


D'après mon expérience dans la fabrication de pièces en plastique, les creux de retrait comptent parmi les défauts les plus courants — et les plus frustrants — du moulage par injection. Bien qu'ils puissent paraître insignifiants à première vue, ils peuvent sérieusement nuire à la fois à l'aspect et à la qualité structurelle d'un produit.
Les marques d'affaissement en moulage par injection sont des creux ou des indentations qui apparaissent à la surface d'une pièce moulée en plastique. Elles se produisent lorsque la couche externe d'une pièce refroidit et se solidifie, alors que le matériau situé en dessous — généralement près des zones épaisses, des nervures ou des bossages — n'a pas encore complètement refroidi. À mesure que le matériau interne se contracte pendant le refroidissement, il tire la surface vers l'intérieur, créant ainsi cette marque caractéristique. Les marques d'affaissement constituent l'un des défauts les plus courants du moulage par injection et peuvent affecter à la fois l'esthétique et l'intégrité structurelle de la pièce, en particulier sur les surfaces de classe A des composants électroniques grand public et automobiles.
La bonne nouvelle ? On peut presque toujours éviter les marques d'affaissement — à condition de comprendre d'où elles viennent et de savoir comment les prévenir dès les premières étapes de la conception et de la fabrication. Je vais vous expliquer tout cela en détail.
Que sont les marques d'affaissement dans le moulage par injection ?

Avant de pouvoir réparer quelque chose, il est utile de bien comprendre de quoi il s'agit.
Les marques d'affaissement sont des creux superficiels localisés sur les pièces en plastique moulées par injection. Elles apparaissent généralement du côté opposé à une paroi épaisse, une nervure, un bossage ou une géométrie interne — partout où l'épaisseur de la pièce n'est pas uniforme. Cette “ bosse ” visible se forme parce que la surface du plastique se solidifie plus rapidement que l'intérieur ; lorsque le noyau interne chaud refroidit et se contracte, il tire légèrement la couche externe vers l'intérieur. En bref : la surface s'affaisse vers la zone de retrait.
C'est un peu comme un gâteau au chocolat qui a l'air parfait sur le dessus, mais qui s'affaisse au milieu en refroidissant. Sur les pièces en plastique, cela peut se traduire par une légère dépression à peine visible ou par une bosse plus marquée qui gâche une surface qui, sans cela, serait impeccable.
Où apparaissent généralement les marques d'affaissement
Ils apparaissent presque toujours à des endroits prévisibles :
- À l'opposé des côtes — la face arrière d'une côte contient presque toujours plus de matière, ce qui entraîne un rétrécissement plus important et, par conséquent, un creux sur la face visible.
- Derrière les patrons — un bossage de vis crée un renflement de matière. S'il est trop épais par rapport à l'épaisseur nominale de la paroi, la face opposée à ce bossage s'affaissera.
- Au niveau des changements d'épaisseur de paroi — là où une paroi mince rencontre brusquement une paroi épaisse, la zone plus épaisse se rétrécit davantage, entraînant avec elle la surface voisine.
- Près des portes — Ironiquement, c'est parfois la zone la plus éloignée de la porte qui présente le plus grand risque d'affaissement en raison d'une pression de calage insuffisante.
J'ai vu des ingénieurs passer des heures à peaufiner les paramètres de processus pour tenter de corriger des creux qui étaient en réalité dus à une nervure dont l'épaisseur de paroi était de 120% au lieu de 60%. Aucun ajustement des paramètres n'aurait jamais pu résoudre complètement un problème de conception. C'est là la vérité fondamentale concernant les creux de moulage — La plupart d'entre elles voient le jour dans le dossier de conception, et non dans l'atelier.
Pourquoi les marques de l'évier sont-elles importantes ?
Sur une pièce structurelle cachée ? On peut peut-être s'accommoder d'un léger creux. Mais sur le boîtier d'un appareil électronique grand public — le genre de pièce que les clients caressent du bout des doigts —, une marque en creux constitue un défaut du produit, un point c'est tout. Elle donne une impression de mauvaise qualité, même si la pièce est structurellement solide.
Dans les habitacles automobiles, les marques d'enfoncement visibles peuvent entraîner un refus lors des contrôles esthétiques. Dans les boîtiers de dispositifs médicaux, elles peuvent soulever des questions quant à la cohérence dimensionnelle. Dans toute application cosmétique, elles nuisent à la confiance envers la marque. Alors oui, les marques d'enfoncement ont leur importance — et même une grande importance.
Quelle est la cause profonde des creux dans les plans de travail ?

On considère souvent les marques d'affaissement comme un “ problème de processus ”. Il suffit d'augmenter la pression de serrage, de baisser la température de fusion, et le tour est joué. Mais ce n'est qu'une partie de la réponse.
La cause première des creux de retrait dans le moulage par injection réside dans un retrait volumétrique localisé : lorsque les zones épaisses d'une pièce refroidissent et se contractent davantage que les zones minces environnantes, et que la pression de compactage, la quantité de matière ou la capacité de refroidissement sont insuffisantes pour compenser ce phénomène. Ce phénomène trouve son origine dans trois causes principales : une conception défectueuse de la pièce (épaisseur de paroi inégale, nervures ou bossages surdimensionnés), une conception incorrecte du moule (mauvais emplacement de l'entrée, canaux de refroidissement inadéquats) et des paramètres de processus sous-optimaux (pression ou temps de compactage insuffisants, température incorrecte de la matière fondue ou du moule).
Examinons-les un par un.
Cause première n° 1 : problèmes liés à la conception des pièces
C'est le plus important, mais aussi celui qui est le plus souvent négligé.
Épaisseur de paroi irrégulière C'est la principale erreur de conception. Lorsqu'une partie d'une pièce est nettement plus épaisse que le reste, cette zone épaisse retient la chaleur plus longtemps. Elle se rétracte davantage. Et elle entraîne les surfaces voisines avec elle.
Le coupable habituel est le rapport entre l'épaisseur de la nervure et celle de la paroi. De nombreux concepteurs dimensionnent les nervures en fonction des charges structurelles sans tenir compte du fait que cette épaisseur peut entraîner un risque d'affaissement. Une nervure dont l'épaisseur nominale correspond à 80 % de celle de la paroi génère un différentiel de retrait bien moindre qu'une nervure dont l'épaisseur nominale atteint 100 % de celle de la paroi, voire plus.
Il en va de même pour les têtes de vis. La tête d'une vis autotaraudeuse M3 peut paraître anodine sur un dessin CAO, mais elle peut provoquer un enfoncement important si son diamètre extérieur est trop grand par rapport à la paroi environnante.
Règle empirique de conception : Maintenez l'épaisseur des nervures entre 50 et 60 % de l'épaisseur nominale de la paroi. Maintenez l'épaisseur de la paroi extérieure du bossage à 60 % de l'épaisseur nominale de la paroi. Ces ratios ont été fixés pour une bonne raison.
Cause fondamentale n° 2 : problèmes liés à la conception des moules
Même avec une pièce bien conçue, un moule mal conçu peut entraîner l'apparition de creux.
L'emplacement de l'entrée de matière est d'une importance capitale. Si l'entrée est trop éloignée des zones épaisses, le plastique refroidit et le front d'écoulement perd de la pression avant d'avoir pu remplir correctement ces zones. Résultat ? Des marques d'affaissement, même avec une conception de pièce de qualité.
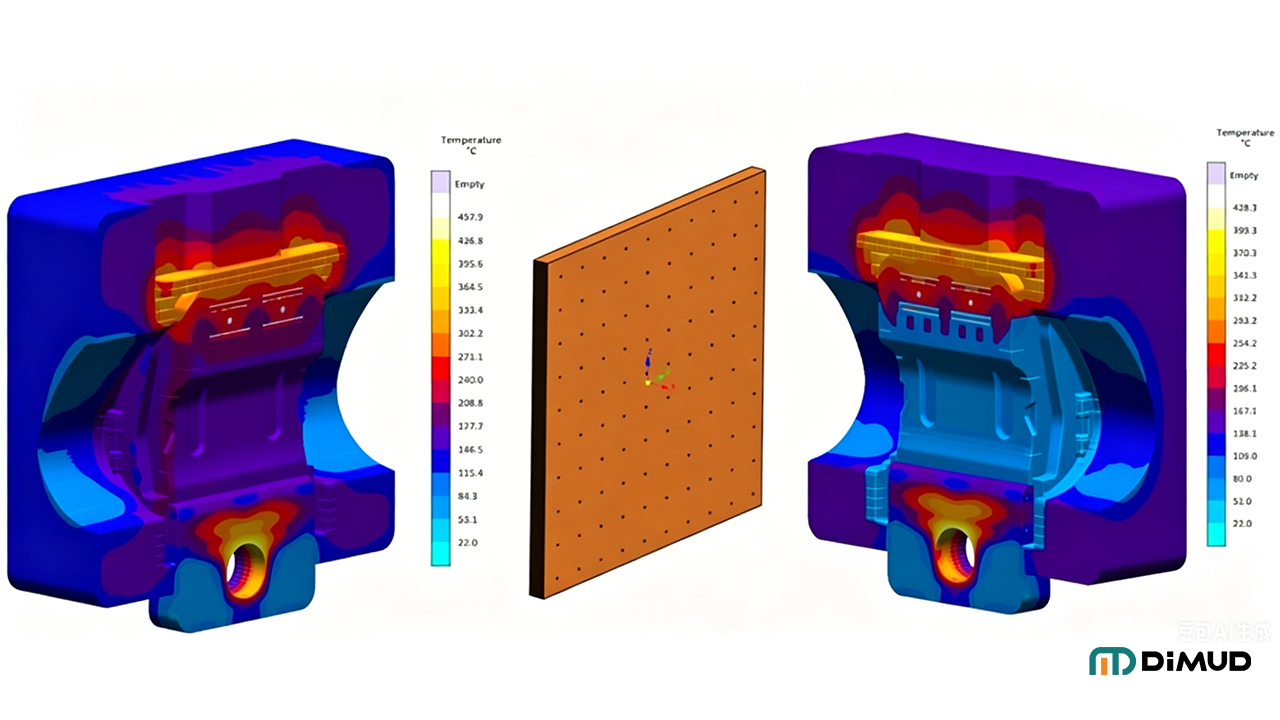
L'emplacement des canaux de refroidissement est l'autre point crucial. Si les zones épaisses de la pièce ne bénéficient pas d'un refroidissement suffisant à proximité, le matériau reste chaud trop longtemps, ce qui accentue le retrait et provoque l'apparition de creux. Refroidissement conforme — des canaux de refroidissement qui épousent la géométrie de la pièce — s'avère particulièrement efficace pour les pièces complexes présentant des sections épaisses.
Cause première n° 3 : paramètres de processus
Une fois que la conception et le moule sont au point, ce processus constitue l'outil de mise au point finale.
Une pression de compactage insuffisante est probablement la cause la plus courante des creux au niveau du processus. C'est la pression de compactage qui compense le retrait volumétrique lors du refroidissement de la pièce. Si l'on n'injecte pas suffisamment de matière pendant la phase de compactage et de maintien de la pression, un vide se forme — et la surface s'affaisse à cet endroit.
Un temps de remplissage trop court a le même effet. Si la buse se refroidit avant que la pièce ne soit entièrement remplie, aucune pression, aussi forte soit-elle, ne pourra y remédier : le matériau ne pourra plus pénétrer.
La température de la matière fondue et celle du moule jouent également un rôle. Une matière fondue trop chaude reste fluide plus longtemps, ce qui augmente le retrait total. Un moule trop chaud ne permet pas de former une peau suffisamment rigide pour résister à la traction exercée par le retrait interne.
Comment réduire les marques d'affaissement dans le moulage par injection ?
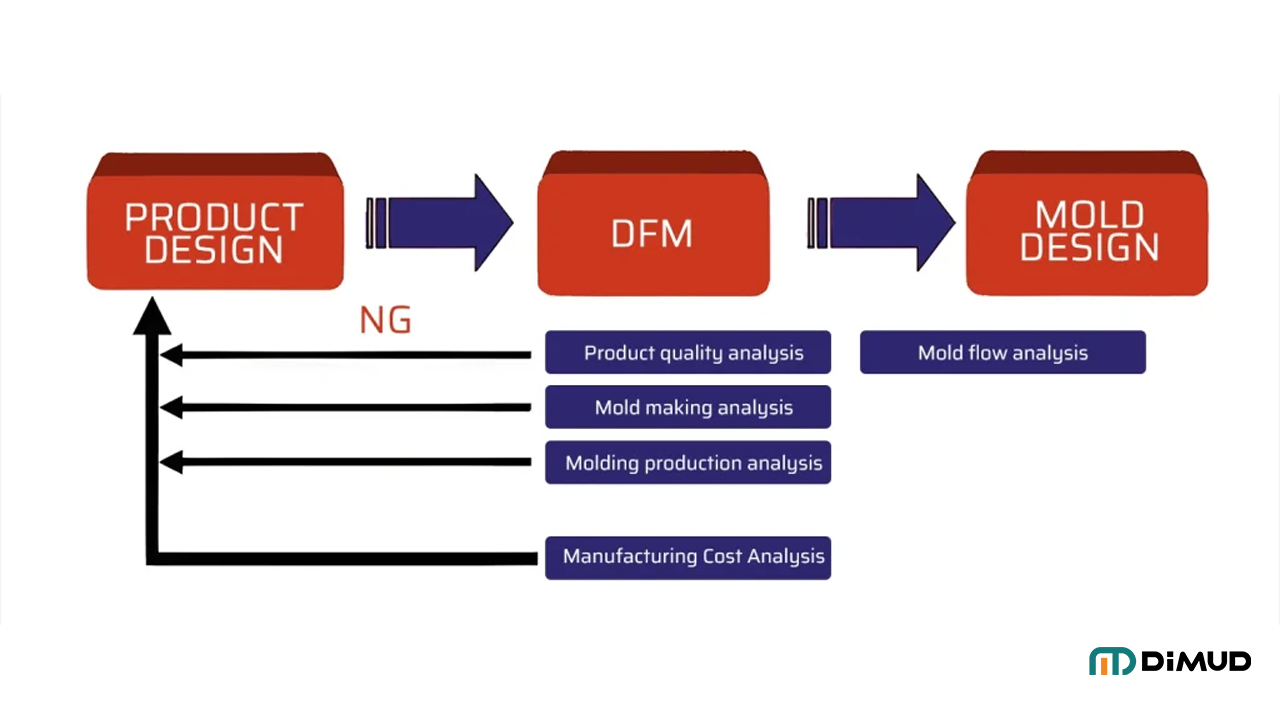
La prévention des marques d'affaissement commence bien avant même que la machine ne soit mise en marche. C'est pendant la phase de conception que l'on peut les éliminer le plus efficacement, notamment grâce à l'analyse DFM (Design for Manufacturability, ou conception en vue de la fabricabilité).
Pour réduire les marques d'affaissement dans le moulage par injection, concentrez-vous sur trois étapes : la conception (maintenez une épaisseur de paroi uniforme ; respectez la règle du rapport nervure/paroi de 50–60% ; évidage des sections épaisses ; éviter les transitions brusques de paroi), la conception du moule (optimiser l'emplacement des points d'injection pour les sections épaisses ; ajouter un refroidissement adéquat près des concentrations de matière) et le processus (augmenter la pression de compactage et le temps de maintien ; réduire la température de fusion ; s'assurer que le point d'injection ne s'est pas figé prématurément). Détecter ces problèmes dès l'analyse DFM est bien plus rentable que de les corriger après la fabrication des outils.
Stratégies à mettre en œuvre dès la phase de conception pour prévenir les marques d'affaissement
1. Veillez à ce que l'épaisseur des parois soit aussi uniforme que possible. C'est la règle la plus efficace qui soit. Une paroi de faible épaisseur, dont l'épaisseur ne varie pas de manière excessive, garantit un refroidissement uniforme, un retrait uniforme et l'absence de contraintes de traction différentielles.
Lorsque vous doit Si vous modifiez l'épaisseur de la paroi — par exemple pour des raisons structurelles ou pour s'adapter à un système d'encliquetage ou à un bossage —, veillez à créer une transition progressive. Une transition progressive de l'épaisseur de la paroi (avec un rapport de conicité d'au moins 3:1) permet au matériau de s'adapter en douceur, plutôt que de subir un changement brusque.
2. Creuser les parties épaisses. Si votre socle ou votre semelle est épais, pensez à le creuser. Vous conservez ainsi la hauteur structurelle tout en réduisant la masse. Moins de matière = moins de retrait = moins d'affaissement. Cette technique est particulièrement utile pour les socles épais, les pieds de boîtier et les nervures structurelles sur les pièces de grande taille.
3. Respectez scrupuleusement les consignes relatives au motif en côtes.
- Épaisseur de la nervure : 50–60% d'épaisseur nominale
- Hauteur des nervures : max. 3 fois l'épaisseur nominale de la paroi (les nervures plus hautes peuvent nécessiter des fentes)
- Rayons d'angle : ajouter un petit rayon à la base de la nervure afin de réduire les concentrations de contraintes
- Nombreuses nervures : pour plus de solidité, utilisez plusieurs nervures fines plutôt qu'une seule nervure épaisse
4. Règles de conception des boss.
- Rapport entre le diamètre extérieur du bossage et l'épaisseur de la paroi : maintenir l'épaisseur de la paroi du bossage à 60% de l'épaisseur nominale
- Évitez les embouts pleins — optez pour un modèle creux
- Si le bossage doit être plus haut, envisagez de le renforcer par un gousset plutôt que d'augmenter l'épaisseur de la paroi
Stratégies de lutte contre les moisissures
Optimiser l'emplacement de la porte. Dans la mesure du possible, placez les points d'injection à proximité ou directement dans les zones épaisses. Cela permet de garantir que la pression de compactage atteigne les zones qui en ont le plus besoin avant que le point d'injection ne se détache. Pour les pièces comportant plusieurs zones épaisses, envisagez d'utiliser plusieurs points d'injection ou des systèmes à canaux chauds.
Améliorer le refroidissement. Les zones épaisses nécessitent un refroidissement ciblé. À prendre en compte :
- Ajouter des canaux de refroidissement plus près des zones problématiques
- Utilisation d'inserts de refroidissement conformes (notamment dans l'impression 3D métallique)
- Inserts en cuivre-béryllium dans les zones particulièrement sensibles
Vérification de l'aération. Une mauvaise aération dans les zones denses peut retenir l'air et entraver l'écoulement de la pâte lors du moulage, ce qui favorise l'apparition de creux.
Si vous travaillez avec un fabricant qui dispose d'une véritable expertise en ingénierie des moules — et pas seulement quelqu'un capable de découper de l'acier —, celui-ci effectuera une analyse de l'écoulement dans le moule avant même de découper la moindre pièce de métal. La simulation de l'écoulement dans le moule (à l'aide d'outils tels que Moldex3D ou Autodesk Moldflow) permet de prévoir les risques de perte et de prendre des mesures avant que cela ne vous coûte de l'argent. Chez Dimud, notre équipe d'ingénierie des moules Nous effectuons systématiquement des analyses de flux de moulage, ce qui nous permet de détecter précisément ce genre de problèmes dès la phase de conception, avant qu'ils ne se transforment en problèmes de production.
Comment régler les paramètres du moulage par injection pour éliminer les marques d'affaissement ?
Il arrive parfois que, malgré une conception bien pensée, des défauts apparaissent en production. Ou peut-être travaillez-vous avec une conception de pièce héritée que vous ne pouvez pas modifier. C'est là que l'ajustement des processus devient votre meilleur atout.
Pour éliminer les marques d'affaissement par un ajustement du processus, augmentez la pression de compactage (généralement jusqu'à 60–80 % de la pression d'injection), prolongez le temps de maintien/compactage jusqu'à ce que la buse se solidifie, réduisez la température de la matière fondue par paliers de 5 à 10 °C, abaissez la température du moule si possible, et augmentez légèrement le volume d'injection. Chaque modification doit être effectuée une par une, avec de courts essais pour évaluer le résultat. Consignez vos valeurs de référence avant d'effectuer toute modification.
Étape par étape : réglage des paramètres pour les marques d'affaissement
Augmenter la pression d'emballage
Il s'agit généralement du premier ajustement, et aussi du plus déterminant. La pression de compactage compense le retrait volumétrique en injectant davantage de matière dans la cavité à mesure que la pièce refroidit.
Commencez par votre valeur actuelle et augmentez-la par paliers de 5 à 101 TP3T. Surveillez l'apparition de bavures au niveau de la ligne de joint : c'est là votre limite supérieure. Si vous constatez des bavures avant que le creux ne disparaisse, la pression d'injection seule ne suffira pas ; il s'agit probablement d'un problème de conception ou d'entrée de matière.
La pression de compression est généralement comprise entre 60 et 80 % de la pression d'injection, bien que cela varie en fonction du matériau.
Allonger le temps de maintien
Le temps de tassage doit être suffisamment long pour que la vanne se solidifie avant que la pression ne soit relâchée. Si vous relâchez la pression alors que la vanne est encore ouverte, le matériau s'écoulera légèrement vers l'extérieur — pas suffisamment pour avoir une incidence sur le remplissage, mais suffisamment pour réduire le tassage dans les zones épaisses.
Comment vérifier le temps de gel de la porte : Réalisez un test simple de solidification de la buse. Augmentez le temps de maintien par paliers de 0,5 seconde et pesez les pièces. Lorsque le poids de la pièce cesse d'augmenter, cela signifie que la buse s'est solidifiée : c'est votre temps de maintien minimal. Ajoutez une petite marge de sécurité (10 à 15%).
Réduire la température de fusion
Une température de fusion plus basse réduit le retrait total. Les matériaux ont une plage de traitement recommandée : essayez de les traiter à la limite inférieure de cette plage. Attention : si la température est trop basse, vous risquez d'obtenir des pièces sous-moulées, un mauvais écoulement ou des problèmes au niveau des lignes de soudure. Procédez à des ajustements progressifs.
Régler la température du moule
Un moule plus froid permet de former plus rapidement une couche externe plus rigide, capable de résister à la force de traction exercée par le retrait interne. Il s'agit toutefois de trouver le juste équilibre : un moule trop froid peut entraîner un gauchissement, des contraintes résiduelles ou un mauvais état de surface.
Optimiser le coussin de vis et la taille des billes
Si votre réserve (la petite quantité de matière restante devant la vis à la fin de l'injection) est trop faible, vous risquez de manquer de matière à tasser pendant la phase de maintien. Veillez à toujours disposer d'une réserve de 5 à 10 mm.
Quand les paramètres ne suffisent pas
Voici la vérité : si vous avez poussé la pression de compression, prolongé le temps de maintien et ajusté les températures au maximum, et que le creux persiste, c'est un problème de conception ou d'outillage. L'optimisation des processus a ses limites. Aucun réglage de paramètre ne peut compenser entièrement une nervure dont l'épaisseur de paroi est de 100%. À ce stade, il faut modifier le moule ou revoir la conception.
Quels sont les plastiques les plus sensibles aux marques d'enfoncement, et comment choisir des alternatives ?

Tous les plastiques ne rétrécissent pas de la même manière. Choix des matériaux a une incidence directe sur le risque de formation de creux — et c'est un facteur qui est souvent négligé jusqu'à ce que les pièces soient déjà en production.
Les plastiques semi-cristallins tels que le PP (polypropylène), le PA (nylon), le POM (acétal) et le PEHD sont les plus sujets aux marques d'affaissement, car ils présentent des taux de retrait volumétrique plus élevés et plus anisotropes (généralement de 1,5 à 2,51 % en volume). Les plastiques amorphes comme l'ABS, le PC et le PMMA se rétractent moins (0,4 à 0,81 % par an) et de manière plus uniforme, ce qui les rend nettement moins sujets aux marques d'affaissement. Lorsque les marques d'affaissement constituent un problème critique, le passage d'un matériau semi-cristallin à un matériau amorphe — ou le choix d'un grade renforcé de fibres de verre — peut réduire considérablement ce problème.
Matériaux présentant un risque élevé de sédimentation
Polypropylène (PP) : Taux de retrait compris entre 1,5 et 2,01 %. Très courant dans les secteurs de l'emballage, de l'automobile et des biens de consommation — et très sujet à la formation de creux dans les sections épaisses. L'ajout de fibre de verre (PP-GF30) réduit considérablement le retrait.
Nylon (PA6, PA66) : Retrait compris entre 1,2 et 2,01 % en volume. Retrait important, hygroscopique, ce qui pose des problèmes particuliers pour les pièces structurelles à parois épaisses. L'ajout de charges de verre ou minérales apporte une aide considérable.
POM (acétal/Delrin) : Retrait de 2,0 à 2,51 % par rapport à l'état fondu. L'un des plastiques techniques présentant le retrait le plus élevé. Excellentes propriétés mécaniques, mais nécessite une conception minutieuse de l'épaisseur des parois pour éviter les creux.
PEHD : Retrait de 1,5 à 3,01 % en volume. Un retrait important et une surface cireuse rendent les creux particulièrement visibles. Souvent utilisé dans des conteneurs dont la conception prévoit une paroi uniforme.
Matériaux à faible risque d'affaissement
ABS : Retrait de 0,4 à 0,71 %. Amorphe, faible retrait, excellent état de surface. Le choix incontournable pour les boîtiers d'appareils électroniques grand public, en partie parce que Il s'adapte bien aux éviers.
PC (polycarbonate) : Retrait de 0,5 à 0,71 %. Faible retrait, excellente transparence et grande résistance aux chocs. Couramment utilisé dans les boîtiers de téléphone, les lentilles automobiles et les dispositifs médicaux.
Mélanges PC/ABS : Allie le meilleur des deux mondes. Faible retrait, bonne fluidité et belle finition de surface. Très apprécié pour les boîtiers électroniques.
PMMA (acrylique) : Retrait de 0,2 à 0,41 % en volume. L'un des retraits les plus faibles parmi tous les plastiques courants. Idéal pour les pièces optiques, mais fragile.
Les cours de soutien comme stratégie alternative
Si vous avez besoin d'un matériau semi-cristallin pour ses propriétés mécaniques, chimiques ou thermiques, ne l'abandonnez pas : renforcez-le. L'ajout de fibres de verre 15–30% au PP, au PA ou au POM réduit considérablement le retrait et rend les marques d'affaissement beaucoup plus faciles à gérer.
En contrepartie, les matériaux renforcés de fibres de verre nécessitent des pressions d'injection plus élevées, sont plus abrasifs pour le moule et peuvent présenter une orientation des fibres en surface. Toutefois, en termes de stabilité dimensionnelle et de formation de creux, ils constituent une amélioration notable.
Le choix des matériaux — et ses implications en matière de marques d'affaissement — est l'un des aspects sur lesquels notre équipe chez Dimud se penche lors de Analyse DFM. Choisir un matériau inadapté pour une pièce comportant des sections épaisses peut compliquer considérablement la production. Faire le bon choix dès le départ permet d'éviter bien des soucis.
Marques d'affaissement et vides dans le moulage par injection : quelle est la différence et comment y remédier ?

C'est une question qui pose problème à un nombre surprenant de personnes, y compris aux plus expérimentées. Les creux et les vides sont des défauts apparentés, mais ce ne sont pas la même chose, et les confondre conduit à des solutions inadaptées.
Les marques d'affaissement et les vides sont tous deux causés par le retrait volumétrique dans les sections épaisses des pièces moulées par injection, mais ils se manifestent différemment. Une marque d'affaissement est un creux superficiel visible à l'extérieur de la pièce : la surface s'affaisse vers l'intérieur. Une cavité est une poche d'air interne ou une bulle de vide piégée à l'intérieur de la pièce : la surface est suffisamment résistante pour ne pas s'affaisser, mais un espace se forme à l'intérieur. Les marques d'affaissement sont visibles ; les cavités sont souvent invisibles, sauf si la pièce est sectionnée ou scannée. Les deux nécessitent des solutions similaires pour remédier à la cause profonde, mais avec des priorités de processus différentes.
Sink Mark contre Void : en bref
| Fonctionnalité | Marque d'évier | Nul |
|---|---|---|
| Lieu | Dépression superficielle | Bulle/cavité interne |
| Visibilité | Visible | Généralement invisible de l'extérieur |
| Détection | Inspection visuelle | Radiographie, tomodensitométrie, coupe transversale |
| Cause | La peau s'affaisse vers l'intérieur | La peau est trop rigide pour s'affaisser ; un vide se forme à l'intérieur |
| Aspect | Bosse ou creux à la surface d'une pièce | Poche d'air interne |
| Le plus fréquent chez | Pièces à paroi mince, matériaux semi-cristallins | Pièces rigides à parois épaisses, PC, ABS |
| Principale préoccupation | Aspect et qualité de surface | Intégrité structurelle |
Pourquoi se forment-ils des creux plutôt que des marques d'affaissement ?
Lorsqu'une pièce présente une surface externe rigide — généralement parce qu'elle a refroidi rapidement ou qu'elle est fabriquée dans un matériau plus rigide comme le PC ou l'ABS —, cette surface résiste à la traction exercée par le retrait interne. Au lieu que la surface s'affaisse (marque d'affaissement), une poche de vide se forme à l'intérieur du matériau. On obtient ainsi une pièce qui semble intacte à l'extérieur, mais qui présente une bulle creuse à l'intérieur.
Les vides sont particulièrement dangereux dans les applications structurelles ou porteuses. Une pièce présentant des vides internes peut passer l'inspection visuelle et les contrôles dimensionnels, mais céder mécaniquement sous l'effet d'une charge.
Comment traiter les marques de déformation sur un évier
- Augmenter la pression de compactage et le temps de maintien
- Réduire l'épaisseur des parois ou évider les parties épaisses
- Optimiser le placement des grilles
- Optez pour un matériau à faible retrait ou utilisez une nuance renforcée de fibre de verre
Comment traiter les vides
- Augmenter la pression de compactage (dans le même sens que les évier)
- Réduisez légèrement la vitesse d'injection — une injection trop rapide peut entraîner la formation de poches d'air
- Améliorer la conception des entrées et des canaux d'injection afin d'optimiser le tassement
- Vérifiez la présence d'humidité dans le matériau : les résines hygroscopiques comme le nylon ou le PC doivent être correctement séchées ; l'humidité se transforme en vapeur et provoque la formation de bulles internes
- Réduire la température du moule pour permettre la formation plus rapide d'une croûte extérieure qui est légèrement plus souple
La principale différence concrète
Pour les creux, le problème vient de la surface — et on y remédie soit en ajoutant de la matière à la surface (tassage), soit en modifiant la conception pour réduire la différence de masse. Pour les vides, c'est l'intérieur qui pose problème — et bien que le compactage aide, il faut également s'assurer que la couche externe présente un peu plus de souplesse afin que le matériau puisse être aspiré plutôt que de créer un vide. Les conditions de séchage, la vitesse d'injection et la contre-pression ont toutes plus d'importance pour les vides que pour les creux.
Si vous ne savez pas exactement de quel défaut il s'agit, voici un test rapide : appuyez doucement avec votre ongle sur la zone suspecte. Si la surface s'enfonce légèrement, il s'agit d'un creux. Si elle semble solide mais que vous soupçonnez tout de même un problème, découpez la pièce — ou faites-la passer à un scanner.
Faut-il recourir au moulage par injection assisté par gaz pour remédier aux marques d'affaissement ?
Parfois, même en jouant sur la densité de compactage et en apportant des modifications au niveau de la conception, les sections épaisses restent un problème. C'est là que moulage par injection assisté par gaz devient une alternative véritablement utile — en particulier pour les poignées, les pièces structurelles à parois épaisses et les éléments de mobilier.
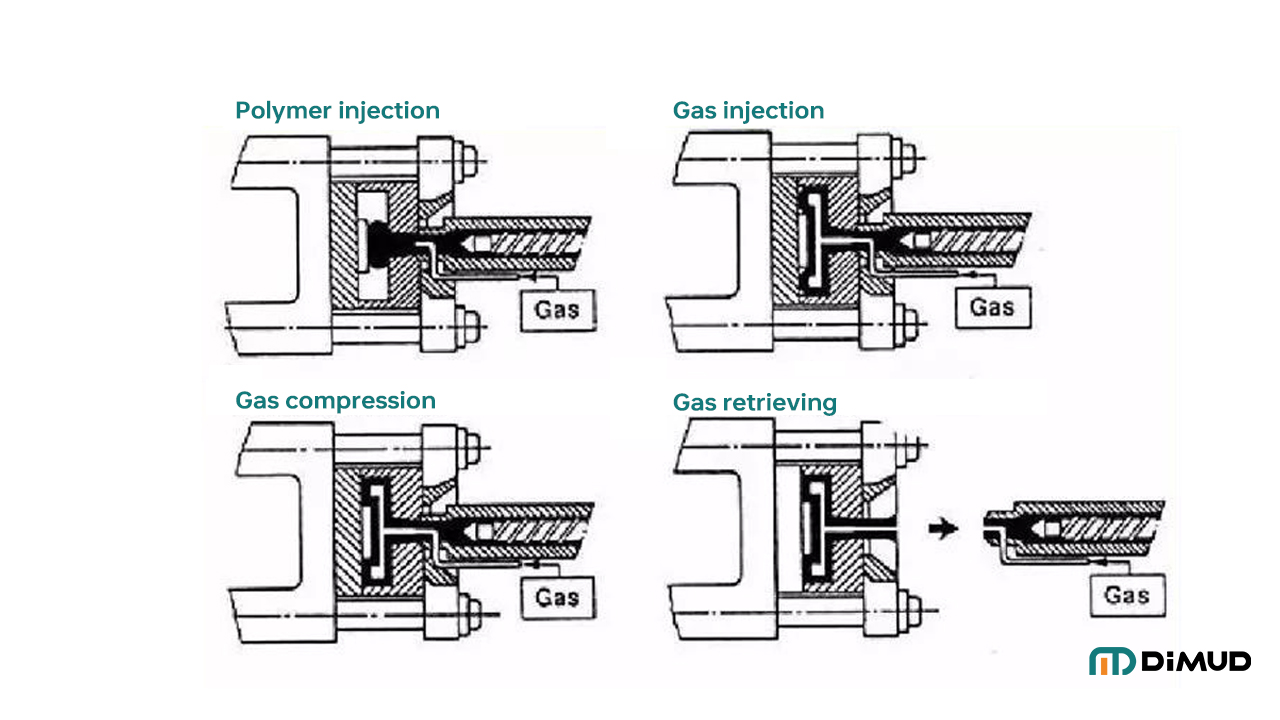
Le moulage par injection assisté par gaz élimine les marques de retrait dans les sections épaisses en injectant de l'azote sous pression dans la pièce après l'injection initiale de matière. Le gaz forme un canal creux à travers la partie la plus épaisse de la géométrie, éliminant ainsi efficacement la masse de matière centrale qui provoque le retrait et les marques d'affaissement. Cela permet d'obtenir une pièce plus légère avec une surface extérieure lisse et d'éliminer les sections épaisses qui génèrent des marques d'affaissement, sans nécessiter de modifications majeures de la conception au niveau de l'épaisseur des parois.
Comment ça marche
Le procédé consiste à remplir partiellement la cavité de plastique, puis à injecter de l'azote par l'intermédiaire d'une buse à gaz. Le gaz repousse le noyau en fusion vers l'extérieur, ce qui comprime les parois extérieures contre la surface du moule tout en creusant l'intérieur. On obtient ainsi une pièce présentant une surface lisse et sans affaissement, ainsi qu'un intérieur creux dans les parties épaisses.
Quand le recours à l'injection de gaz est judicieux
- Pièces à parois épaisses (poignées, tubes de structure, nervures épaisses)
- Parties où le carottage n'est pas réalisable d'un point de vue structurel
- Grandes surfaces esthétiques où aucun lavabo n'est acceptable
- Pièces pour lesquelles la réduction du poids est également un objectif
Le moulage assisté par gaz nécessite une conception spécifique des moules et un équipement d'injection de gaz ; il ne s'agit donc pas d'une solution toute faite. Toutefois, pour les pièces qui s'y prêtent, c'est l'une des solutions les plus efficaces pour remédier aux problèmes récurrents de creux de moulage.
En quoi l'analyse du flux de moulage aide-t-elle à prévoir et à prévenir les creux de moulage ?
Si vous comptez investir dans des outils, commencez par investir un peu dans la simulation.
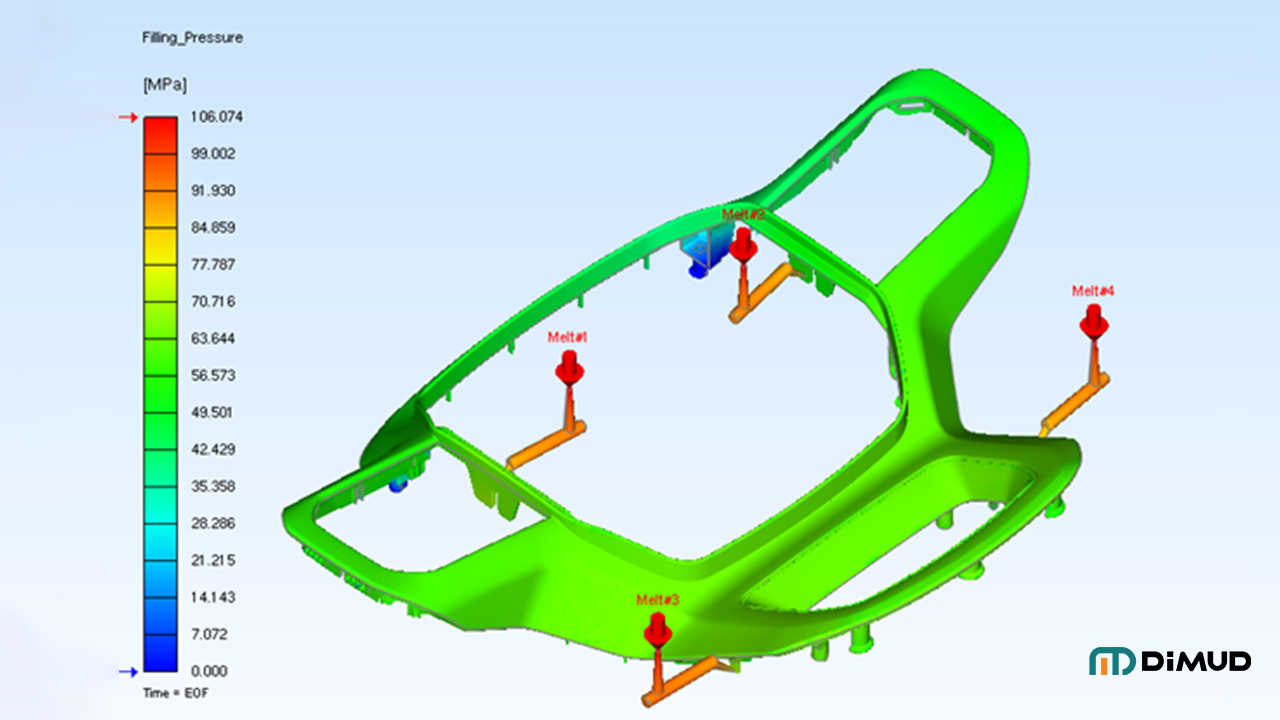
L'analyse de l'écoulement dans le moule (MFA) utilise un logiciel de simulation pour modéliser la manière dont le plastique se remplit, se tasse et refroidit à l'intérieur de la cavité d'un moule avant même la fabrication de l'outillage physique. Elle permet de prédire l'emplacement des creux de moulage, le gauchissement, les lignes de soudure et les défauts de remplissage en fonction de la géométrie de la pièce, des propriétés du matériau, de l'emplacement des points d'injection et des conditions de processus. La réalisation d'une simulation de l'écoulement dans le moule avant la fabrication de celui-ci permet aux ingénieurs d'optimiser l'épaisseur des parois, d'ajuster la position des points d'injection et d'identifier les zones de retrait critiques, ce qui permet d'économiser des coûts de retouche importants une fois l'outil usiné.
Ce que Mold Flow peut vous révéler
- Endroits où des affaissements sont susceptibles de se produire (visualisation du retrait)
- La pression de compactage peut-elle atteindre toutes les zones épaisses ?
- Comment l'emplacement de la vanne influe sur la répartition de la pression
- Uniformité du refroidissement et risques de points chauds
- Déformation et écart dimensionnel prévus
Ce qu'il ne peut pas faire
La simulation Mold Flow repose sur des bases de données de matériaux et des conditions idéalisées. Les résultats réels peuvent varier. Les résultats obtenus sont très précis d'un point de vue général, mais ils ne remplacent pas un bon jugement technique ni un processus d'inspection des premiers articles bien mené.
Cela dit, d'après mon expérience, les pièces qui font l'objet d'une analyse de flux de moulage en bonne et due forme avant la fabrication des moules présentent presque toujours moins de problèmes lors de la première injection que celles qui n'en bénéficient pas. Le coût de la simulation ne représente qu'une fraction du coût de la modification d'un moule déjà fabriqué.
Chez Dimud, notre fabrication de moules de précision Ce processus intègre l'analyse du flux de moulage comme étape standard préalable à l'outillage. Nous avons détecté des risques de creux sur des centaines de projets avant même que la moindre cavité ne soit usinée — et nos clients nous confirment régulièrement que cette simulation en amont leur a permis de gagner du temps et de réaliser de réelles économies.
Conclusion
Les creux de moulage font partie de ces défauts qui semblent simples à première vue — sans jeu de mots — mais qui trouvent souvent leur origine dans des décisions prises des semaines, voire des mois plus tôt au cours du processus de conception. La meilleure façon de les éviter est de considérer dès le départ l'uniformité de l'épaisseur des parois, les rapports entre les nervures et les parois, ainsi que l'emplacement des points d'injection comme des règles de conception non négociables.
Les ajustements de processus sont utiles. Le choix des matériaux est important. Mais si la géométrie n'est pas correcte, aucun réglage de paramètres ne pourra vous sauver. Détectez les problèmes dès le début — dans le fichier de conception, lors de la révision DFM, lors de la simulation de l'écoulement dans le moule — et votre production s'en trouvera grandement facilitée.
Si vous concevez une pièce comportant des sections épaisses, des nervures complexes ou présentant des exigences esthétiques particulières au niveau de la surface, et que vous souhaitez vérifier le risque de creux de moulage avant la fabrication des outils, notre équipe chez Dimud se fera un plaisir d'y jeter un œil. Envoyez-nous votre conception pour bénéficier d'une analyse DFM gratuite et nous vous signalerons les problèmes avant qu'ils ne vous obligent à modifier vos outils.




