

La poliéterimida —conocida comercialmente como Ultem® (SABIC)— es el material que se especifica una vez que los requisitos de diseño se han aclarado tras los fallos. No es el termoplástico de ingeniería más barato de la lista. Tampoco es el más fácil de procesar. Pero ocupa un lugar específico en cuanto a prestaciones —funcionamiento continuo por encima de los 170 °C, retardancia al fuego inherente según la norma UL94 V-0 sin aditivos, esterilizabilidad en autoclave de vapor y estabilidad dieléctrica que no se degrada con la temperatura ni la humedad— que ninguna combinación de resinas de ingeniería de gama inferior puede igualar.
Esta guía explica qué es realmente el plástico PEI, qué ventajas ofrece de verdad, cuáles son sus limitaciones reales y qué requisitos plantea el moldeo por inyección de PEI en cuanto a utillaje, maquinaria y disciplina en el proceso.
La química que determina el límite máximo de rendimiento de la PEI

La poliéterimida es un termoplástico amorfo perteneciente a la familia de las poliimidas, que incorpora enlaces éter que mejoran su procesabilidad en comparación con las poliimidas totalmente aromáticas. La unidad repetitiva contiene tanto grupos imida —que aportan estabilidad a altas temperaturas y resistencia al fuego— como enlaces éter —que reducen la viscosidad del material fundido lo suficiente como para permitir el moldeo por inyección convencional a altas temperaturas—.
Esta combinación es química y deliberada, y tiene importantes consecuencias en el rendimiento. La estructura del anillo de imida es térmicamente estable a temperaturas que provocan la escisión de la cadena en poliésteres, poliamidas y policarbonatos. La cadena principal aromática resiste la degradación oxidativa que afecta a los polímeros alifáticos a temperaturas elevadas. Los enlaces éter mantienen la flexibilidad suficiente en la cadena para permitir el flujo a temperaturas de procesamiento —aunque, en el caso del PEI, “flexibilidad suficiente” sigue significando temperaturas de fusión superiores a 340 °C—.
La temperatura de transición vítrea (Tg) del plástico PEI es de aproximadamente 217 °C — la Tg más alta de cualquier termoplástico amorfo moldeable por inyección disponible en el mercado a niveles de coste estándar. Esta cifra por sí sola tiene más implicaciones de las que reflejan la mayoría de las tablas de propiedades de los materiales:
- Las piezas conservan su rigidez mecánica y su precisión dimensional a temperaturas de funcionamiento continuas en las que el PC, el ABS, el PA y el PBT se han ablandado hace tiempo.
- La esterilización en autoclave a 134 °C no plantea ningún problema térmico, ya que la temperatura de funcionamiento es 83 °C inferior a la Tg.
- Las subidas puntuales de temperatura hasta los 200 °C no provocan deformaciones permanentes en los componentes sometidos a cargas ligeras.
- La temperatura de procesamiento necesaria para conseguir un flujo de fusión adecuado —entre 340 y 420 °C— es una consecuencia directa de esa misma estabilidad térmica.
Transparencia ámbar Es una característica que se menciona en la ficha técnica, pero cuyos efectos prácticos los ingenieros a veces subestiman. La estructura amorfa del PEI proporciona una transparencia natural de color ámbar —no es una claridad de grado óptico, pero sí suficiente para permitir la inspección visual de la geometría interior de una pieza, la presencia de fluido en un tubo o canal, o la alineación de un conjunto— en aplicaciones en las que otras resinas de ingeniería de alto rendimiento son completamente opacas.
Propiedades del plástico PEI: las cifras y lo que significan en la práctica

Rendimiento térmico: la característica que marca la diferencia
| Propiedad | PEI (Ultem 1000) | PEI GF30 (Ultem 2300) | Unidad |
|---|---|---|---|
| Temperatura de transición vítrea | 217 | 217 | °C |
| Temperatura de deformación térmica (1,82 MPa) | 198 | 210 | °C |
| Temperatura de servicio continuo | 170 | 180 | °C |
| Temperatura máxima a corto plazo | hasta 200 | hasta 220 | °C |
| Clasificación de inflamabilidad según la norma UL94 | V-0, 5 VA | V-0, 5 VA | — |
| Índice de límite de oxígeno (LOI) | 47% | — | — |
La temperatura de deformación térmica (HDT) de 198 °C a 1,82 MPa del plástico PEI sin relleno no es solo una cifra elevada, sino que significa que, bajo una carga mecánica significativa, el material mantiene la estabilidad dimensional dentro de un margen de 20 °C respecto a su temperatura de transición vítrea (Tg). Ningún termoplástico técnico estándar (PA, PBT, PC, ABS, POM) se acerca a este valor en condiciones de carga equivalentes.
El índice de oxígeno límite de 47% En el caso del PEI, esto significa que, en el aire (21% de oxígeno), el material no puede mantener la combustión sin una fuente de ignición externa. Esta resistencia inherente al fuego —lograda sin ningún aditivo retardante de llama halogenado o a base de fósforo— es fundamental para aplicaciones aeroespaciales y de aviación, en las que la resistencia al fuego sin halógenos es un requisito normativo, y no solo una preferencia.
Propiedades mecánicas
| Propiedad | PEI (Ultem 1000) | PEI GF30 (Ultem 2300) | Unidad |
|---|---|---|---|
| Resistencia a la tracción | 105 | 165 | MPa |
| Módulo de flexión | 3,300 | 9,000 | MPa |
| Resistencia al impacto con muesca (Izod) | 50 | 90 | J/m |
| Alargamiento a la rotura | 60 | 3 | % |
| Dureza Rockwell | M109 | M114 | — |
El plástico PEI sin relleno destaca por una combinación de propiedades mecánicas poco habitual en las resinas técnicas de alto rendimiento: alta resistencia a la tracción combinada con el alargamiento a la rotura del 60%. La mayoría de las resinas técnicas de alto módulo sacrifican la ductilidad en aras de la rigidez. El PEI sin relleno conserva una ductilidad significativa que le permite soportar las operaciones de montaje, la deformación por encaje a presión y los choques térmicos sin sufrir fracturas frágiles, al tiempo que ofrece una resistencia a la tracción de 105 MPa.
El PEI reforzado con GF30 triplica aproximadamente el módulo de flexión hasta alcanzar los 9.000 MPa —acercándose a la rigidez estructural del aluminio en algunas configuraciones de carga— a costa de eliminar casi por completo la elongación (3% en la rotura). Para soportes estructurales, carcasas portantes y conectores de dimensiones precisas en entornos de alta temperatura, el plástico PEI con GF30 es la especificación estándar. Para piezas que requieran cierta ductilidad o que deban soportar los impactos durante la instalación, los grados sin relleno son la opción adecuada.
Propiedades eléctricas
| Propiedad | Valor | Unidad |
|---|---|---|
| Rigidez dieléctrica | 28 – 31 | kV/mm |
| Resistividad volumétrica | 10¹⁵ – 10¹⁷ | Ω-cm |
| Constante dieléctrica (1 MHz) | 3.15 | — |
| Factor de disipación (1 MHz) | 0.0013 | — |
| Resistencia al arco eléctrico | 128 | segundos |
La propiedad eléctrica que distingue al plástico PEI de las resinas de ingeniería de menor calidad no es la magnitud absoluta de ningún valor concreto, sino la estabilidad de esos valores en distintos rangos de temperatura y humedad. La constante dieléctrica de 3,15 y el factor de disipación de 0,0013 se mantienen con una variación mínima desde la temperatura ambiente hasta los 200 °C y desde condiciones secas hasta entornos húmedos.
En el caso de los componentes de radar, los sustratos de antenas de alta frecuencia, las carcasas de aviónica aeroespacial y los conectores de precisión para placas de circuitos impresos que funcionan en entornos con variaciones de temperatura y humedad, esta estabilidad eléctrica es un requisito funcional, no un simple extra.
Resistencia química y ESC: una limitación que requiere una atención especial
El PEI presenta una amplia resistencia química en todos sus principales entornos de aplicación. Es resistente a:
- Líquidos para automoción: combustibles, aceites, líquidos hidráulicos, líquidos refrigerantes
- Soluciones acuosas: ácidos diluidos, álcalis diluidos, soluciones salinas
- Alcoholes e hidrocarburos alifáticos
- Productos de limpieza acuosos y la mayoría de los lubricantes industriales
Sin embargo, el plástico PEI presenta una importante vulnerabilidad química que debe tenerse en cuenta antes de su especificación: agrietamiento por estrés ambiental (ESC) en presencia de disolventes clorados, hidrocarburos aromáticos, cetonas y determinados ácidos concentrados bajo tensión mecánica.
La ESC en polímeros amorfos —incluido el PEI— se produce cuando un agente químico que no disuelve la masa del polímero penetra, no obstante, en la superficie y reduce la tensión crítica para el inicio de la fisura por debajo del nivel de tensión residual o aplicada en la pieza. El resultado es la aparición de fisuras superficiales o una fractura frágil a niveles de tensión que no provocarían la rotura en ausencia de la sustancia química.
En el caso del plástico PEI, los principales agentes ESC que deben evitarse son:
- Disolventes clorados (cloruro de metileno, cloroformo, tricloroetileno)
- Cetonas y ésteres (acetona, MEK, acetato de etilo)
- Hidrocarburos aromáticos (tolueno, xileno) a temperatura elevada
- Álcalis fuertes (NaOH, KOH en concentraciones elevadas)
La implicación práctica es la siguiente: cualquier pieza de plástico de PEI que vaya a entrar en contacto con estos agentes mientras se encuentre sometida a esfuerzo —ya sea por la precarga de montaje, por una falta de coincidencia en la expansión térmica o por la carga de servicio— requiere bien la sustitución del material (se recomienda considerar el PEEK, el PPS o el PPSU para entornos ESC extremos), bien la realización de ensayos explícitos de compatibilidad química en las condiciones reales de servicio antes de dar luz verde a la producción.
En Dimud, la evaluación de riesgos relacionados con el ESC forma parte de nuestro proceso de revisión de la selección de materiales para los proyectos de plástico PEI. El análisis de la exposición química se lleva a cabo en la fase de DFM, y no se detecta durante la validación sobre el terreno.
Moldeo por inyección de PEI: lo que realmente exige el alto Tg a tu proceso

El moldeo por inyección de PEI es radicalmente diferente del procesamiento de termoplásticos básicos o de ingeniería de gama media. La misma estabilidad térmica que hace que este material sea útil en aplicaciones a altas temperaturas es la que lo hace resistente al flujo de masa fundida que requiere el moldeo por inyección. Comprender lo que esto significa en la práctica es el primer paso para obtener piezas de plástico de PEI uniformes y sin defectos.
Requisitos de equipamiento: esta no es una aplicación estándar para la máquina
No todas las máquinas de moldeo por inyección pueden procesar PEI. Los requisitos son específicos:
Rango de temperaturas del cilindro y del husillo: La temperatura de procesamiento para el moldeo por inyección de PEI es de 340–420 °C temperatura de fusión: muy por encima de la capacidad del cilindro de la mayoría de las máquinas de uso general, cuya temperatura máxima nominal oscila entre 350 y 380 °C. Para un procesamiento fiable del PEI con un margen térmico adecuado, se requieren conjuntos de husillo y cilindro de alto rendimiento con una temperatura nominal de 450 °C o más.
Diseño del tornillo: Un tornillo de uso general con una relación de compresión elevada genera un calor de cizallamiento por fricción excesivo en la zona de dosificación al procesar PEI, lo que eleva las temperaturas locales de la masa fundida por encima de los 430 °C, punto a partir del cual comienza la degradación. Un tornillo de baja relación de compresión (de 2,0:1 a 2,5:1) distribuye el aporte de calor de forma más uniforme y permite al ingeniero de procesos controlar realmente la temperatura de fusión.
Materiales del tornillo y del cilindro: Los materiales amorfos que requieren altas temperaturas de procesamiento, como el PEI, son abrasivos para los tornillos de acero para herramientas estándar cuando se procesan grados reforzados con fibra de vidrio. Los cilindros bimetálicos o revestidos de Xaloy y los tornillos endurecidos son el estándar para la producción de GF-PEI.
Boquilla: Se recomienda utilizar una boquilla de cierre positivo para evitar que la masa fundida de PEI gotee a altas temperaturas de procesamiento, lo que dejaría un residuo degradado en la entrada del canal de inyección y produciría rayas oscuras en la pieza.
En Dimud, nuestros servicios de moldeo por inyección de plásticos para la producción de plástico PEI en máquinas configuradas específicamente para resinas de ingeniería de alto rendimiento, con perfiles de cilindro con temperatura verificada y registros documentados de la cualificación del proceso para cada tipo de material.
El secado: el primer paso imprescindible
El plástico PEI absorbe humedad a aproximadamente 0,25% en equilibrio —una cantidad modesta en términos absolutos, pero con efectos catastróficos a temperaturas de procesamiento superiores a 340 °C—. El agua se vaporiza de forma explosiva en el cilindro, lo que produce:
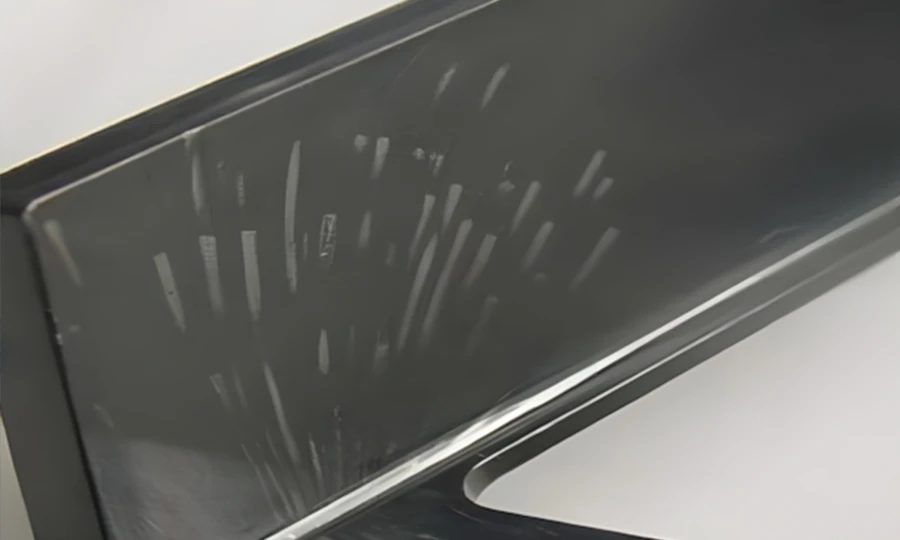
- Marcas de expansión (rayas plateadas) en las superficies de las piezas: motivo de descalificación inmediata para aplicaciones aeroespaciales y médicas
- Huecos internos que reducen la resistencia mecánica — no visibles sin realizar un corte transversal o una tomografía computarizada
- Corte hidrolítico de la cadena: reduce de forma permanente el peso molecular, lo que debilita todas las propiedades mecánicas de la pieza acabada.
Requisitos de secado del PEI:
- Temperatura: 150 °C
- Duración: 4 horas como mínimo (Niveles GF: hasta 6 horas)
- Equipo: Secador desecante (deshumidificador) con un punto de rocío de salida ≤ −30 °C
- Objetivo máximo de humedad: ≤ 0,051 TP3T en peso
- Manipulación tras el secado: procesar en un plazo de 30 minutos; no volver a introducir el material seco en recipientes abiertos
La temperatura de secado de 150 °C es superior a la de la mayoría de las resinas técnicas y requiere un secador capaz de funcionar a este punto de consigna con un flujo de aire adecuado. Los hornos de aire caliente estándar no son suficientes, ya que no pueden alcanzar el punto de rocío necesario para eliminar la humedad interna de los gránulos.
Temperatura de procesamiento: el margen entre la fluidez y la degradación
La temperatura de fusión en el moldeo por inyección de PEI para los grados estándar es de 340–400 °C:
| Zona del barril | PEI sin rellenar | PEI GF30 |
|---|---|---|
| Zona de avituallamiento | 280 – 310 °C | 290 – 320 °C |
| Zona de compresión | 320 – 355 °C | 330 – 360 °C |
| Zona de medición | 355 – 390 °C | 360 – 400 °C |
| Boquilla | 340 – 375 °C | 345 – 380 °C |
| Temperatura del molde | 65 – 175 °C | 65 – 150 °C |
El inicio de la degradación del plástico PEI se produce aproximadamente a 430–450 °C — lo que ofrece un margen de procesamiento de entre 40 y 80 °C por encima de la temperatura mínima de flujo antes de que comience la degradación. Se trata de un margen más estrecho que el de la mayoría de las resinas de ingeniería y requiere un control de la temperatura del cilindro con una precisión de ±5 °C en cada zona para mantenerse dentro de él de forma fiable.
La temperatura del molde para el moldeo por inyección de PEI es notablemente alta — 65–175 °C — aunque la mayoría de las aplicaciones de alta precisión se realizan a temperaturas de entre 100 y 150 °C. Se requiere una temperatura elevada del molde porque:
- La masa fundida de PEI presenta una alta viscosidad incluso a 380 °C; un molde frío provoca que las secciones delgadas se solidifiquen prematuramente antes de que se llene la cavidad.
- Las temperaturas más elevadas del molde permiten una relajación de tensiones más completa durante la solidificación, lo que reduce la birrefringencia y las tensiones residuales en los componentes ópticos o estructurales de precisión.
- En las aplicaciones que requieren la máxima calidad superficial, las temperaturas del molde superiores a 120 °C producen acabados superficiales en las piezas que reproducen con precisión el acabado de la cavidad.
Las altas temperaturas del molde requieren diseños de molde con circuitos de refrigeración adecuados, calentados por aceite, capaces de mantener puntos de consigna de temperatura precisos —no circuitos estándar refrigerados por agua, que no pueden mantener de forma fiable temperaturas superiores a 90 °C—.
Parámetros de inyección
| Parámetro | PEI sin rellenar | PEI GF30 |
|---|---|---|
| Presión de inyección | 100 – 170 MPa | 120 – 200 MPa |
| Presión de mantenimiento | 50 – 80% de inyección | 50 – 751 TP3T de inyección |
| Velocidad de inyección | Medio (perfilado) | Medio-lento |
| Contrapresión | 3 – 10 MPa | 3 – 10 MPa |
| Contracción del molde | 0,5 – 0,71 TP3T | 0,1 – 0,51 TP3T |
La masa fundida de PEI presenta una viscosidad significativamente mayor que la de los termoplásticos comunes o los termoplásticos de ingeniería estándar; por ello, los requisitos de presión de inyección de entre 100 y 200 MPa son habituales y no excepcionales. El tamaño de la entrada de inyección debe ser generoso; las entradas de tamaño insuficiente provocan altas velocidades de cizallamiento locales que generan calor de degradación en la entrada, lo que produce decoloración y una reducción de las propiedades mecánicas en la zona de la entrada, independientemente de que se gestione correctamente la temperatura del cilindro.
En el caso de las piezas de plástico PEI de pared delgada (paredes < 2 mm), es necesario utilizar una velocidad de inyección perfilada —que se acelere progresivamente a medida que el frente de fusión avanza por la cavidad— para evitar inyecciones insuficientes, sin que por ello se produzcan marcas de flujo ni defectos de chorro, que son consecuencia de una inyección inicial a alta velocidad a través de una entrada abierta.
Aspectos a tener en cuenta en el diseño de moldes para el moldeo por inyección de PEI
La baja contracción en molde del PEI (0,5–0,71 TP3T sin relleno; 0,1–0,51 TP3T en grados con fibra de vidrio) permite tolerancias dimensionales muy ajustadas, lo que constituye una de las principales ventajas de este material para la fabricación de conectores de precisión y componentes aeroespaciales. Para alcanzar estas tolerancias en la práctica, es necesario un diseño de molde que tenga en cuenta el entorno de altas temperaturas de procesamiento:
Acero para moldes: Se recomienda el acero para herramientas de trabajo en caliente H13 para las cavidades de los moldes de inyección de PEI: su dureza a altas temperaturas mantiene la estabilidad dimensional a las temperaturas de molde superiores a 150 °C que se utilizan en aplicaciones de precisión con PEI. El acero estándar P20 pierde dureza a temperaturas sostenidas superiores a 120 °C. En el caso de los grados de plástico GF-PEI, los insertos de las cavidades fabricados en D2 o en acero H13 con recubrimiento PVD protegen contra el contenido abrasivo de fibra de vidrio.
Diseño de la puerta: Se recomienda utilizar entradas de inyección en el borde o en forma de lengüeta, situadas lejos de las superficies críticas desde el punto de vista estético. Las entradas directas o en el canal de inyección se utilizan en moldes de una sola cavidad en los que se requiere el máximo compactado de las secciones gruesas. Evite las entradas submarinas o en túnel de sección fina, ya que la elevada viscosidad del PEI en estado fundido genera un calor de cizallamiento excesivo a través de entradas pequeñas.
Purga: El moldeo por inyección de PEI genera productos de degradación volátiles si se produce un sobrecalentamiento. La ventilación del molde en los extremos del frente de flujo, las líneas de separación y los pasadores de expulsión debe ser adecuada para evitar el atrapamiento de gases y las marcas de quemadura; la profundidad de ventilación debe ser de 0,025 a 0,040 mm para el PEI estándar, lo que no difiere significativamente de otras resinas de ingeniería.
Sistemas de rodillos: Los sistemas de canal frío con canales de diámetro grande y sección circular completa (diámetro mínimo de 6 mm) minimizan la caída de presión y la pérdida de calor entre la máquina y la cavidad. Los sistemas de canal caliente pueden utilizarse para el moldeo por inyección de PEI con colectores y ramales diseñados para temperaturas de hasta 420 °C, un requisito que descarta los componentes estándar de canal caliente no diseñados para resinas técnicas de alta temperatura.
Nuestra fabricación de moldes de precisión El equipo de Dimud diseña, de serie, utillajes PEI en acero H13, con control de temperatura del molde por calentamiento con aceite y la ubicación de las salidas de aire verificada en función de los resultados de la simulación de flujo del molde.
Tipos de plástico PEI: desde los de uso general hasta los de rendimiento especializado

Ultem 1000 — El modelo básico
PEI sin relleno, de uso general. Transparente ámbar. HDT 198 °C, resistencia a la tracción 105 MPa, alargamiento 60%, UL94 V-0 y 5VA. El grado estándar para componentes de dispositivos médicos que requieren esterilización en autoclave, componentes del interior de aeronaves que necesitan retardancia de llama inherente y aislantes eléctricos que requieren propiedades dieléctricas estables hasta 200 °C. Cumple con la normativa RoHS. NSF 51 (equipos alimentarios) clasificados según colores reconocidos.
Ultem 2100, 2200, 2300 — Serie reforzada con fibra de vidrio
Refuerzo de fibra de vidrio 10%, 20% y 30%, respectivamente. Aumento progresivo del módulo de flexión (Ultem 2300: ~9 000 MPa), la temperatura de deformación calorífica (HDT) (Ultem 2300: 210 °C) y la estabilidad dimensional, con la correspondiente reducción del alargamiento y la resistencia al impacto. El GF30 (Ultem 2300) es la especificación estándar para soportes estructurales aeroespaciales, carcasas de conectores de alta precisión que requieren tolerancias estrictas bajo ciclos térmicos y componentes industriales sometidos a cargas mecánicas sostenidas a temperaturas elevadas. Cuenta con las clasificaciones UL94 V-0 y 5VA, la homologación NSF 51 y la certificación WRAS en colores reconocidos.
Serie Ultem 5000 — Grados reforzados con minerales
Gamas de plástico PEI con relleno de mica que ofrecen una contracción isotrópica (a diferencia de la contracción anisotrópica de las gamas con fibra de vidrio) y una mayor estabilidad dimensional en componentes planos o de forma simétrica. El acabado superficial es mejor que el de los grados con fibra de vidrio (GF). Se utilizan para carcasas de precisión, paneles estructurales planos y componentes en los que la deformación que puede producirse en los grados con fibra de vidrio (GF) genera problemas dimensionales. Resulta especialmente relevante para piezas planas de gran tamaño en las que la orientación de la fibra de vidrio (GF) produciría una contracción diferencial inaceptable.
Grados de PEI de alto caudal
Varios grados comerciales —entre ellos el Ultem 1010 y determinados grados CRS de Sabic— están formulados para mejorar el índice de fluidez a una temperatura equivalente, lo que permite el moldeo por inyección de paredes finas con geometrías complejas que, de otro modo, requerirían una presión excesiva con grados de viscosidad estándar. El Ultem 1010, apto para el contacto con alimentos, es también la especificación estándar para los componentes de equipos de procesamiento de alimentos que deben cumplir con las normas NSF 51 y de la FDA, y que deben ser aptos para la esterilización en autoclave.
Extem (PEI-SI) — Cuando el PEI estándar no es suficiente
Para aplicaciones en las que la Tg estándar del PEI (217 °C) resulta insuficiente —como determinados equipos de proceso para semiconductores, utillaje industrial para altas temperaturas y aplicaciones de automoción en contacto con electrónica de potencia de alta temperatura— —, los grados Extem de SABIC (copolímeros de poliéterimida-siloxano) ofrecen valores de Tg de hasta 267 °C, al tiempo que conservan la moldeabilidad por inyección que distingue al PEI de las poliimidas totalmente aromáticas (Vespel, Torlon), que requieren métodos de procesamiento alternativos.
Cuando el plástico PEI es la solución a la que llegan los ingenieros de especificaciones
Interiores para el sector aeroespacial y de la aviación
La norma FAR 25.853 (Reglamento Federal de Aviación sobre inflamabilidad de los interiores de aeronaves) y los requisitos de liberación de calor de la OSU determinan la selección de materiales para los componentes del interior de la cabina de las aeronaves: componentes de los asientos, paneles superiores, elementos de la cocina y conductos. La clasificación inherente UL94 5VA del PEI, su baja emisión de humos (índice de limitación de oxígeno 47%) y su retardante de llama sin halógenos y sin aditivos lo convierten en uno de los termoplásticos de ingeniería preferidos para los componentes del interior de la aviación.
La reducción de peso en comparación con el metal —el PEI, con 1,27 g/cm³, frente al aluminio, con 2,7 g/cm³— es una ventaja secundaria que se acumula de forma significativa entre los muchos cientos de componentes de plástico que hay en el interior de un avión comercial moderno.
Productos sanitarios y equipos esterilizables
El plástico PEI resiste la esterilización en autoclave con vapor a 134 °C durante cientos de ciclos sin sufrir alteraciones dimensionales ni degradación de sus propiedades, un nivel de rendimiento que ni el PC (que se deforma por encima de los 130 °C en condiciones de vapor), ni el PA (que absorbe humedad durante la esterilización, lo que provoca cambios dimensionales), ni el PBT (cuyos enlaces éster son susceptibles a la hidrólisis en presencia de vapor) pueden igualar.
En el caso de los instrumentos quirúrgicos reutilizables, las carcasas de equipos de diagnóstico, los componentes de unidades dentales y las piezas de automatización de laboratorio que requieren esterilización repetida con vapor, el plástico PEI es el termoplástico de ingeniería estándar. Además, supera la esterilización con radiación gamma y con óxido de etileno (EtO), conservando unas propiedades aceptables para la mayoría de los grados médicos.
Biocompatibilidad — ISO 10993 Los grados evaluados se pueden adquirir en el mercado a través de SABIC. El Ultem de grado médico, que cumple con la norma USP Clase VI y la norma ISO 10993, constituye la referencia de especificación para los componentes de los dispositivos médicos que entran en contacto con el paciente y con los fluidos.
Equipos para la fabricación de semiconductores y productos electrónicos
La combinación de estabilidad a altas temperaturas, consistencia dieléctrica y baja desgasificación convierte al plástico PEI en un material habitual en equipos de manipulación de obleas semiconductoras, zócalos de prueba de circuitos integrados, componentes de placas de quemado y conectores de placas de circuito impreso que funcionan en entornos de prueba a altas temperaturas.
Se especifican grados de alta pureza con niveles controlados de contaminación iónica para aquellas aplicaciones en las que la contaminación por iones metálicos de las superficies de las obleas durante el procesamiento supone un riesgo para el rendimiento.
Componentes eléctricos para alta temperatura en el sector de la automoción
La temperatura de deformación en caliente (HDT) del plástico PEI, de 198–210 °C, le permite utilizarse en aplicaciones eléctricas del sector de la automoción en las que la proximidad a motores de combustión, a componentes electrónicos de alta potencia y a entornos térmicos adyacentes al sistema de escape supera el límite práctico del PA66 GF30. Las carcasas de sensores situadas en los bloques del motor o cerca de ellos, las carcasas de conectores de alta tensión en los sistemas de gestión de baterías de vehículos eléctricos y las carcasas de los resolvers en los conjuntos de motores de tracción son ejemplos de aplicaciones en las que el plástico PEI ofrece un rendimiento que las resinas de ingeniería estándar no pueden garantizar de forma fiable.
Nuestra moldeo por inyección para el sector de la automoción Entre las capacidades de Dimud se incluye la producción de plástico PEI para carcasas de sensores y componentes de conectores para altas temperaturas, destinados a clientes del sector de la automoción de primer nivel en Europa y Norteamérica.
Plástico PEI frente a PEEK: la elección de alto rendimiento en la que se equivocan la mayoría de los ingenieros
El PEI y el PEEK son los dos termoplásticos de ingeniería de alto rendimiento más importantes desde el punto de vista comercial para el moldeo por inyección. No son intercambiables, y una elección errónea en cualquiera de los dos casos supone un desperdicio, ya sea de dinero (si se especifica un PEEK con características excesivas) o de rendimiento (si se especifica un PEI con características insuficientes cuando se necesita PEEK).
| Propiedad | PEI (Ultem 1000) | PEEK (sin relleno) |
|---|---|---|
| Temperatura de funcionamiento continuo. | 170 °C | 250 °C |
| Temperatura de transición vítrea | 217 °C | 143 °C (Tg), 343 °C (Tm) |
| Resistencia a la tracción | 105 MPa | 100 MPa |
| Resistencia química a los disolventes clorados | Bajo — Riesgo de ESC | Excelente |
| Resistencia química al H₂SO₄ concentrado | Limitado | Limitado |
| Resistencia al fuego inherente (UL94 V-0) | Sí — sin aditivos | Sí — sin aditivos |
| Resistencia a la radiación gamma | Bien | Excelente |
| Coste de los materiales (relativo) | Más bajo (1×) | Más alto (3–5 veces) |
| Temperatura de procesamiento | 340–420 °C | 360–400 °C |
| Estructura cristalina | Amorfo | Semicristalino |
Elige el plástico PEI cuando: la temperatura máxima de funcionamiento es inferior a 200 °C en uso continuo; se requiere una resistencia al fuego inherente sin halógenos; es necesaria la esterilizabilidad en autoclave en condiciones estándar a 134 °C; la estabilidad dieléctrica en todo el rango de temperaturas es el principal requisito eléctrico; o el coste supone una limitación significativa entre los dos materiales.
Elige el PEEK cuando: la temperatura de funcionamiento supera de forma continuada los 200 °C; la aplicación implica un contacto prolongado con disolventes orgánicos agresivos (especialmente los clorados o los de la familia de las cetonas); la resistencia al desgaste es un requisito fundamental (el PEEK es significativamente más resistente al desgaste); o la pieza va a estar sometida a una exposición prolongada a la radiación gamma en aplicaciones médicas o nucleares.
El error más habitual a la hora de especificar el material es elegir PEEK por su resistencia a la temperatura en una aplicación en la que el PEI ofrecería un rendimiento idéntico, con un coste del material entre 3 y 5 veces inferior. Si la temperatura de funcionamiento es inferior a 170 °C de forma continua, la opción por defecto debería ser el PEI, a menos que existan requisitos específicos en cuanto a resistencia química o al desgaste que justifiquen el uso de PEEK.
Defectos habituales en el moldeo por inyección de PEI y sus causas fundamentales
Dado que el plástico PEI se utiliza principalmente en aplicaciones de alto rendimiento —aeroespacial, médica, electrónica de precisión—, la tolerancia a los defectos es prácticamente nula. Comprender la causa fundamental de cada tipo de defecto es más importante en la producción de PEI que en la fabricación de termoplásticos comunes.
Rayas plateadas / dispersión: El defecto más habitual en el moldeo por inyección de PEI. Causa principal en la gran mayoría de los casos: secado insuficiente. El contenido de humedad del PEI superior a 0,05% en el momento del procesamiento se evapora en el cilindro y provoca la expansión superficial. Causas secundarias: una temperatura de fusión excesiva, superior a 430 °C, que provoca degradación térmica, o zonas muertas en la boquilla o el canal de inyección donde el PEI se estanca entre inyecciones. Prioridad de la solución: comprobar primero el protocolo de secado y el punto de rocío.
Decoloración / rayas marrones o negras: Degradación térmica debida a una temperatura de fusión superior a ~430 °C, un tiempo de permanencia excesivo en el cilindro o un estancamiento en la punta de la boquilla. Solución: reducir los valores de consigna del cilindro en incrementos de 10 °C mientras se supervisa el rendimiento del llenado; reducir el tiempo de permanencia ajustando el tamaño de la inyección en función de la capacidad del cilindro; sustituir la boquilla por una de diseño de cierre positivo.
Tiros cortos: Temperatura de fusión insuficiente (demasiado baja para un flujo adecuado), entradas de tamaño insuficiente que provocan una caída de presión excesiva, o una temperatura del molde demasiado baja que provoca una solidificación prematura. Solución: comprobar la temperatura de fusión con un pirómetro (no confiar únicamente en los valores de consigna del cilindro); comprobar que las dimensiones de las entradas se ajustan a los mínimos recomendados para el espesor de la pared; aumentar el valor de consigna de la temperatura del molde.
Marcas de hundimiento: Presión o tiempo de mantenimiento insuficientes; congelación de la entrada antes de que la cavidad se haya llenado por completo; geometría con secciones gruesas que genera una demanda de contracción localizada. Solución: aumentar la presión y el tiempo de mantenimiento; comprobar que el tamaño de la entrada sea adecuado para llenar la sección más gruesa; añadir cavidades de desbordamiento junto a las secciones gruesas si no es posible cambiar la ubicación de la entrada.
Líneas de soldadura visibles en superficies transparentes o de color ámbar: Dos frentes de material fundido que se unen a una temperatura demasiado baja: el molde está demasiado frío y la velocidad de inyección es demasiado lenta en el punto de convergencia. Solución: aumentar la temperatura del molde hasta unos 150 °C; utilizar una velocidad de inyección perfilada para mantener la temperatura del frente de material fundido en el punto de convergencia.
Blanqueamiento por tensión / agrietamiento tras el montaje: Fisuración por estrés ambiental provocada por el contacto con sustancias químicas, combinada con la tensión de montaje o la precarga del ajuste a presión. No se trata de un defecto de fabricación, sino de un problema de diseño o de las especificaciones del material. Revise el mapa de exposición química y la carga mecánica en todos los puntos de contacto; evalúe si es necesario cambiar el tipo de material o modificar el diseño.
Colaboración con Dimud en proyectos de plástico PEI
El moldeo por inyección de PEI es una disciplina de proceso en la que la mayoría de los fabricantes por encargo no invierten: los requisitos de equipamiento, las exigencias de secado y la gestión del margen de procesamiento requieren una infraestructura específica y conocimientos documentados sobre el proceso que los talleres de moldeo por inyección de uso general no cuentan.
El enfoque de Dimud respecto a la producción de plástico PEI se basa en las tres áreas en las que fracasan la mayoría de los proyectos relacionados con el PEI:
Verificación del secado, no suposiciones: Cada ciclo de producción de PEI comienza con un registro documentado del ciclo de secado que incluye la temperatura del secador, la duración y la medición del punto de rocío en la salida del secador. No damos por sentado que un temporizador del secador ajustado correctamente garantice que el material se haya secado adecuadamente. El registro del punto de rocío sirve como verificación y se facilita a los clientes como parte de nuestro paquete de documentación del proceso.
Herramientas aptas para altas temperaturas: Los moldes de inyección de plástico de Dimud se diseñan y fabrican en acero para herramientas H13, con sistemas de control de temperatura de los moldes calentados por aceite capaces de mantener valores de consigna estables hasta los 175 °C. No se trata de una infraestructura de moldes estándar, sino de una inversión deliberada en capacidad para el procesamiento de resinas de ingeniería de alto rendimiento. Nuestra fabricación rápida de herramientas El servicio también puede suministrar utillaje prototipo compatible con PEI para la validación del primer artículo antes de realizar la inversión en utillaje de producción.
DFM centrado en el riesgo de los ESC y el diseño del montaje: La vulnerabilidad del ESC de la PEI no aparece en las tablas de propiedades estándar y no se indica en la mayoría de las fichas técnicas de materiales con el nivel de detalle que necesitan los ingenieros en la práctica. Nuestra Análisis del diseño en función de la fabricabilidad En los proyectos de plástico PEI, se evalúa de forma explícita el riesgo de exposición a sustancias químicas, se identifican las concentraciones de tensión provocadas por el montaje y se analiza la ubicación de la entrada de material en relación con las zonas de acumulación de tensión residual, todo ello antes de que comience la fabricación de los moldes.
Trabajamos con clientes de diversos sectores en los que el rendimiento del plástico PEI es un requisito imprescindible: componentes para interiores aeroespaciales, dispositivos médicos que requieren esterilización con vapor, piezas eléctricas para automoción expuestas a altas temperaturas y carcasas para equipos de semiconductores. Nuestras operaciones dan servicio a clientes de Europa, Norteamérica y Oriente Medio gracias a nuestras capacidades integradas de fabricación de moldes, mecanizado CNC y producción.
Descubre nuestra completa Guía de materiales para el moldeo por inyección para conocer el lugar que ocupa el PEI dentro de toda la gama de termoplásticos de ingeniería que procesamos, o póngase en contacto con nosotros directamente para comentarnos sus necesidades en materia de moldeo por inyección de PEI.
Preguntas frecuentes sobre el plástico PEI
PEI son las siglas de «polieterimida», un termoplástico técnico amorfo de alto rendimiento perteneciente a la familia de las poliimidas, que incorpora enlaces éter para mejorar su procesabilidad. Ultem es la marca comercial de SABIC para la resina de PEI, desarrollada originalmente por GE Plastics en la década de 1980. Ultem es la forma comercial predominante de PEI para el moldeo por inyección, disponible en casi 100 grados que van desde el material ámbar transparente sin relleno hasta compuestos estructurales reforzados con fibra de vidrio y minerales.
El plástico PEI tiene una temperatura de transición vítrea de 217 °C y una temperatura de deflexión térmica de 198 °C con una carga de 1,82 MPa (grados sin relleno). La temperatura de servicio continuo es de aproximadamente 170 °C para el PEI sin relleno y de hasta 180 °C para los grados GF30. Se toleran picos de temperatura a corto plazo de hasta 200 °C en aplicaciones con cargas ligeras. Para un servicio continuo por encima de los 200 °C, las especificaciones adecuadas son los grados Extem (copolímero de PEI y siloxano) o el PEEK.
La elevada temperatura de transición vítrea del PEI (217 °C) y su estructura aromática rígida requieren altas temperaturas de fusión —entre 340 y 420 °C— para lograr un flujo de fusión adecuado para el moldeo por inyección. Esto es una consecuencia directa de la estabilidad térmica que hace que el PEI sea útil a altas temperaturas de servicio. El margen de procesamiento entre la temperatura mínima de fluidez y el inicio de la degradación térmica (~430 °C) es de aproximadamente 40–80 °C, lo que requiere un control de la temperatura del cilindro más preciso que en la mayoría de las resinas de ingeniería.
Sí: el plástico PEI es uno de los termoplásticos de ingeniería preferidos para dispositivos médicos reutilizables que requieren esterilización en autoclave con vapor a 121 °C o 134 °C. Su temperatura de transición vítrea, de 217 °C, es 83 °C superior a las condiciones estándar del autoclave, lo que significa que el material mantiene su estabilidad dimensional a lo largo de cientos de ciclos de esterilización sin ablandarse ni deformarse. También es apto para la esterilización por radiación gamma y con EtO (óxido de etileno). Consulte siempre la documentación de certificación médica del grado específico para aplicaciones en contacto con el paciente.
Ambos son termoplásticos de ingeniería de alto rendimiento que presentan resistencia a altas temperaturas, retardancia al fuego y una amplia resistencia química. Diferencias clave: el plástico PEI es amorfo, con una Tg de 217 °C; el PEEK es semicristalino, con una Tm de 343 °C y una temperatura de servicio continuo de hasta 250 °C. El PEEK presenta una resistencia superior a los disolventes clorados y a los entornos químicos agresivos, en los que el PEI corre el riesgo de sufrir ESC. El plástico PEI tiene una mejor retardancia al fuego inherente y un menor coste de material (normalmente entre 3 y 5 veces menor que el del PEEK). Para aplicaciones por debajo de los 200 °C sin exposición a disolventes agresivos, el plástico PEI ofrece un rendimiento funcional equivalente a un coste significativamente menor.
La ESC en PEI se produce cuando el material se ve expuesto simultáneamente a un agente químico (en particular, disolventes clorados, cetonas, hidrocarburos aromáticos o álcalis fuertes) y a una tensión mecánica —ya sea procedente de cargas aplicadas, tensiones residuales de moldeo o precarga de montaje—. La sustancia química penetra en la superficie del polímero y reduce la tensión crítica para el inicio de la fisura por debajo del nivel de tensión real en la pieza, lo que provoca la aparición de fisuras superficiales o una fractura frágil. Para prevenirlo es necesario: realizar un análisis de la exposición química antes de especificar el material; aplicar prácticas de diseño que minimicen la tensión residual (radios de esquina adecuados, espesor de pared uniforme, ubicación adecuada de la entrada de material); y sustituir el material por PEEK o PPS en aplicaciones con exposición inevitable a agentes que provocan el ESC.
Algunos grados específicos de plástico PEI están certificados para aplicaciones en contacto con alimentos. El Ultem 1010, por ejemplo, cuenta con la certificación NSF 51 (materiales para equipos alimentarios), cumple con los requisitos de la FDA y tiene la certificación WRAS. Estos grados se utilizan en equipos de procesamiento de alimentos, componentes de dispensación de bebidas y maquinaria de procesamiento de productos lácteos, donde se requieren tanto el cumplimiento de la normativa de contacto con alimentos como la capacidad de esterilización con vapor. No todos los grados de plástico PEI están certificados para el contacto con alimentos; compruebe el cumplimiento a nivel de cada grado, y no solo de la familia de polímeros, antes de especificarlos para aplicaciones de contacto con alimentos.




