чтобы вырезать из них сердцевину. Таким образом вы сохраните конструктивную высоту, но уменьшите массу. Меньше материала = меньшая усадка = меньшее проседание. Это особенно полезно для толстых опорных оснований, опорных ножек корпусов и конструктивных ребер на крупных деталях.
3. Строго следуйте рекомендациям по выкройке ребер.
- Толщина ребра: 50–60% номинальной толщины стенки
- Высота ребра: не более 3× номинальной толщины стенки (более высокие ребра, возможно, потребуют прорезания)
- Радиусы углов: добавьте небольшой радиус у основания ребра, чтобы уменьшить концентрацию напряжений
- Несколько ребер жесткости: для обеспечения прочности используйте несколько тонких ребер жесткости вместо одного толстого
4. Правила разработки боссов.
- Соотношение наружного диаметра выступления к толщине стенки: толщина стенки выступления должна составлять 60% от номинальной толщины стенки
- Избегайте сплошных втулок — используйте конструкцию с отверстием
- Если необходимо увеличить высоту резервуара, лучше предусмотреть вставку, а не увеличивать толщину стенок
Стратегии на уровне плесени
Оптимизировать расположение затвора. По возможности размещайте литниковые каналы рядом с толстыми участками или непосредственно в них. Это гарантирует, что уплотняющее давление достигнет тех участков, которые в этом наиболее нуждаются, до того, как литниковый канал застынет. Для деталей с несколькими толстыми участками следует рассмотреть возможность использования нескольких литниковых каналов или систем горячеканальных литьевых форм.
Улучшить охлаждение. Участки с повышенной толщиной требуют целенаправленного охлаждения. Учтите следующее:
- Добавление охлаждающих каналов ближе к проблемным участкам
- Использование конформных охлаждающих вставок (особенно при 3D-печати металлом)
- Вставки из бериллиевой меди в особо проблемных «горячих точках»
Проверка вентиляции. Недостаточная вентиляция в местах с большей плотностью материала может приводить к скоплению воздуха и затруднению потока материала во время уплотнения, что способствует образованию впадин.
Если вы сотрудничаете с производителем, обладающим настоящим опытом в области проектирования пресс-форм — а не просто с тем, кто умеет резать сталь, — он проведет анализ потока материала в пресс-форме, прежде чем приступить к резке даже одного куска металла. Моделирование потока материала в пресс-форме (с помощью таких инструментов, как Moldex3D или Autodesk Moldflow) позволяют предсказать риск потери средств и принять меры, пока это не обернулось реальными финансовыми потерями. В Dimud мы команда инженеров-конструкторов пресс-форм в нашей компании анализ потока расплава является стандартной практикой, и мы выявляем именно такие проблемы еще на этапе проектирования, прежде чем они превратятся в производственную проблему.
Как настроить параметры литья под давлением для устранения впадин?
Иногда, несмотря на качественную конструкцию, в процессе производства все равно возникают углубления. Или, возможно, вы работаете с устаревшей конструкцией детали, которую нельзя изменить. Именно в таких случаях настройка технологического процесса становится вашим лучшим инструментом.
Чтобы устранить вмятины путем настройки технологического процесса, необходимо увеличить давление уплотнения (обычно до 60–80 % от давления впрыска), увеличить время удержания/уплотнения до застывания литника, понизить температуру расплава с шагом 5–10 °C, по возможности снизить температуру пресс-формы и слегка увеличить объем впрыска. Каждое изменение следует вводить по одному, проводя короткие пробные циклы для оценки результата. Перед внесением каких-либо изменений зафиксируйте исходные параметры.
Пошаговая инструкция: настройка параметров для устранения вмятин
Увеличить давление в упаковке
Как правило, это первая и наиболее значимая настройка. Давление уплотнения компенсирует объемное усадку, заставляя материал сильнее вдавливаться в полость по мере остывания детали.
Начните с текущего значения и увеличивайте его с шагом 5–10%. Следите за появлением облоя на линии разъема — это и будет ваш верхний предел. Если облой появляется до того, как углубление исчезнет, то одного только увеличения давления в камере давления недостаточно, и, скорее всего, проблема заключается в конструкции или в системе литников.
Обычно давление уплотнения составляет 60–80 % от давления впрыска, хотя этот показатель зависит от материала.
Увеличить время выдержки
Время уплотнения должно быть достаточным для того, чтобы затвор успел застыть до сброса давления. Если сбросить давление, пока затвор еще открыт, материал слегка вытечет обратно — не настолько, чтобы это повлияло на заполнение, но достаточно, чтобы ухудшить уплотнение в местах с большей плотностью материала.
Как проверить время замерзания затвора: Проведите простое исследование герметичности литникового канала. Увеличивайте время удержания с шагом 0,5 секунды и взвешивайте детали. Когда вес детали перестанет увеличиваться, это означает, что литниковый канал застыл — это и будет минимальное время удержания. Добавьте небольшой запас прочности (10–15%).
Снизить температуру плавления
Более низкая температура плавления снижает общую усадку. Для материалов предусмотрен рекомендуемый диапазон температур обработки — попробуйте работать в нижней части этого диапазона. Будьте осторожны: при слишком низкой температуре возникает риск неполного заполнения формы, плохой текучести материала или проблем с линией сварки. Вносите корректировки постепенно.
Настроить температуру формы
Более холодная форма способствует более быстрому формированию более жесткой внешней оболочки, которая противостоит растягивающей силе, возникающей при усадке внутренних слоев. Однако здесь необходимо соблюдать баланс: слишком холодная форма может привести к короблению, появлению остаточных напряжений или ухудшению качества поверхности.
Оптимизация амортизатора шнека и размера порции
Если запас материала (небольшой объем материала, остающийся перед винтом в конце впрыска) слишком мал, то на этапе удержания давления может не хватить материала для уплотнения. Следите за тем, чтобы запас материала всегда составлял 5–10 мм.
Когда параметров недостаточно
Вот честная правда: если вы довели давление уплотнения до максимума, увеличили время выдержки и отрегулировали температуру, а углубление по-прежнему остается — это проблема конструкции или оснастки. Оптимизация технологического процесса имеет реальные пределы. Никакая настройка параметров не сможет полностью компенсировать ребро с толщиной стенки 100%. В этом случае потребуется модификация пресс-формы или переработка конструкции.
Какие пластиковые материалы наиболее подвержены образованию вмятин при опускании, и как выбрать альтернативные варианты?

Не все виды пластика дают одинаковую усадку. Выбор материала непосредственно влияет на риск появления вмятин — и этот фактор часто упускают из виду до тех пор, пока детали не поступят в серийное производство.
Полукристаллические пластики, такие как ПП (полипропилен), ПА (нейлон), ПОМ (ацеталь) и ПНД, наиболее подвержены образованию впадин, поскольку у них более высокие и анизотропные показатели объемной усадки (обычно 1,5–2,51 %). Аморфные пластики, такие как АБС, ПК и ПММА, усаживаются меньше (0,4–0,81 TP3T) и более равномерно, что делает их значительно менее подверженными впадинам. Если впадины являются серьезной проблемой, переход с полукристаллического материала на аморфный — или выбор марки, армированной стекловолокном, — может значительно уменьшить эту проблему.
Материалы с высоким риском потери стоимости
Полипропилен (PP): Коэффициент усадки составляет 1,5–2,01 %. Этот материал широко используется в упаковочной, автомобильной и потребительской промышленности, однако в толстых участках он крайне подвержен образованию усадочных впадин. Добавление стекловолокна (PP-GF30) позволяет значительно снизить усадку.
Нейлон (PA6, PA66): Усадка составляет 1,2–2,01 % по массе. Характеризуется высокой усадкой и гигроскопичностью, что создает особые проблемы при изготовлении толстостенных конструкционных деталей. Значительное облегчение задачи обеспечивает добавление стеклянного или минерального наполнителя.
POM (ацеталь/дельрин): Усадка 2,0–2,51 % при 100 °C. Один из инженерных пластиков с самой высокой усадкой. Обладает превосходными механическими свойствами, однако требует тщательного расчета толщины стенок для предотвращения образования впадин.
ПЭНД: Усадка 1,5–3,01 ТП3Т. Высокая усадка и восковая поверхность делают вмятины особенно заметными. Часто используется в таре, где однородность стенок заложена в конструкции.
Материалы с низким риском оседания
ABS: Усадка 0,4–0,71 % по массе. Аморфный материал с низкой усадкой и превосходной гладкостью поверхности. Идеальный выбор для изготовления корпусов бытовой электроники потому что он не требователен к раковинам.
ПК (поликарбонат): Усадка 0,5–0,71 %. Низкая усадка, превосходная оптическая прозрачность и высокая ударопрочность. Широко используется в корпусах мобильных телефонов, автомобильных линзах и медицинском оборудовании.
Смеси ПК/АБС: Сочетает в себе лучшие качества обоих материалов. Низкая усадка, хорошая текучесть и качественная поверхность. Очень популярен для изготовления корпусов электронных устройств.
ПММА (акрил): Усадка составляет 0,2–0,41 % по массе. Один из самых низких показателей усадки среди всех распространенных пластиков. Отлично подходит для изготовления оптических деталей, но отличается хрупкостью.
Усиленные классы как альтернативная стратегия
Если вам нужен полукристаллический материал из-за его механических, химических или термических свойств, не отказывайтесь от него — укрепите его. Добавление стекловолокна 15–30% в полипропилен (PP), полиамид (PA) или полиоксиметилен (POM) значительно снижает усадку и позволяет гораздо легче справляться с вмятинами при литье.
С другой стороны, материалы, армированные стекловолокном, требуют более высокого давления впрыска, оказывают более сильное абразивное воздействие на форму и могут демонстрировать ориентацию волокон на поверхности. Однако с точки зрения линейной стабильности и образования впадин они представляют собой значительное улучшение.
Выбор материала — и его влияние на появление вмятин — это один из вопросов, которым занимается наша команда в Dimud в ходе Анализ технологичности. Неправильный выбор материала для детали с толстыми участками может привести к серьезным сложностям в процессе производства. Если правильно определиться с этим на раннем этапе, можно избежать многих проблем.
Вмятины и пустоты при литье под давлением: в чём разница и как устранять каждую из этих проблем?

Этот вопрос ставит в тупик удивительно много людей — в том числе и опытных. Вмятины и пустоты — это связанные между собой дефекты, но это не одно и то же, и их путаница приводит к неверным методам устранения.
Вмятины и пустоты возникают в результате объемной усадки в толстых участках деталей, изготовленных методом литья под давлением, но проявляются по-разному. Вмятина представляет собой углубление на поверхности, видимое снаружи детали — внешний слой прогибается внутрь. Пустота — это внутренний воздушный карман или вакуумный пузырь, запертый внутри детали — поверхность достаточно прочна, чтобы противостоять вдавливанию, но внутри образуется зазор. Вмятины видны; пустоты часто невидимы, если только деталь не разрезать поперек или не отсканировать. Обе проблемы требуют схожих мер по устранению первопричин, но с разными приоритетами в процессе.
«Синк Марк» против «Войд»: краткий обзор
| Особенность | Отметка раковины | Пустота |
|---|---|---|
| Местоположение | Углубление на поверхности | Внутренний пузырь/полость |
| Видимость | Видимый | Обычно внешне незаметно |
| Обнаружение | Визуальный осмотр | Рентген, компьютерная томография, поперечное сечение |
| Причина | Кожа втягивается внутрь | Кожа слишком жесткая, чтобы сминаться; внутри образуется вакуум |
| Внешний вид | Вмятина или углубление на поверхности детали | Внутренний воздушный карман |
| Чаще всего встречается в | Детали с тонкой стенкой, полукристаллические материалы | Толстостенные жесткие детали, поликарбонат, АБС-пластик |
| Главная проблема | Косметика и качество поверхности | Целостность конструкции |
Почему образуются пустоты, а не вмятины?
Если деталь имеет жесткую внешнюю оболочку — как правило, из-за быстрого охлаждения или использования более жесткого материала, такого как поликарбонат или АБС-пластик, — эта оболочка противостоит тяге, возникающей в результате усадки внутренних слоев. Вместо того чтобы поверхность прогибалась (возникали вмятины), внутри материала образуется вакуумная полость. В результате получается деталь, которая снаружи выглядит нормально, но внутри имеет полый пузырь.
Пустоты представляют особую опасность в конструкциях и несущих элементах. Деталь с внутренними пустотами может пройти визуальный осмотр и проверку размеров, но при нагрузке выйти из строя из-за механических повреждений.
Как устранить вмятины на раковине
- Увеличить давление упаковки и время выдержки
- Уменьшить толщину стенок или удалить толстые участки
- Оптимизировать расположение затворов
- Перейдите на материал с меньшей усадкой или используйте стеклоармированный сорт
Как устранять пустоты
- Увеличьте давление упаковки (в том же направлении, что и раковины)
- Слегка уменьшите скорость впрыска — при быстром впрыске может попасть воздух
- Усовершенствовать конструкцию затвора и литниковых каналов для обеспечения более плотного уплотнения
- Проверьте, нет ли влаги в материале — гигроскопичные смолы, такие как нейлон или поликарбонат, требуют тщательной сушки; влага превращается в пар и приводит к образованию внутренних пузырьков
- Снизьте температуру формы, чтобы ускорить образование внешней корки, которая немного более гибкий
Основное практическое отличие
В случае углублений проблема заключается в поверхности — и ее можно решить, добавив больше материала на поверхность (уплотнение) или изменив конструкцию, чтобы уменьшить перепад плотности. В случае пустот проблема заключается во внутренней части — и хотя уплотнение помогает, необходимо также обеспечить, чтобы внешняя оболочка обладала немного большей гибкостью, чтобы материал мог втягиваться, а не создавать вакуум. Условия сушки, скорость впрыска и противодавление имеют большее значение для пустот, чем для впадин.
Если вы не уверены, какой именно дефект у вас, попробуйте провести следующий быстрый тест: слегка нажмите ногтем на подозрительный участок. Если поверхность слегка прогибается, это вмятина. Если поверхность кажется твердой, но вы все равно подозреваете наличие проблемы, разрежьте деталь — или отправьте её на компьютерную томографию.
Стоит ли применять литье под давлением с использованием газа для устранения вмятин?
Иногда, что бы вы ни делали с давлением упаковки и доработками конструкции, толстые участки остаются проблемой. Именно в таких случаях литье под давлением с использованием газа становится действительно полезной альтернативой — особенно для ручек, толстостенных конструкционных деталей и элементов мебели.
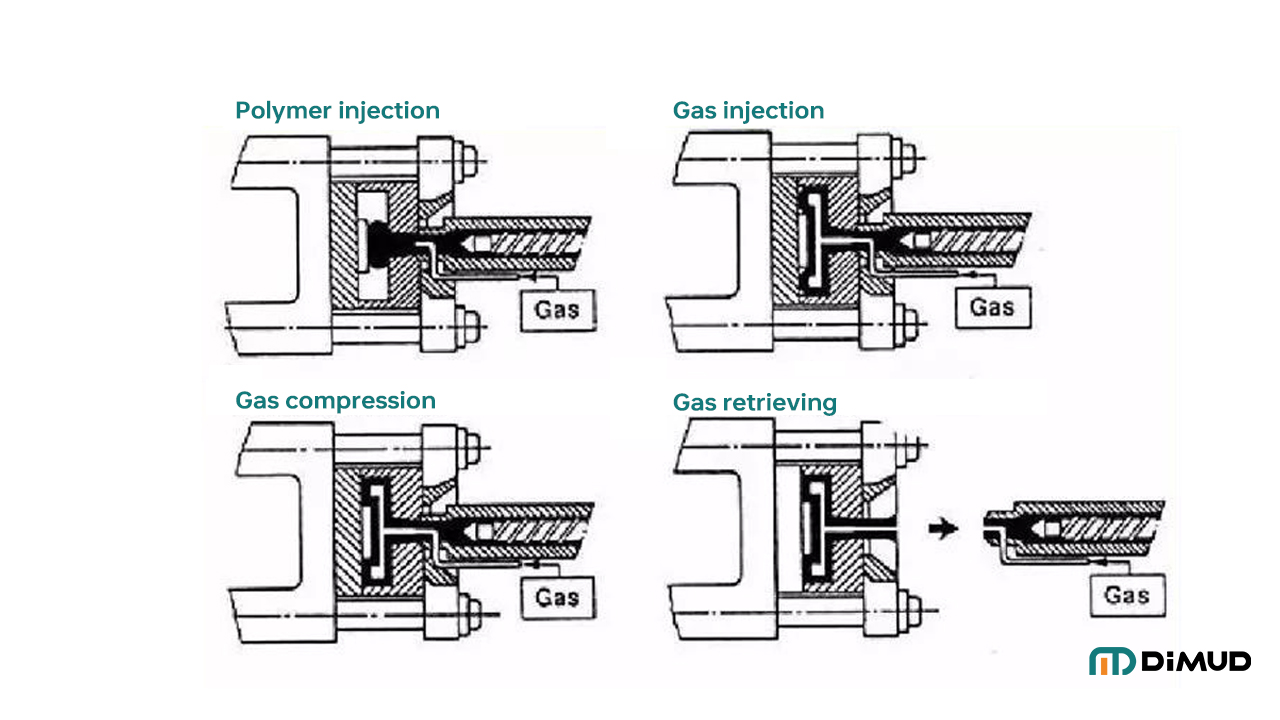
Литье под давлением с использованием газа позволяет устранить вмятины в толстых участках за счет впрыска азота под давлением в изделие после первоначального впрыска материала. Газ образует полый канал через самую толстую часть детали, эффективно удаляя массу материала сердцевины, которая вызывает усадку и впадины. Это позволяет получить более легкую деталь с гладкой внешней поверхностью и устранить толстые участки, приводящие к появлению впадин, — без необходимости внесения существенных изменений в конструкцию, касающихся толщины стенок.
Как это работает
В ходе этого процесса полость частично заполняется пластиком, после чего через газовый штифт вводится азот. Газ выталкивает расплавленный материал наружу, уплотняя наружные стенки к поверхности формы и одновременно образуя полость внутри. В результате получается деталь с гладкой поверхностью без впадин и полой внутренней частью в толстых участках.
Когда применение газовой поддержки оправдано
- Детали с толстыми стенками (ручки, несущие трубы, толстые ребра)
- Участки, на которых вырезание сердцевины конструктивно невозможно
- Большие косметические поверхности, на которых установка любой раковины недопустима
- Детали, для которых снижение веса также является одной из задач
Технология с использованием газа требует специальной конструкции пресс-форм и оборудования для впрыска газа, поэтому она не является готовым решением — однако для подходящих деталей это одно из самых эффективных решений хронических проблем с вмятинами.
Как анализ потока плавки помогает прогнозировать и предотвращать вмятины?
Если вы собираетесь вкладывать средства в инструментарий, сначала потратьте немного на моделирование.
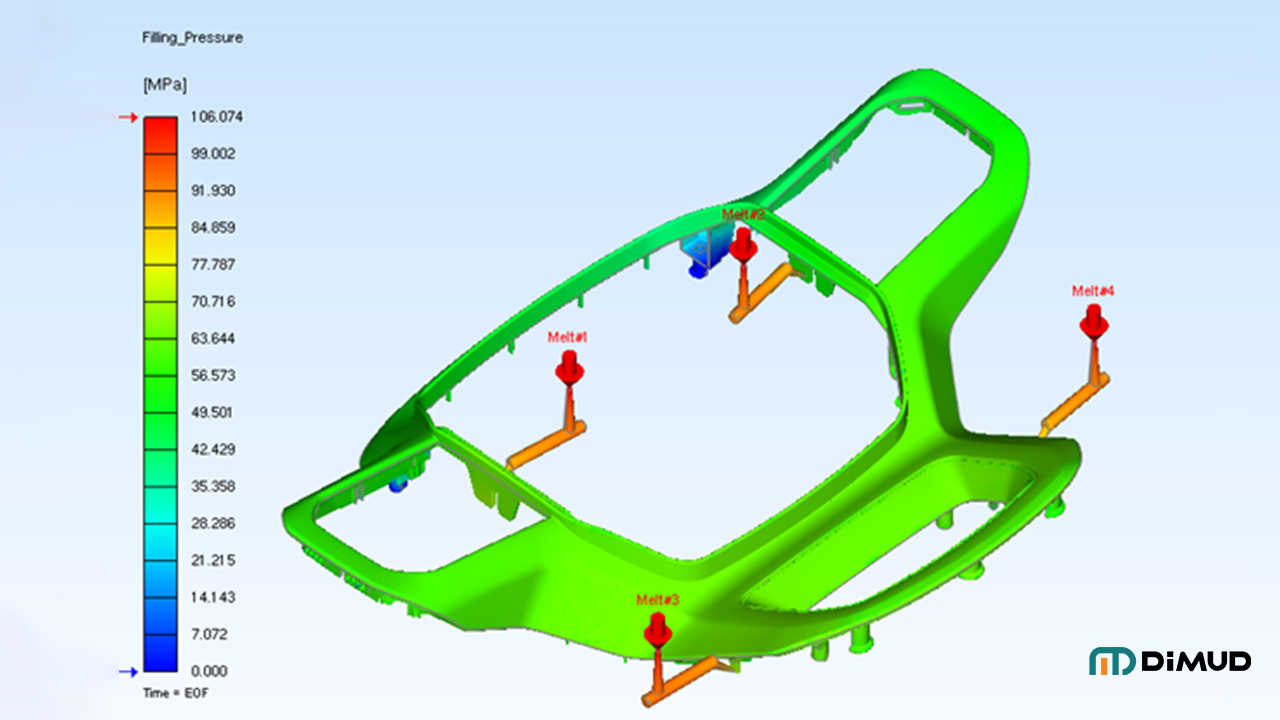
Анализ потока пластмассы (MFA) использует программное обеспечение для моделирования того, как пластмасса заполняет, уплотняется и остывает внутри полости пресс-формы до изготовления самой пресс-формы. Он позволяет прогнозировать места образования впадин, коробление, линии сварки и неполное заполнение на основе геометрии детали, свойств материала, расположения литников и условий процесса. Проведение моделирования потока расплава до изготовления пресс-формы позволяет инженерам оптимизировать толщину стенок, скорректировать положение литников и выявить зоны с высокой усадкой, что позволяет значительно сократить затраты на доработку после изготовления пресс-формы.
Что может рассказать вам Mold Flow
- В местах, где вероятно возникновение усадки (визуализация усадки)
- Может ли давление в упаковке охватить все толстые участки
- Как расположение заслонки влияет на распределение давления
- Равномерность охлаждения и возможные зоны перегрева
- Прогнозируемое коробление и отклонение размеров
Чего он не может
Моделирование потока расплава — это всего лишь симуляция, основанная на базах данных материалов и идеализированных условиях. Реальные результаты могут отличаться. Полученные данные в целом весьма точны, однако они не заменяют грамотного инженерного суждения или тщательно организованного процесса контроля первого изделия.
Тем не менее, по моему опыту, детали, которые перед изготовлением пресс-формы проходят надлежащий анализ потока материала, почти всегда дают меньше проблем при первом выпуске, чем детали, для которых такой анализ не проводился. Стоимость моделирования составляет лишь небольшую часть затрат на доработку уже изготовленной пресс-формы.
В компании Dimud мы производство прецизионных пресс-форм В рамках данного процесса анализ потока материала в пресс-форме является стандартным этапом, предшествующим изготовлению пресс-формы. Мы выявили риски, связанные с усадкой материала, в сотнях проектов ещё до того, как была вырезана первая полость, — и наши клиенты постоянно отмечают, что моделирование на ранних этапах позволило им сэкономить время и реальные деньги.
Заключение
Вмятины — это один из тех дефектов, которые на первый взгляд кажутся простыми (каламбур неслучаен), но зачастую являются следствием решений, принятых за несколько недель или месяцев до этого на этапе проектирования. Лучший способ их предотвратить — с самого начала рассматривать равномерность толщины стенок, соотношение ребер и стенок, а также расположение литниковых каналов как непреложные правила проектирования.
Корректировка технологических процессов помогает. Выбор материала имеет значение. Но если геометрия неверна, никакие настройки параметров не спасут вас. Обнаружьте это на раннем этапе — в проектном файле, при проверке на технологичность или в ходе моделирования потока материала в пресс-форме — и ваш производственный процесс значительно упростится.
Если вы разрабатываете деталь с толстыми участками, сложными ребрами жесткости или требованиями к внешнему виду поверхности и хотите проверить её на наличие риска образования впадин перед изготовлением пресс-формы, наша команда в Dimud с удовольствием поможет вам в этом. Пришлите нам свой проект для бесплатной оценки технологичности и мы выявим эти проблемы, прежде чем они приведут к необходимости модификации оборудования.




