


Nach meiner Erfahrung mit der Produktion von Kunststoffteilen gehören Einfallstellen zu den häufigsten und frustrierendsten Fehlern beim Spritzgießen. Sie mögen oberflächlich betrachtet klein aussehen, aber sie können sowohl das Aussehen als auch die strukturelle Qualität eines Produkts ernsthaft beeinträchtigen.
Einfallstellen beim Spritzgießen sind Vertiefungen oder Einbuchtungen auf der Oberfläche eines geformten Kunststoffteils. Sie entstehen, wenn die Außenhaut eines Teils abkühlt und sich verfestigt, das Material darunter - in der Regel in der Nähe von dicken Abschnitten, Rippen oder Vorsprüngen - jedoch noch nicht vollständig abgekühlt ist. Wenn das innere Material während des Abkühlens schrumpft, zieht es die Oberfläche nach innen, wodurch die verräterische Vertiefung entsteht. Einfallstellen gehören zu den häufigsten Spritzgießfehlern und können sowohl die Ästhetik als auch die strukturelle Integrität von Teilen beeinträchtigen, insbesondere bei Oberflächen der Klasse A in der Unterhaltungselektronik und bei Automobilkomponenten.
Die gute Nachricht? Einfallstellen sind fast immer vermeidbar - wenn man versteht, woher sie kommen und wie man sie schon in der Entwurfs- und Prozessphase bekämpfen kann. Lassen Sie mich das alles aufschlüsseln.
Was sind Einfallstellen beim Spritzgießen?

Bevor man etwas reparieren kann, muss man erst einmal verstehen, womit man es zu tun hat.
Einfallstellen sind örtlich begrenzte Oberflächenvertiefungen auf spritzgegossenen Kunststoffteilen. Sie treten typischerweise auf der gegenüberliegenden Seite eines dicken Wandabschnitts, einer Rippe, eines Vorsprungs oder einer inneren Geometrie auf - überall dort, wo eine ungleichmäßige Dicke im Teil entsteht. Die sichtbare “Delle” entsteht, weil die Kunststoffoberfläche schneller erstarrt als das Innere, und wenn der heiße innere Kern abkühlt und sich zusammenzieht, zieht er die Außenhaut leicht nach innen. Kurz gesagt: Die Oberfläche kollabiert in Richtung der Schrumpfung.
Stellen Sie sich das wie einen Schokoladenkuchen vor, der oben perfekt aussieht, aber in der Mitte beim Abkühlen einsinkt. Das optische Ergebnis bei Kunststoffteilen kann von einer kaum sichtbaren flachen Vertiefung bis zu einer deutlicheren Delle reichen, die eine ansonsten saubere Oberfläche ruiniert.
Wo Einfallstellen typischerweise auftauchen
Sie erscheinen fast immer an vorhersehbaren Orten:
- Gegenüber den Rippen - Auf der Rückseite einer Rippe sammelt sich fast immer mehr Material an, was eine stärkere Schrumpfung und damit ein Einfallen auf der Sichtseite bedeutet.
- Hinter Chefs - ein Schraubenkopf fügt eine Materialausbuchtung hinzu. Wenn sie im Verhältnis zur Nennwand zu dick ist, sinkt die dem Vorsprung gegenüberliegende Fläche ein.
- Bei Wanddickenübergängen - Wo eine dünne Wand plötzlich auf eine dicke Wand trifft, schrumpft die dickere Zone stärker und zieht die nahe gelegene Oberfläche mit sich.
- In der Nähe von Toren - Ironischerweise besteht manchmal in dem Bereich, der am weitesten vom Tor entfernt ist, die größte Gefahr des Absinkens, weil der Packungsdruck nicht ausreicht.
Ich habe schon erlebt, dass Ingenieure stundenlang Prozessparameter angepasst haben, um Senkungen zu beheben, die eigentlich durch eine Rippe mit einer Wandstärke von 120% statt 60% verursacht wurden. Kein noch so großes Einstellen von Parametern wird jemals ein Konstruktionsproblem vollständig beheben können. Das ist die grundlegende Wahrheit über Einfallstellen. Die meisten von ihnen werden in der Entwurfsdatei geboren, nicht in der Werkstatt.
Warum Sinkmarken wichtig sind
An einem versteckten Bauteil? Vielleicht können Sie mit einer kleinen Delle leben. Aber bei einem Gehäuse für Unterhaltungselektronik - die Art von Teil, bei dem Kunden mit den Fingern über die Oberfläche fahren - ist eine Einfallstelle ein Produktfehler, Punkt. Sie zeugt von schlechter Qualität, selbst wenn das Teil strukturell einwandfrei ist.
In der Innenausstattung von Kraftfahrzeugen können sichtbare Spülen die Anforderungen an das Erscheinungsbild nicht erfüllen. Bei Gehäusen für medizinische Geräte können sie Fragen zur Maßhaltigkeit aufwerfen. In jeder kosmetischen Anwendung untergraben sie das Vertrauen in die Marke. Also ja, Einfallstellen sind wichtig - sehr wichtig.
Was ist die Ursache für Senkungsflecken?

Einfallstellen werden oft als “Prozessproblem” betrachtet. Erhöhen Sie den Packungsdruck, senken Sie die Schmelztemperatur, und fertig. Aber das ist nur ein Teil der Geschichte.
Die Hauptursache für Einfallstellen beim Spritzgießen ist die lokale Volumenschwindung - wenn dicke Bereiche eines Teils stärker abkühlen und schrumpfen als die umliegenden dünnen Bereiche und nicht genügend Packungsdruck, Material oder Kühlkapazität vorhanden ist, um dies auszugleichen. Dafür gibt es drei Hauptursachen: schlechtes Teiledesign (ungleichmäßige Wandstärke, übergroße Rippen oder Vorsprünge), falsches Werkzeugdesign (schlechte Anschnittplatzierung, unzureichende Kühlkanäle) und suboptimale Prozessparameter (unzureichender Packungsdruck oder -zeit, falsche Schmelz- oder Werkzeugtemperatur).
Schauen wir uns jede einzelne davon an.
Ursache 1: Probleme bei der Teilekonstruktion
Dies ist der größte und am meisten übersehene Punkt.
Ungleichmäßige Wandstärke ist die wichtigste Konstruktionssünde. Wenn ein Abschnitt eines Teils wesentlich dicker ist als der Rest, hält dieser dicke Bereich die Wärme länger. Er schrumpft stärker. Und er zieht die benachbarten Oberflächen mit sich.
Der klassische Übeltäter ist das Verhältnis von Rippen- zu Wanddicke. Viele Konstrukteure dimensionieren die Rippen für die strukturelle Belastung, ohne darüber nachzudenken, wie sich diese Dicke auf das Sinkrisiko auswirkt. Eine Rippe mit einer Nennwanddicke von 80% erzeugt eine weitaus geringere Schwindungsdifferenz als eine mit einer Nennwanddicke von 100% oder mehr.
Bei Vorsprüngen verhält es sich genauso. Ein Vorsprung für eine selbstschneidende M3-Schraube kann im CAD unschuldig aussehen, aber eine erhebliche Senkung verursachen, wenn der Außendurchmesser im Verhältnis zur umgebenden Wand zu groß ist.
Faustregel für die Gestaltung: Halten Sie die Rippendicke bei 50-60% der Nennwand. Halten Sie die Außenwandstärke der Nabe bei 60% der Nennwand. Diese Verhältnisse gibt es nicht ohne Grund.
Ursache 2: Probleme bei der Werkzeugkonstruktion
Selbst bei einem gut konstruierten Teil kann eine schlecht konstruierte Form zu Senkungen führen.
Die Platzierung des Anschnitts ist von enormer Bedeutung. Wenn der Anschnitt zu weit von dicken Abschnitten entfernt ist, kühlt der Kunststoff ab und die Fließfront verliert an Druck, bevor sie diese Bereiche richtig ausfüllen kann. Das Ergebnis? Einfallstellen, selbst bei einem guten Teiledesign.
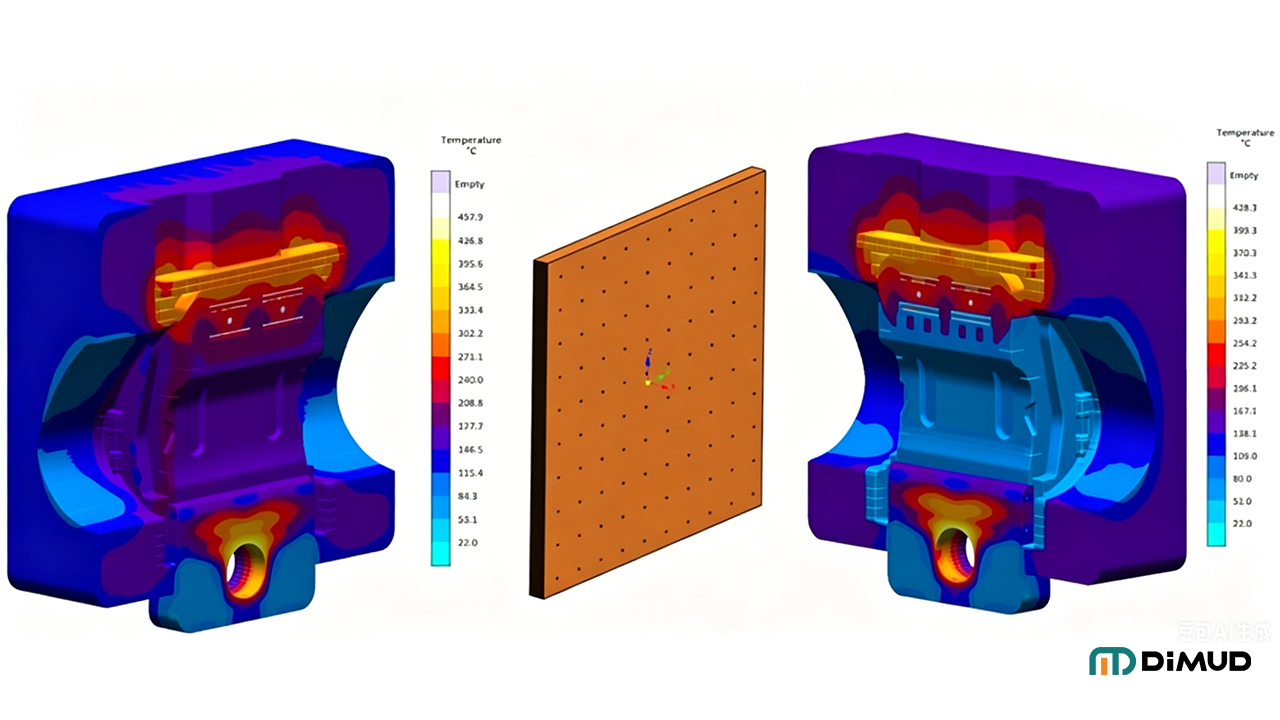
Die Platzierung der Kühlkanäle ist der andere wichtige Punkt. Wenn dicke Bereiche des Teils nicht ausreichend gekühlt werden, bleibt das Material zu lange heiß, schrumpft stärker und bildet Schlacken. Konforme Kühlung - Kühlkanäle, die der Teilegeometrie folgen - ist besonders effektiv für komplexe Teile mit dicken Querschnitten.
Grundursache 3: Prozessparameter
Sobald das Design und die Form solide sind, ist das Verfahren das endgültige Tuning-Werkzeug.
Unzureichender Packungsdruck ist wahrscheinlich die häufigste prozessbedingte Ursache für Einbrüche. Der Packungsdruck gleicht die volumetrische Schrumpfung beim Abkühlen des Teils aus. Wenn während der Pack-/Haltephase nicht genügend Material hineingedrückt wird, entsteht ein Spalt, in den die Oberfläche einfällt.
Eine zu kurze Packzeit hat denselben Effekt. Wenn der Anschnitt abfriert, bevor das Teil vollständig verpackt ist, hilft kein noch so hoher Druck - das Material kann nicht mehr eindringen.
Schmelzetemperatur und Werkzeugtemperatur spielen ebenfalls eine Rolle. Eine zu heiße Schmelze bleibt länger flüssig und erhöht die Gesamtschrumpfung. Eine zu warme Form bildet keine ausreichend steife Haut, um der inneren Schrumpfung zu widerstehen.
Wie lassen sich Einfallstellen beim Spritzgießen reduzieren?
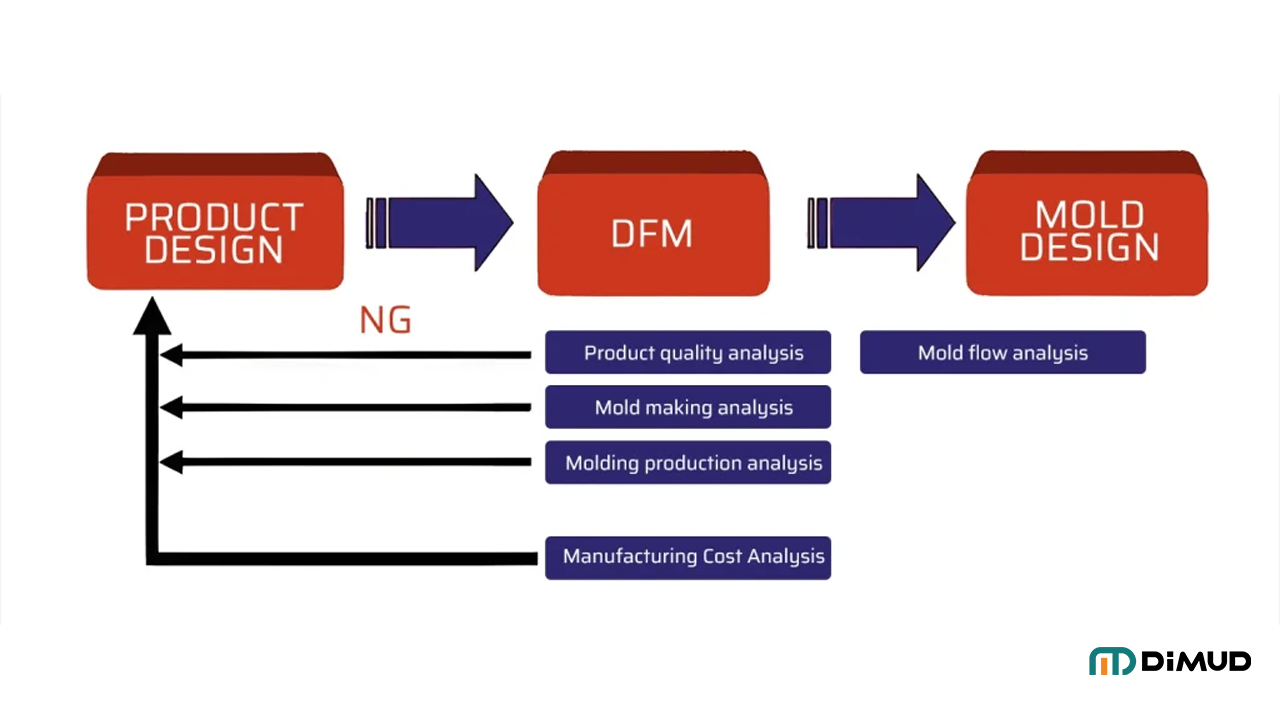
Die Verhinderung von Einfallstellen beginnt lange bevor die Maschine überhaupt läuft. Der effektivste Zeitpunkt, um sie zu beseitigen, ist während der Konstruktionsphase - insbesondere durch DFM-Analysen (Design for Manufacturability).
Um Einfallstellen beim Spritzgießen zu reduzieren, sollten Sie sich auf drei Stufen konzentrieren: Konstruktion (Beibehaltung einer gleichmäßigen Wandstärke; Befolgung der 50-60%-Regel für das Verhältnis von Rippe zu Wand; Entkernen dicker Abschnitte; Vermeidung abrupter Wandübergänge), Werkzeugkonstruktion (Optimierung der Anschnittplatzierung für dicke Abschnitte; Hinzufügen einer geeigneten Kühlung in der Nähe von Massenkonzentrationen) und Prozess (Erhöhung des Packungsdrucks und der Nachdruckzeit; Senkung der Schmelzetemperatur; Sicherstellung, dass der Anschnitt nicht vorzeitig eingefroren ist). Das frühzeitige Erkennen dieser Probleme in der DFM-Analyse ist weitaus kosteneffizienter als ihre Korrektur nach der Werkzeugherstellung.
Strategien zur Vermeidung von Einfallstellen in der Entwurfsphase
1. Möglichst gleichmäßige Wanddicke beibehalten. Dies ist die effektivste Regel überhaupt. Eine Nennwand, deren Dicke nicht stark variiert, bedeutet gleichmäßige Abkühlung, gleichmäßige Schrumpfung und kein unterschiedliches Ziehen.
Wenn Sie muss Wenn Sie die Wanddicke ändern, z. B. aus strukturellen Gründen oder um eine Schnappverbindung oder einen Aufsatz anzubringen, verjüngen Sie den Übergang. Ein allmählicher Wandübergang (mindestens 3:1) gibt dem Material Zeit, sich anzupassen, anstatt auf eine Klippe zu stoßen.
2. Entkernen Sie dicke Abschnitte. Wenn Sie einen dicken Sockel oder eine dicke Unterlage haben, sollten Sie diese aushöhlen. Die strukturelle Höhe bleibt erhalten, während die Masse eliminiert wird. Weniger Material = weniger Schrumpfung = weniger Senkung. Dies ist besonders nützlich für dicke Grundplatten, Gehäusefüße und strukturelle Rippen an größeren Teilen.
3. Befolgen Sie die Richtlinien für die Rippengestaltung genauestens.
- Rippenstärke: 50-60% der Nennwand
- Rippenhöhe: max. 3× Nennwand (höhere Rippen müssen eventuell geschlitzt werden)
- Eckradien: Fügen Sie einen kleinen Radius an der Rippenbasis hinzu, um Spannungskonzentrationen zu verringern.
- Mehrere Rippen: Verwendung einer Reihe dünner Rippen anstelle einer dicken Rippe für mehr Stabilität
4. Boss-Design-Regeln.
- Außendurchmesser der Nabe im Verhältnis zur Wandstärke: Die Nabenwand sollte 60% der Nennwand betragen.
- Vermeiden Sie massive Vorsprünge - verwenden Sie ein Kerndesign
- Wenn der Aufsatz höher sein muss, sollten Sie eher einen Zwickel in Betracht ziehen, als die Wandstärke zu erhöhen.
Mold-Level-Strategien
Optimieren Sie den Standort des Gates. Platzieren Sie die Anschnitte wenn möglich in der Nähe oder direkt in dicken Abschnitten. Dadurch wird sichergestellt, dass der Verpackungsdruck die Bereiche erreicht, die ihn am meisten benötigen, bevor der Anschnitt abfriert. Bei Teilen mit mehreren dicken Abschnitten sollten Sie mehrere Anschnitte oder Heißkanalsysteme in Betracht ziehen.
Verbessern Sie die Kühlung. Dickere Stellen müssen gezielt gekühlt werden. Berücksichtigen:
- Hinzufügen von Kühlkanälen in der Nähe von Problembereichen
- Verwendung von konformen Kühleinsätzen (insbesondere beim 3D-Druck von Metall)
- Beryllium-Kupfer-Einsätze in besonders problematischen Hotspots
Überprüfung der Entlüftung. Schlechte Entlüftung in dicken Bereichen kann Luft einschließen und den Materialfluss während des Packens einschränken, was zu Senken beiträgt.
Wenn Sie mit einem Hersteller zusammenarbeiten, der über echte Erfahrung im Formenbau verfügt - und nicht nur mit jemandem, der Stahl schneiden kann -, wird er eine Fließanalyse durchführen, bevor ein einziges Stück Metall geschnitten wird. Mold Flow Simulation (Tools wie Moldex3D oder Autodesk Moldflow) kann das Risiko des Absinkens vorhersagen und Sie können sich darauf einstellen, bevor es echtes Geld kostet. Bei Dimud ist unser Formenbau-Team führt standardmäßig Mold-Flow-Analysen durch, und wir erkennen genau diese Art von Problemen in der Entwurfsphase, bevor sie zu einem Problem in der Fabrik werden.
Wie passen Sie die Spritzgussparameter an, um Einfallstellen zu beseitigen?
Manchmal kommt es trotz guter Konstruktion in der Produktion zu Senkungen. Oder vielleicht arbeiten Sie mit einem alten Bauteildesign, das Sie nicht ändern können. In diesem Fall ist die Prozessanpassung Ihr bestes Werkzeug.
Um Einfallstellen durch Prozessanpassung zu beseitigen, erhöhen Sie den Packungsdruck (in der Regel auf 60-80% des Einspritzdrucks), verlängern Sie die Halte-/Packungszeit, bis der Anschnitt gefriert, reduzieren Sie die Schmelzetemperatur um 5-10°C-Schritte, senken Sie die Werkzeugtemperatur, wenn möglich, und erhöhen Sie die Schussgröße leicht. Jede Änderung sollte einzeln vorgenommen werden, mit kurzen Testläufen, um das Ergebnis zu bewerten. Dokumentieren Sie Ihre Ausgangssituation, bevor Sie Änderungen vornehmen.
Schritt für Schritt: Parameteranpassungen für Sinkmarkierungen
Packungsdruck erhöhen
Dies ist in der Regel die erste und folgenreichste Anpassung. Der Packdruck kompensiert die volumetrische Schrumpfung, indem er beim Abkühlen des Teils mehr Material in die Kavität drückt.
Beginnen Sie mit Ihrem aktuellen Wert und erhöhen Sie ihn in 5-10%-Schritten. Achten Sie auf Gratbildung an der Trennfuge - das ist Ihre Obergrenze. Wenn Sie den Grat erreichen, bevor die Senke verschwindet, ist der Packungsdruck allein nicht die Lösung, und Sie haben wahrscheinlich ein Konstruktions- oder Anschnittproblem.
Der typische Packungsdruck beträgt 60-80% des Einspritzdrucks, wobei dieser Wert je nach Material variiert.
Haltezeit verlängern
Die Packungszeit muss lang genug sein, damit der Anschnitt einfriert, bevor der Druck abgelassen wird. Wenn Sie den Druck ablassen, während der Anschnitt noch offen ist, fließt das Material etwas zurück - nicht genug, um die Füllung zu beeinträchtigen, aber genug, um die Packung in dicken Bereichen zu verringern.
So überprüfen Sie die Gate-Freeze-Zeit: Führen Sie eine einfache Studie zur Torabdichtung durch. Erhöhen Sie die Haltezeit in 0,5-Sekunden-Schritten und wiegen Sie die Teile. Wenn das Teilegewicht nicht mehr zunimmt, ist der Anschnitt eingefroren - das ist Ihre Mindesthaltezeit. Fügen Sie eine kleine Sicherheitsspanne hinzu (10-15%).
Temperatur der Schmelze reduzieren
Eine niedrigere Schmelztemperatur verringert die Gesamtschrumpfung. Die Materialien haben einen empfohlenen Verarbeitungsbereich - versuchen Sie, am unteren Ende dieses Bereichs zu verarbeiten. Seien Sie vorsichtig: Bei zu niedrigen Temperaturen riskieren Sie kurze Schüsse, schlechten Fluss oder Probleme mit der Schweißnaht. Nehmen Sie schrittweise Anpassungen vor.
Temperatur der Form einstellen
Eine kühlere Form kann dazu beitragen, dass sich schneller eine steifere Außenhaut bildet, die der Zugkraft der inneren Schrumpfung widersteht. Dies ist jedoch ein Balanceakt - eine zu kühle Form kann Verzug, Eigenspannungen oder eine schlechte Oberflächenqualität verursachen.
Optimieren Sie das Schneckenkissen und die Schussgröße
Wenn Ihr Polster (die kleine Menge an Material, die am Ende der Injektion vor der Schnecke verbleibt) zu klein ist, kann Ihnen während der Haltephase das Material zum Verpacken ausgehen. Vergewissern Sie sich, dass Sie durchgängig über ein Polster von 5-10 mm verfügen.
Wenn Parameter nicht ausreichen
Seien wir ehrlich: Wenn Sie den Packungsdruck maximiert, die Haltezeit verlängert und die Temperaturen angepasst haben und die Senke immer noch vorhanden ist, handelt es sich um ein Design- oder Werkzeugproblem. Der Prozessoptimierung sind echte Grenzen gesetzt. Keine Parametereinstellung kann eine Rippe mit einer Wandstärke von 100% vollständig kompensieren. An diesem Punkt ist eine Änderung der Form oder eine Überarbeitung der Konstruktion erforderlich.
Welche Kunststoffmaterialien sind am anfälligsten für Einfallstellen, und wie wählt man Alternativen?

Nicht alle Kunststoffe schrumpfen gleich. Auswahl des Materials wirkt sich direkt auf das Einfallstellenrisiko aus - ein Faktor, der oft übersehen wird, bis die Teile bereits in der Produktion laufen.
Teilkristalline Kunststoffe wie PP (Polypropylen), PA (Nylon), POM (Acetal) und HDPE sind am anfälligsten für Einfallstellen, da sie höhere und anisotropere volumetrische Schrumpfungsraten aufweisen (typischerweise 1,5-2,5%). Amorphe Kunststoffe wie ABS, PC und PMMA schrumpfen weniger (0,4-0,8%) und gleichmäßiger, wodurch sie deutlich weniger anfällig für Einfallstellen sind. Wenn Einfallstellen ein kritisches Problem darstellen, kann der Wechsel von einem teilkristallinen zu einem amorphen Material - oder die Wahl eines glasfaserverstärkten Typs - das Problem drastisch reduzieren.
Hochriskante Materialien
Polypropylen (PP): Schrumpfungsraten von 1,5-2,0%. Sehr häufig bei Verpackungen, Automobilen und Konsumgütern - und extrem anfällig für Schrumpfungen in dicken Abschnitten. Die Zugabe von Glasfasern (PP-GF30) verringert die Schrumpfung erheblich.
Nylon (PA6, PA66): Schrumpfung von 1,2-2,0%. Starke Schrumpfung, hygroskopisch und besonders problematisch bei dickwandigen Bauteilen. Glas- oder Mineralfüllungen helfen erheblich.
POM (Acetal/Delrin): Schrumpfung von 2,0-2,5%. Einer der technischen Kunststoffe mit der höchsten Schrumpfung. Ausgezeichnete mechanische Eigenschaften, erfordert jedoch eine vorsichtige Wandstärkengestaltung, um Einfallstellen zu vermeiden.
HDPE: Schrumpfung von 1,5-3,0%. Hohe Schrumpfung und eine wachsartige Oberfläche machen Waschbecken besonders sichtbar. Wird häufig in Containern verwendet, bei denen die Gleichmäßigkeit der Wände in das Design integriert ist.
Materialien mit geringem Ausfallrisiko
ABS: Schrumpfung von 0,4-0,7%. Amorph, geringe Schrumpfung, hervorragende Oberflächengüte. Die erste Wahl für Gehäuse der Unterhaltungselektronik teilweise denn Es ist nachsichtig mit Waschbecken.
PC (Polycarbonat): Schrumpfung von 0,5-0,7%. Geringe Schrumpfung, ausgezeichnete optische Klarheit und hohe Schlagfestigkeit. Häufig in Telefongehäusen, Kfz-Linsen und medizinischen Geräten verwendet.
PC/ABS-Mischungen: Kombiniert das Beste von beidem. Geringe Schrumpfung, guter Fluss und gute Oberflächengüte. Sehr beliebt bei Elektronikgehäusen.
PMMA (Acrylglas): Schrumpfung von 0,2-0,4%. Einer der niedrigsten Schrumpfungswerte aller gängigen Kunststoffe. Großartig für optische Teile, aber spröde.
Verstärkte Benotung als alternative Strategie
Wenn Sie ein teilkristallines Material wegen seiner mechanischen, chemischen oder thermischen Eigenschaften benötigen, sollten Sie es nicht aufgeben, sondern verstärken. Durch die Zugabe von 15-30% Glasfasern zu PP, PA oder POM wird die Schrumpfung drastisch reduziert und Einfallstellen lassen sich viel besser handhaben.
Der Nachteil ist, dass glasfasergefüllte Materialien einen höheren Einspritzdruck erfordern, die Form stärker verschleißen und die Faserausrichtung auf der Oberfläche zeigen können. Aber aus Sicht der Dimensionsstabilität und der Einfallstellen sind sie eine deutliche Verbesserung.
Die Materialauswahl - und ihre Auswirkungen auf Einfallstellen - ist eines der Themen, mit denen sich unser Team bei Dimud während der DFM-Analyse. Die Wahl des falschen Materials für ein Teil mit dicken Querschnitten kann Ihnen ein schwieriges Produktionsleben bereiten. Eine frühzeitige Entscheidung erspart viel Kopfzerbrechen.
Einfallstellen vs. Hohlräume beim Spritzgießen: Was ist der Unterschied und wie kann man ihn beheben?

Diese Frage bringt erstaunlich viele Menschen aus dem Konzept - auch erfahrene. Einfallstellen und Hohlräume sind verwandte Fehler, aber sie sind nicht dasselbe, und sie zu verwechseln führt zu falschen Lösungen.
Einfallstellen und Lunker werden beide durch die Volumenschwindung in dicken Abschnitten von Spritzgussteilen verursacht, aber sie äußern sich unterschiedlich. Eine Einfallstelle ist eine an der Außenseite des Teils sichtbare Oberflächenvertiefung - die Haut kollabiert nach innen. Ein Hohlraum ist eine innere Lufttasche oder eine Vakuumblase, die im Inneren des Teils eingeschlossen ist - die Haut ist stark genug, um dem Zusammenfallen zu widerstehen, aber im Inneren bildet sich ein Spalt. Einfallstellen sind sichtbar, Hohlräume sind oft unsichtbar, es sei denn, das Teil wird im Querschnitt betrachtet oder gescannt. Beide erfordern ähnliche Ursachenbehebungen, jedoch mit unterschiedlichen Prozessprioritäten.
Sink Mark vs. Void: Auf einen Blick
| Merkmal | Senke Mark | Leere |
|---|---|---|
| Standort | Vertiefung der Oberfläche | Interne Blase/Hohlraum |
| Sichtbarkeit | Sichtbar | Normalerweise von außen unsichtbar |
| Erkennung | Visuelle Kontrolle | Röntgenbild, CT-Scan, Querschnitt |
| Ursache | Die Haut klappt nach innen | Die Haut ist zu starr, um zu kollabieren; im Inneren entsteht ein Vakuum |
| Erscheinungsbild | Delle oder Vertiefung auf der Oberfläche des Teils | Interne Lufttasche |
| Am häufigsten in | Dünnhäutige Teile, teilkristalline Materialien | Dickwandige starre Teile, PC, ABS |
| Hauptanliegen | Kosmetika und Oberflächenqualität | Strukturelle Integrität |
Warum entstehen Hohlräume anstelle von Einfallstellen?
Wenn ein Teil eine steife Außenhaut hat - in der Regel, weil es schnell abgekühlt ist oder aus einem steiferen Material wie PC oder ABS besteht -, widersteht die Haut dem Sog der inneren Schrumpfung. Anstatt dass die Oberfläche einbricht (Einfallstelle), bildet sich im Inneren des Materials eine Vakuumtasche. Das Ergebnis ist ein Teil, das von außen gut aussieht, aber innen eine Hohlblase aufweist.
Hohlräume sind besonders gefährlich bei strukturellen oder tragenden Anwendungen. Ein Teil mit inneren Hohlräumen kann die Sicht- und Maßprüfung bestehen, aber unter Last mechanisch versagen.
Wie man Senkungsspuren beseitigt
- Erhöhung des Packungsdrucks und der Haltezeit
- Reduzierung der Wandstärke oder Entkernung dicker Abschnitte
- Optimieren Sie die Platzierung der Gatter
- Wechseln Sie zu Material mit geringerer Schrumpfung oder verwenden Sie glasgefülltes Material.
Wie man Leerstellen beseitigt
- Erhöhung des Packungsdrucks (gleiche Richtung wie die Senken)
- Verlangsamen Sie die Einspritzgeschwindigkeit etwas - eine schnelle Einspritzung kann Luft einschließen
- Verbessern Sie das Design von Schieber und Kufe, um eine bessere Verpackung zu ermöglichen.
- Prüfen Sie, ob das Material feucht ist - hygroskopische Harze wie Nylon oder PC müssen ordnungsgemäß getrocknet werden; Feuchtigkeit verwandelt sich in Dampf und erzeugt innere Blasen.
- Reduzieren Sie die Temperatur der Form, um eine schnellere Bildung der Außenhaut zu ermöglichen, die leicht flexibler
Der entscheidende praktische Unterschied
Bei Senken ist die Oberfläche das Problem - und man kann es lösen, indem man mehr Material auf die Oberfläche gibt (Packung) oder die Konstruktion so umgestaltet, dass der Massenunterschied verringert wird. Bei Hohlräumen ist das Innere das Problem - und während die Packung hilft, muss man auch sicherstellen, dass die Außenhaut etwas flexibler ist, damit das Material eingezogen werden kann, anstatt ein Vakuum zu erzeugen. Trocknungsbedingungen, Einspritzgeschwindigkeit und Gegendruck spielen bei Hohlräumen eine größere Rolle als bei Senken.
Wenn Sie sich nicht sicher sind, welcher Defekt vorliegt, machen Sie einen Schnelltest: Drücken Sie Ihren Fingernagel vorsichtig in die verdächtige Stelle. Wenn sich die Oberfläche leicht durchbiegt, handelt es sich um eine Senke. Wenn sie sich fest anfühlt, Sie aber dennoch ein Problem vermuten, schneiden Sie das Teil aus - oder schicken Sie es zum CT-Scan.
Sollten Sie gasunterstütztes Spritzgießen verwenden, um Einfallstellen zu beseitigen?
Manchmal bleiben dicke Abschnitte ein Problem, ganz gleich, was man mit Packungsdruck und Konstruktionsverbesserungen macht. Dies ist der Fall gasunterstütztes Spritzgießen wird zu einer wirklich sinnvollen Alternative - vor allem für Griffe, dickwandige Konstruktionsteile und Möbelkomponenten.
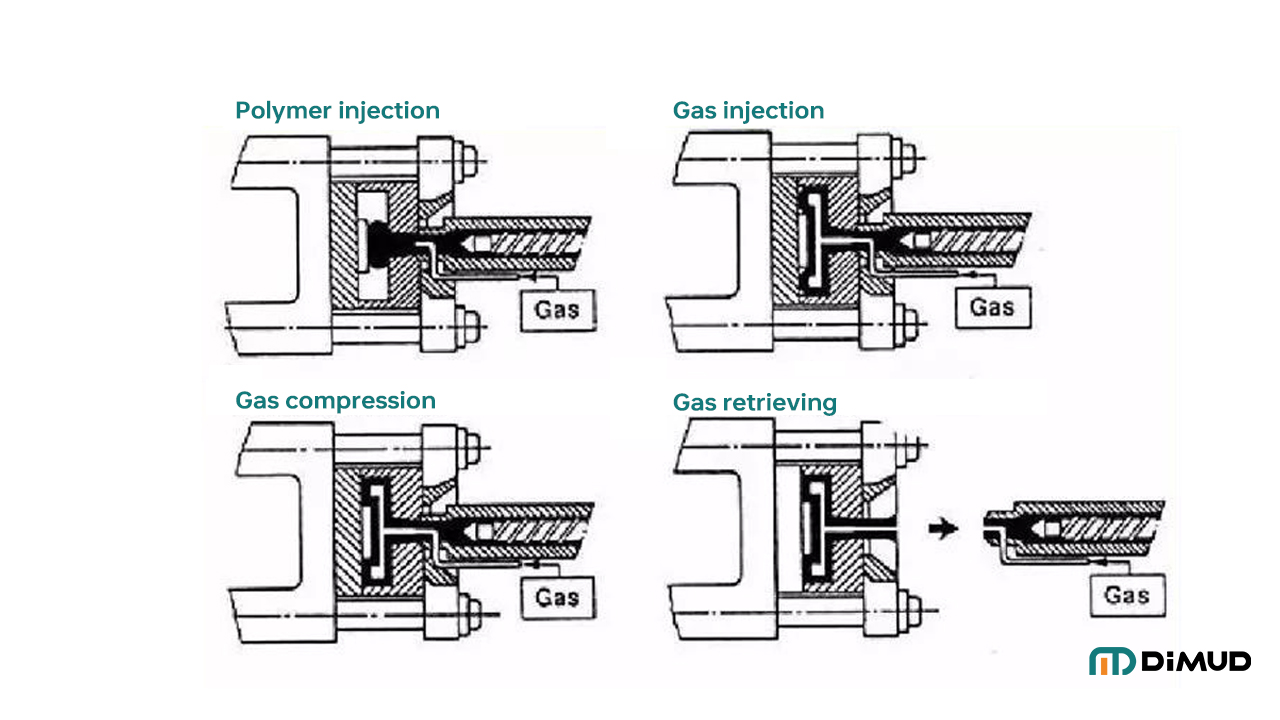
Beim gasunterstützten Spritzgießen werden Einfallstellen in dicken Abschnitten beseitigt, indem nach dem Einspritzen des Materials unter Druck stehendes Stickstoffgas in das Teil injiziert wird. Das Gas bildet einen Hohlkanal durch den dicksten Teil der Geometrie und entfernt so effektiv die Kernmaterialmasse, die Schrumpfung und Einfallstellen verursacht. Auf diese Weise entsteht ein leichteres Teil mit einer glatten Außenfläche, und die dicken Abschnitte, die Einfallstellen verursachen, werden eliminiert - ohne dass größere Konstruktionsänderungen an der Wandstärke erforderlich sind.
Wie es funktioniert
Bei diesem Verfahren wird der Hohlraum teilweise mit Kunststoff gefüllt und dann Stickstoffgas durch einen Gasdorn eingeblasen. Das Gas drückt den geschmolzenen Kern nach außen und verdichtet die Außenwände gegen die Formoberfläche, während das Innere ausgehöhlt wird. Das Ergebnis ist ein Teil mit einer glatten, einfallfreien Oberfläche und einem hohlen Inneren in den dicken Abschnitten.
Wenn Gas-Assist sinnvoll ist
- Dickwandige Teile (Griffschalen, Konstruktionsrohre, dicke Rippen)
- Teile, bei denen eine Entkernung strukturell nicht möglich ist
- Große kosmetische Flächen, bei denen jedes Waschbecken inakzeptabel ist
- Teile, bei denen eine Gewichtsreduzierung ebenfalls ein Ziel ist
Die Gasunterstützung erfordert ein spezielles Werkzeugdesign und eine Gasinjektionsausrüstung, ist also keine Sofortlösung - aber für das richtige Teil ist sie eine der saubersten Lösungen für chronische Einfallstellenprobleme.
Wie hilft die Schimmelpilzfließanalyse bei der Vorhersage und Verhinderung von Sinkspuren?
Wenn Sie Geld für Werkzeuge ausgeben wollen, sollten Sie zuerst etwas Geld für die Simulation ausgeben.
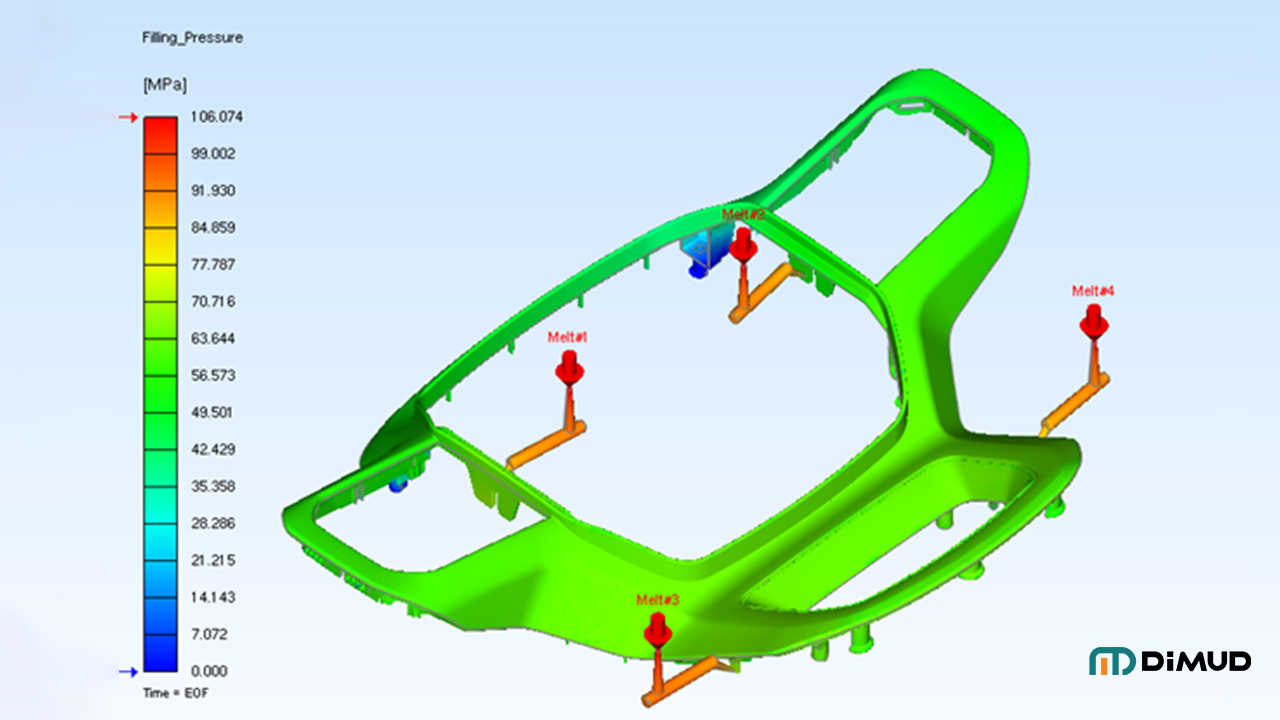
Bei der Mold Flow Analysis (MFA) wird mit Hilfe von Simulationssoftware modelliert, wie sich Kunststoff in einem Formhohlraum füllt, verpackt und abkühlt, bevor ein physisches Werkzeug hergestellt wird. Auf der Grundlage der Teilegeometrie, der Materialeigenschaften, der Anschnittplatzierung und der Prozessbedingungen können Einfallstellen, Verzug, Bindenähte und kurze Schüsse vorhergesagt werden. Durch die Simulation des Formflusses vor der Werkzeugherstellung können die Ingenieure die Wandstärke optimieren, die Anschnittpositionen anpassen und Schwindungsherde identifizieren, was nach dem Schneiden des Werkzeugs erhebliche Nachbearbeitungskosten spart.
Was der Schimmelpilzfluss Ihnen sagen kann
- Wo Senkungen zu erwarten sind (Visualisierung der Schrumpfung)
- Ob der Verpackungsdruck alle dicken Abschnitte erreichen kann
- Wie sich die Lage der Schieber auf die Druckverteilung auswirkt
- Gleichmäßigkeit der Kühlung und mögliche Hot Spots
- Voraussichtlicher Verzug und Maßabweichung
Was es nicht kann
Der Formfluss ist eine Simulation - sie basiert auf Materialdatenbanken und idealisierten Bedingungen. Die Ergebnisse in der realen Welt können abweichen. Die Ausgabe ist richtungsbezogen sehr genau, aber sie ersetzt kein gutes technisches Urteilsvermögen oder einen gut durchgeführten Erstmusterprüfungsprozess.
Dennoch habe ich die Erfahrung gemacht, dass Teile, die vor der Herstellung des Werkzeugs einer ordnungsgemäßen Fließanalyse unterzogen werden, fast immer weniger Probleme beim ersten Schuss haben als Teile, die dies nicht tun. Die Kosten für die Simulation betragen nur einen Bruchteil der Kosten für die Modifizierung eines fertigen Werkzeugs.
Bei Dimud, unserem Präzisionsformenbau Prozess integriert die Formflussanalyse als Standardschritt vor dem Werkzeugbau. Wir haben bei Hunderten von Projekten Senkungsrisiken erkannt, bevor auch nur eine einzige Kavität geschnitten wurde - und unsere Kunden berichten uns immer wieder, dass sie durch die frühzeitige Simulation Zeit und bares Geld sparen konnten.
Schlussfolgerung
Einfallstellen gehören zu den Fehlern, die oberflächlich betrachtet einfach erscheinen - Wortspiel beabsichtigt -, aber oft auf Entscheidungen zurückzuführen sind, die Wochen oder Monate zuvor im Entwurfsprozess getroffen wurden. Der beste Weg, sie zu vermeiden, besteht darin, die Gleichmäßigkeit der Wanddicke, das Verhältnis von Rippe zu Wand und die Platzierung der Anschnitte vom ersten Tag an als nicht verhandelbare Designregeln zu behandeln.
Prozessanpassungen helfen. Die Materialauswahl ist wichtig. Aber wenn die Geometrie falsch ist, kann keine Parametereinstellung Sie vollständig retten. Wenn Sie den Fehler frühzeitig erkennen - in der Konstruktionsdatei, bei der DFM-Prüfung, in der Fließsimulation - wird Ihr Leben in der Produktion sehr viel einfacher.
Wenn Sie ein Teil mit dicken Abschnitten, komplexen Rippen oder kosmetischen Oberflächenanforderungen entwerfen und es vor der Werkzeugherstellung auf das Risiko von Einfallstellen überprüfen möchten, kann unser Team bei Dimud gerne einen Blick darauf werfen. Senden Sie uns Ihr Design für eine kostenlose DFM-Prüfung und wir werden die Probleme erkennen, bevor sie Sie eine Werkzeugänderung kosten.




