

¿Alguna vez ha recibido un presupuesto de moldeo por inyección pero no tenía ni idea de si el precio era alto o bajo?
¿O el presupuesto de desarrollo de su producto se ha desbordado repentinamente durante la producción en serie y no ha podido determinar la causa?
Este artículo desglosará sistemáticamente cada componente de los costes de moldeo por inyección -desde los gastos del molde hasta los costes unitarios, y desde la selección de materiales hasta la optimización del proceso- para que pueda negociar con los proveedores con total confianza.
Los dos componentes clave de los costes del moldeo por inyección
Al evaluar proyectos de moldeo por inyección, muchos clientes se centran únicamente en el “precio unitario” y pasan por alto una fuente de costes mayor: los costes de utillaje. Para comprender el coste total del moldeo por inyección, es esencial considerar estos dos componentes por separado:
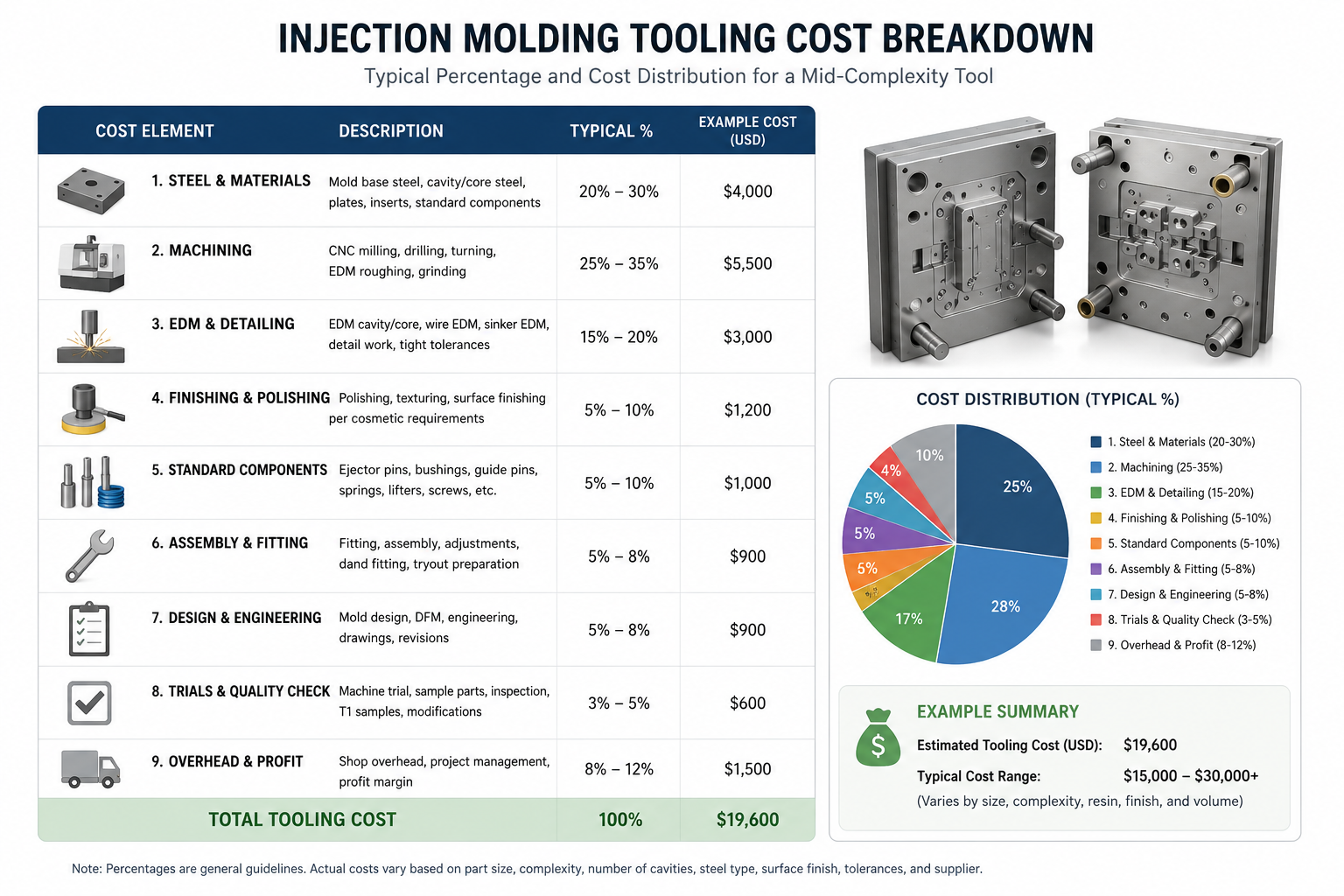
Costes de utillaje
Los costes de utillaje son una inversión inicial única, que suele pagarse antes de iniciar la producción en serie. Incluyen:
- Tarifas de diseño de herramientas y análisis de ingeniería
- Compra de acero para moldes (P20, 718, H13, S136, etc.)
- Costes de fabricación de precisión (mecanizado CNC, electroerosión, corte por hilo, etc.)
- Costes de moldeo de prueba y depuración
- Costes de validación del molde (muestras T1, T2)
Rangos de referencia típicos del coste del molde:
Tipo de molde | Complejidad | Precio estimado (USD) |
Molde simple de una cámara | Bajo | $1.500 - $5.000 |
Molde unicameral moderadamente complejo | Intermedio | $5.000 - $20.000 |
Moldes multicavidad (4 cavidades/8 cavidades) | Intermedio a avanzado | $10.000 - $50.000 |
Molde de bloque deslizante de alta precisión | Alta | $20,000 - $100,000+ |
Moldes de precisión para automoción y medicina | Extremadamente alto | $50,000 - $200,000+ |
Nota: Los rangos de precios anteriores varían significativamente en función de la estructura del producto, los materiales, los requisitos de vida útil del molde y el país de origen. Los moldes fabricados en China suelen ofrecer un ahorro de costes de 30%-60% en comparación con los de Europa y Estados Unidos, y su calidad ha alcanzado estándares internacionales.
Coste por pieza
El coste por pieza se refiere al coste directo incurrido para producir una sola pieza, que comprende principalmente:
- Coste de las materias primas (resina plástica)
- Honorarios de la máquina de moldeo por inyección (honorarios por tiempo de máquina)
- Costes laborales
- Consumo de energía
- Inspección de calidad y costes de desechos/reparaciones
- Costes de transformación secundaria (post-tratamiento)
7 factores clave del molde que afectan a los costes del moldeo por inyección
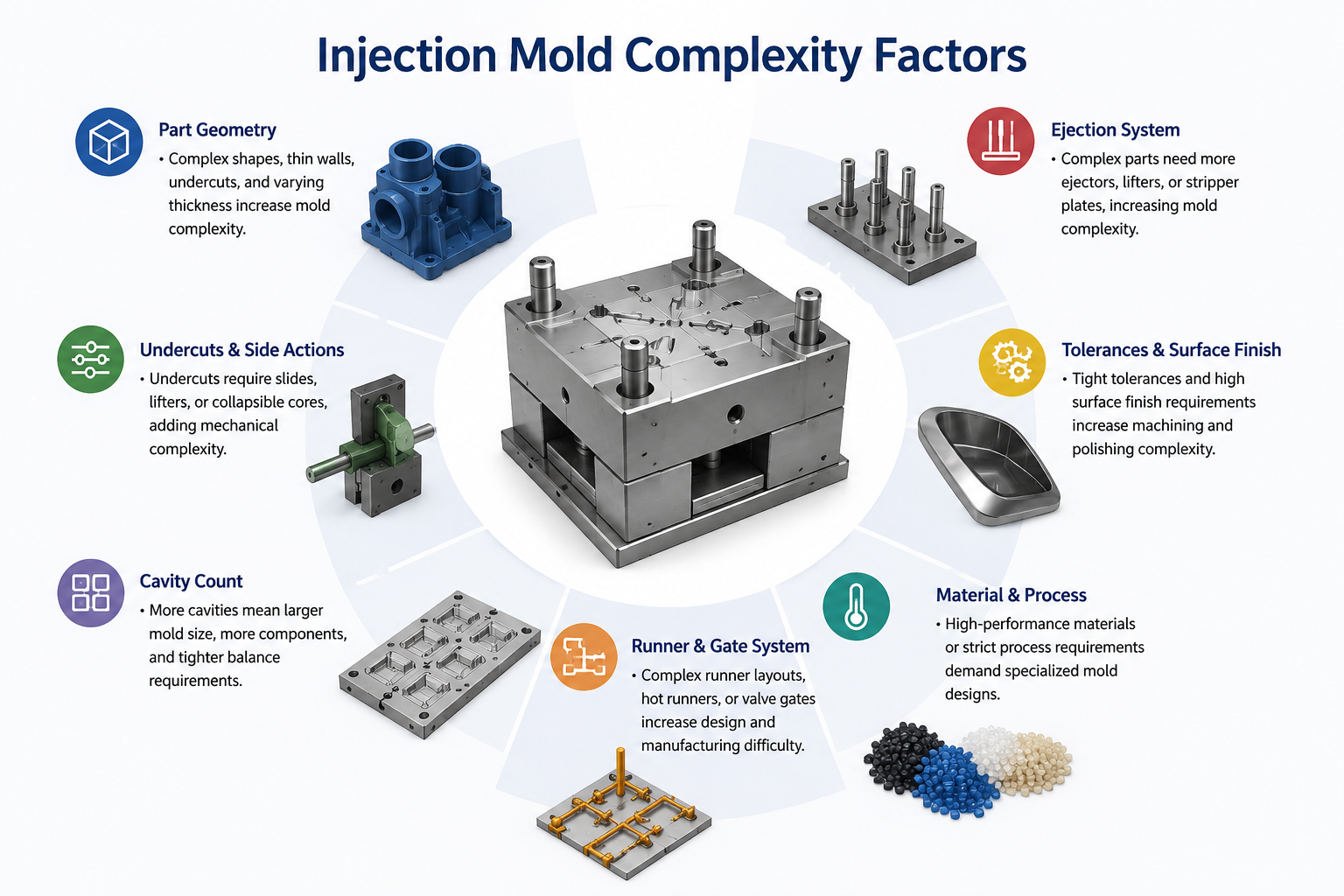
Factor 1: Complejidad geométrica de la pieza
La complejidad estructural de una pieza es el factor más crítico que afecta al coste del molde. Las siguientes características pueden aumentar significativamente los costes del molde:
- Los rebajes y las correderas requieren mecanismos adicionales de expulsión lateral o inclinada, lo que aumenta los costes en 20%-50%
- Cavidades profundas/núcleos delgados: Requieren una gran rigidez del molde y son difíciles de mecanizar
- Diseños de pared delgada: Requieren procesos de moldeo por inyección precisos y una mayor precisión del molde.
- Las estructuras de rosca interna/externa suelen requerir mecanismos de expulsión giratorios o núcleos plegables
- Tamaño de la pieza: Las piezas más grandes conllevan mayores costes de materiales de moldeo y mano de obra de mecanizado
Factor 2: Número de cavidades del molde
El número de cavidades determina cuántas piezas pueden producirse por ciclo de inyección:
- Molde de cavidad única: Bajo coste de utillaje, adecuado para lotes pequeños o validación de prototipos.
- Molde multicavidad (2 cavidades, 4 cavidades, 8 cavidades, 16 cavidades, etc.): Alto coste de utillaje, pero coste unitario significativamente inferior, adecuado para la producción de grandes volúmenes.
En Dimud, le recomendamos el número óptimo de cavidades en función de su demanda anual y del calendario del proyecto para ayudarle a conseguir la mejor solución de coste global.
Factor 3: Selección de los materiales del molde
Los distintos tipos de acero tienen costes y vidas útiles diferentes:
Matriz, acero | Escenarios aplicables | Vida útil prevista (disparos) | Coste relativo |
P20 | Uso general, lotes pequeños y medianos | 500,000 | Intermedio |
718H | Piezas de uso general, modificadas y de alta transparencia | 800,000 | Media-alta |
H13 | Materiales de alta temperatura, plásticos técnicos | 1,000,000+ | Alta |
S136 | Materiales corrosivos, componentes ópticos | 1,000,000+ | Alta |
aleación de aluminio | Creación rápida de prototipos, lotes pequeños | 5,000-50,000 | Bajo |
Dimud's servicios de fabricación de moldes permiten diseños de moldes con una vida útil de hasta 1.000.000 de ciclos o más, satisfaciendo las necesidades de producción en serie a largo plazo de industrias de alto nivel, como los sectores de automoción y médico.
Factor 4: Requisitos de acabado superficial
Los requisitos estéticos y funcionales de las piezas repercuten directamente en los costes del molde:
- Grados de brillo SPI (A1-D3): Las superficies de alto brillo (como los grados A1/A2) requieren un pulido de cavidades, que es más costoso.
- Superficies grabadas/texturizadas: Requieren grabado químico adicional
- Acabado Espejo: Se utiliza para lentes ópticas y carcasas transparentes; es la opción más cara.
Para más información sobre acabados superficiales, consulte el Guía de acabado superficial Dimud.
Factor 5: Requisitos de tolerancia y precisión
Las tolerancias estándar del moldeo por inyección suelen ser de ±0,1 mm-±0,3 mm, mientras que el moldeo por inyección de precisión puede alcanzar ±0,01 mm-±0,05 mm.
Mayores requisitos de precisión significa:
- Requisitos de precisión de mecanizado más estrictos para el molde (electroerosión de precisión, rectificadoras por coordenadas).
- Materiales de molde de calidad superior
- Ciclos de moldeo de prueba y depuración más largos
- Incremento de costes correspondiente de 20%-100%
Los moldes de precisión de Dimud pueden alcanzar un control de tolerancia de ±0,01 mm en las dimensiones críticas del molde, cumpliendo los estrictos requisitos de las industrias de automoción y electrónica.
Factor 6: Marcas de componentes estándar del molde
Los costes varían significativamente en función de las marcas de los componentes estándar (pasadores guía, pasadores eyectores, canales calientes, etc.) utilizados en el molde:
- Marcas internacionales (HASCO, DME, MISUMI, LKM): Coste más elevado, pero con precisión y longevidad garantizadas,aptas para la exportación a mercados europeos y americanos.
- Componentes estándar domésticos: Menor coste, adecuados para el mercado doméstico o proyectos con presupuestos limitados.
Dimud es compatible con las normas internacionales sobre moldes: HASCO, DME, MISUMI y LKM, garantizando que los moldes cumplen las especificaciones de su mercado objetivo.
Factor 7: Plazo de entrega del molde
El plazo de entrega estándar del molde suele ser de 4 a 6 semanas. Si se requiere una entrega acelerada (en un plazo de 3 semanas), suele aplicarse una tarifa acelerada de 15%-30%.
El plazo de entrega estándar de Dimud es de aproximadamente 4 semanas, y ofrecemos una opción de servicio acelerado de aproximadamente 3 semanas.
5 factores clave que afectan al coste unitario del moldeo por inyección

Variable 1: Coste de las materias primas
Las materias primas plásticas representan la mayor parte del coste unitario (normalmente 40%-70%).
Precios de referencia de los materiales de moldeo por inyección más comunes (precios de mercado, sólo como referencia):
Materiales | Tipo | Gama de precios (USD/kg) | Aplicaciones típicas |
PP (polipropileno) | General | $1.2 - $1.8 | Bienes de consumo, interiores de automóviles |
ABS | Ingeniería general | $1.8 - $2.5 | Cajas electrónicas, juguetes |
PC (policarbonato) | Ingeniería | $3.0 - $5.0 | Componentes transparentes, productos de seguridad |
PA6/PA66 (nailon) | Ingeniería | $2.5 - $4.5 | Componentes estructurales industriales y de automoción |
POM (polioximetileno) | Ingeniería | $2.5 - $4.0 | Engranajes de precisión, componentes deslizantes |
PEEK | Alto rendimiento | $80 - $120 | Sanidad, aeroespacial |
PPS | Alto rendimiento | $15 - $30 | Automoción, Electrónica |
Dimud cuenta con una amplia experiencia en selección de materiales, Desde resinas de uso general hasta plásticos técnicos de alto rendimiento, como PEEK y PPS. Podemos ayudarle con el análisis de sustitución de materiales para optimizar los costes de material, garantizando al mismo tiempo el cumplimiento de los requisitos de rendimiento.
Variable 2: Volumen de producción (efectos de escala)
El tamaño del lote es el factor más sensible al coste unitario, mostrando una clara relación no lineal:
Gama de lotes | Características del coste unitario |
100-1.000 artículos | El coste de compartir el molde es elevado, lo que se traduce en el precio unitario más alto |
1.000-10.000 artículos | Los costes del molde se están repartiendo gradualmente, lo que se traduce en una disminución significativa de los precios unitarios |
10.000-100.000 artículos | Las economías de escala surten efecto y los precios unitarios se estabilizan. |
Más de 100.000 | Minimiza el coste unitario y maximiza las ventajas de los moldes multicavidad |
Coste total = Coste del molde ÷ Producción total + Coste variable por unidad
Esta fórmula demuestra que, cuando el volumen de producción es suficientemente grande, puede despreciarse el impacto de los costes del molde en el precio unitario.
Variable 3: Peso de la pieza y espesor de la pared
Cuanto más material se utiliza en una pieza, mayor es el coste de la materia prima; cuanto más gruesa es la pared, más largo es el ciclo de moldeo por inyección (debido al mayor tiempo de enfriamiento) y mayor es el coste de alquiler de la máquina.
Espesor de pared óptimo recomendado para el moldeo por inyección:
- Plásticos de uso general (PP/ABS): 1,5 mm - 3,0 mm
- Plásticos técnicos (PC/PA): 1,5 mm - 3,5 mm
- Plástico de alto rendimiento (PEEK): 1,0 mm - 4,0 mm
La uniformidad del grosor de la pared es igual de importante para los costes y la calidad del moldeo por inyección: un grosor de pared desigual puede provocar defectos como marcas de contracción y alabeos, lo que aumenta los costes y las tasas de desechos.
Variable 4: Duración del ciclo de moldeo por inyección
Ciclo de moldeo por inyección = tiempo de inyección + tiempo de mantenimiento + tiempo de enfriamiento + tiempo de apertura del molde y de extracción de la pieza
Cuanto menor sea el tiempo de ciclo, mayor será la producción por unidad de tiempo y menor el coste por máquina. Los factores que afectan al tiempo de ciclo son:
- Grosor de la pared (principal factor que influye en el tiempo de enfriamiento)
- Propiedades térmicas de los materiales (conductividad térmica)
- Diseño de sistemas de refrigeración de moldes
- Nivel de automatización (picking robotizado frente a picking manual)
Variable 5: Nivel de operaciones manuales y automatizadas
Los costes laborales en las fábricas chinas de moldeo por inyección son significativamente más bajos que en Europa y Estados Unidos, pero a medida que aumenta la automatización, disminuye el impacto de los costes laborales:
- Línea de producción totalmente automatizada: Ideal para productos estandarizados de gran volumen, que ofrece el coste más bajo.
- Semiautomática (asistida por robot): Adecuado para productos de complejidad media a alta
- Asistencia manual: Adecuada para lotes pequeños o procesos de montaje complejos
Diferencias en los costes del moldeo por inyección según el sector

Los costes del moldeo por inyección no sólo dependen del producto en sí, sino que también están estrechamente ligados a factores específicos del sector:
Costes del moldeo por inyección en la industria del automóvil
Las piezas de automoción tienen unos requisitos extremadamente exigentes en cuanto a precisión dimensional, propiedades de los materiales y consistencia de los lotes, y normalmente deben cumplir IATF 16949 certificación del sistema de gestión de la calidad.
Principales factores de coste:
- Altos requisitos de vida útil del molde (normalmente ≥500.000 ciclos)
- Se requiere un riguroso PPAP (Proceso de Aprobación de Piezas de Producción).
- Por lo general, los materiales deben cumplir requisitos específicos, como ser ignífugos y resistentes al calor.
- Requisitos estrictos de inspección dimensional (medición CMM, informe dimensional completo)
Dimud's servicios de fabricación de piezas de automóviles se especializa en la producción de precisión de componentes estructurales, sistemas interiores y carcasas electrónicas, y cuenta con un completo sistema de gestión de la calidad que cumple las normas de la industria automovilística.
Coste del moldeo por inyección para productos sanitarios
El moldeo por inyección de grado médico impone requisitos estrictos en cuanto a entornos de producción limpios, conformidad de los materiales y trazabilidad:
- Los materiales deben cumplir normativas como USP Clase VI y FDA 21 CFR
- La producción debe llevarse a cabo en una sala blanca (Clase 7/8)
- Se requiere un registro completo de trazabilidad de los lotes
- La validación de moldes requiere procedimientos IQ/OQ/PQ
Estos requisitos adicionales suelen aumentar el coste del moldeo por inyección de grado médico en 30%-100% comparación con el moldeo por inyección estándar, pero su cumplimiento no es negociable.
Dimud's servicios de fabricación de dispositivos médicos garantizan que sus componentes médicos cumplen los requisitos normativos en cada paso del proceso, desde la selección de materiales hasta los procesos de producción controlados.
Coste del moldeo por inyección para electrónica de consumo
El sector de la electrónica de consumo es igual de exigente con la estética del producto y la rapidez de iteración:
- Los componentes exteriores suelen requerir un acabado brillante o texturizado.
- Los productos evolucionan rápidamente, por lo que el diseño de los moldes debe permitir modificaciones.
- Elevados requisitos de coherencia dimensional (precisión de montaje)
- Normalmente, existen requisitos funcionales como el blindaje EMI y la disipación del calor.
Dimud's servicios de fabricación de electrónica de consumo se especializa en la producción a medida de carcasas, conectores y componentes de gestión térmica, ayudándole a acelerar los plazos de comercialización al tiempo que garantiza la calidad.
Costes del moldeo por inyección en los sectores de la robótica y el almacenamiento de energía
La necesidad de prototipado rápido y escalado flexible de la producción es especialmente acuciante en estas dos industrias de rápido crecimiento:
- Prototipado rápido en fases tempranas (lotes pequeños, plazos de entrega cortos)
- El diseño del producto puede implicar iteraciones frecuentes
- Una vez iniciada la producción en serie, es esencial contar con una calidad constante y un suministro fiable.
Los servicios de fabricación de Dimud en el ámbito de la robótica y el almacenamiento de energía ofrecen un apoyo integral, desde la creación rápida de prototipos hasta la producción en serie.
Un marco práctico para estimar los costes del moldeo por inyección
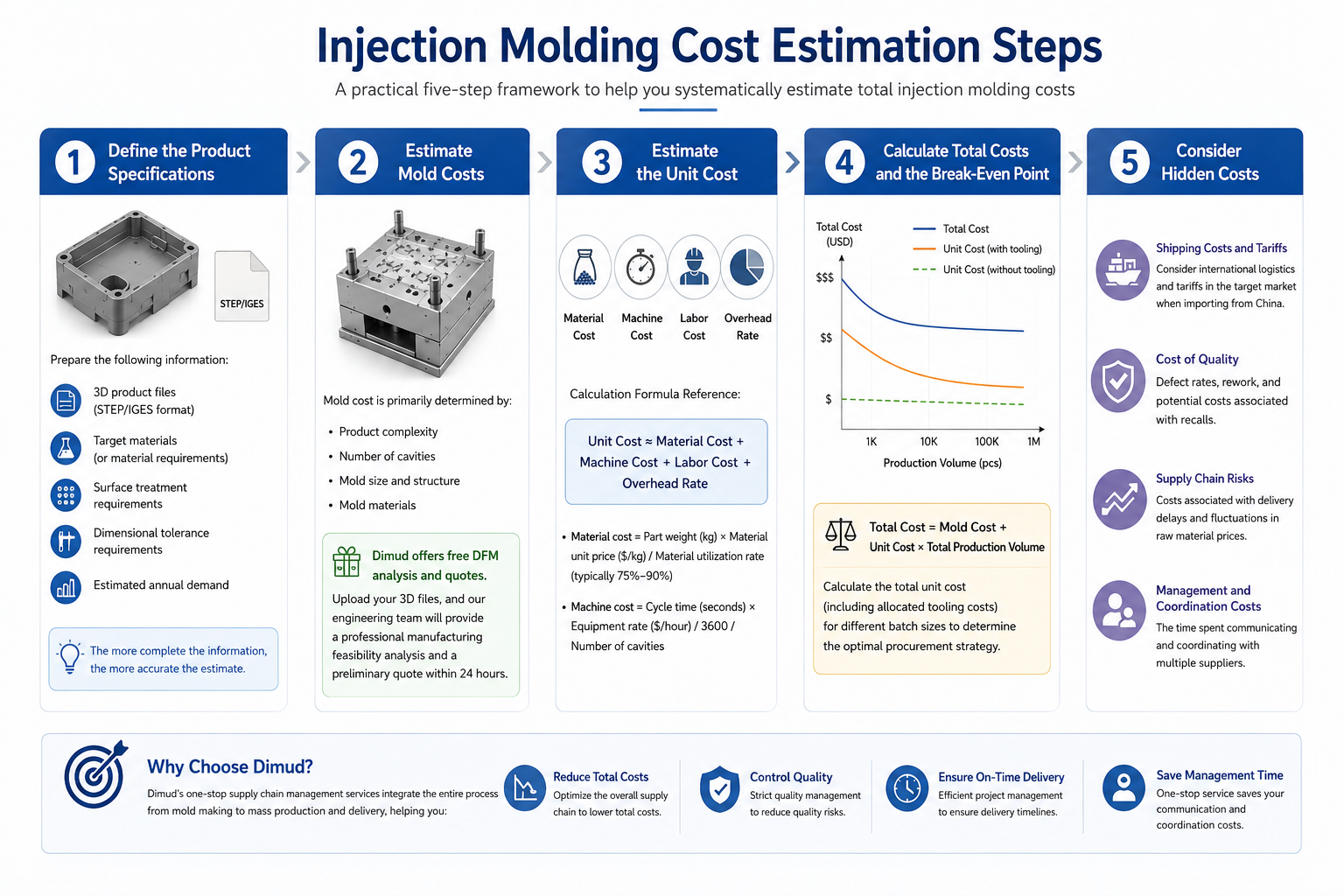
Al abordar un nuevo proyecto, ¿cómo puede calcular sistemáticamente el coste total del moldeo por inyección? He aquí un marco práctico de cinco pasos:
Paso 1: Definir las especificaciones del producto
Antes de solicitar un presupuesto o estimar el coste usted mismo, tenga a mano la siguiente información:
- Archivos de productos 3D (formato STEP/IGES)
- Materiales objetivo (o necesidades de materiales)
- Requisitos para el tratamiento de superficies
- Requisitos de tolerancia dimensional
- Demanda anual estimada
Paso 2: Calcular los costes del moho
Las estimaciones preliminares de los costes del molde se basan en la complejidad del producto, el número de cavidades y los materiales del molde; consulte la tabla de costes anterior.
En Dimud, ofrecemos análisis DFM y presupuestos gratuitos. Solo tiene que cargar sus archivos 3D y nuestro equipo de ingenieros le proporcionará un análisis profesional de viabilidad de fabricación y un presupuesto preliminar en 24 horas.
Paso 3: Calcular el coste unitario
Referencia de la fórmula de cálculo:
Coste unitario ≈ Coste de material + Coste de máquina (Duración del ciclo × Tasa de tonelaje) + Coste de mano de obra + Tasa de gastos generales.
- Coste del material = Peso de la pieza (kg) × Precio unitario del material ($/kg) / Índice de utilización del material (normalmente 75%-90%)
- Coste de la máquina = Duración del ciclo (segundos) × Cadencia del equipo ($/hora) / 3600 / Número de cavidades
Paso 4: Calcular los costes totales y el umbral de rentabilidad
Coste total = Coste del molde + Coste unitario × Volumen total de producción
Determine la estrategia de aprovisionamiento óptima calculando el coste unitario total (incluidos los costes de utillaje asignados) para diferentes tamaños de lote.
Paso 5: Tener en cuenta los costes ocultos
Entre los costes ocultos que muchos clientes pasan por alto se incluyen los siguientes:.
- Gastos de envío y aranceles: Al importar productos de China, hay que tener en cuenta la logística internacional y los aranceles del mercado de destino.
- Coste de la calidad: Tasas de defectos, repetición de trabajos y costes potenciales asociados a las retiradas.
- Riesgos de la cadena de suministro: Costes asociados a los retrasos en las entregas y a las fluctuaciones de los precios de las materias primas
- Costes de gestión y coordinación: El tiempo dedicado a comunicarse y coordinarse con múltiples proveedores.
Este es precisamente el valor fundamental de la ventanilla única de Dimud servicios de gestión de la cadena de suministro-mediante la integración de la cadena de suministro, reducimos significativamente los costes de gestión y los riesgos de suministro de nuestros clientes.
Cómo reducir los costes del moldeo por inyección mediante la optimización DFM
El diseño para la fabricación (DFM) es una metodología para identificar y eliminar proactivamente los problemas de fabricación durante la fase de diseño del producto, lo que suele traducirse en un ahorro de costes de 15%-40%.
Estrategias comunes de optimización DFM
① Eliminar socavones innecesarios.
Las socavaduras requieren correderas o mecanismos de núcleo inclinado, que contribuyen en gran medida a aumentar los costes del molde. Rediseñando la línea de partición o modificando la estructura del producto, a menudo es posible eliminar algunas socavaduras y reducir la complejidad del molde.
② Optimizar la uniformidad del grosor de las paredes
Un grosor de pared desigual puede dar lugar a una contracción inconsistente, lo que provoca marcas de hundimiento o alabeo, que aumentan la tasa de defectos. Un diseño con espesor de pared uniforme mejora la calidad, acorta el tiempo de enfriamiento y reduce los costes totales.
③Añade un ángulo de calado adecuado.
Un ángulo de desmoldeo suficiente (normalmente de 1° a 3°) facilita la expulsión suave de las piezas, reduce el riesgo de que éstas se adhieran al molde, minimiza el desgaste de éste y prolonga su vida útil.
④Diseño adecuado de las costillas
El grosor de las costillas debe ser 50%-70% del grosor de la pared principal para evitar que se formen marcas de contracción en la parte posterior de las costillas y, al mismo tiempo, garantizar una resistencia estructural suficiente.
⑤ Consolidación parcial
Combinar varias piezas que de otro modo tendrían que fabricarse y montarse por separado en una sola pieza moldeada por inyección puede reducir el número de moldes necesarios y disminuir los costes de montaje.
⑥ Análisis de sustitución de materiales
Sustituya los materiales caros por alternativas de menor coste, garantizando al mismo tiempo el cumplimiento de los requisitos de rendimiento. Por ejemplo:
- Sustitución de PA por PP reforzado con fibra de vidrio (en determinadas aplicaciones)
- Sustituir el PC por ABS modificado (cuando la transparencia no sea una preocupación importante)
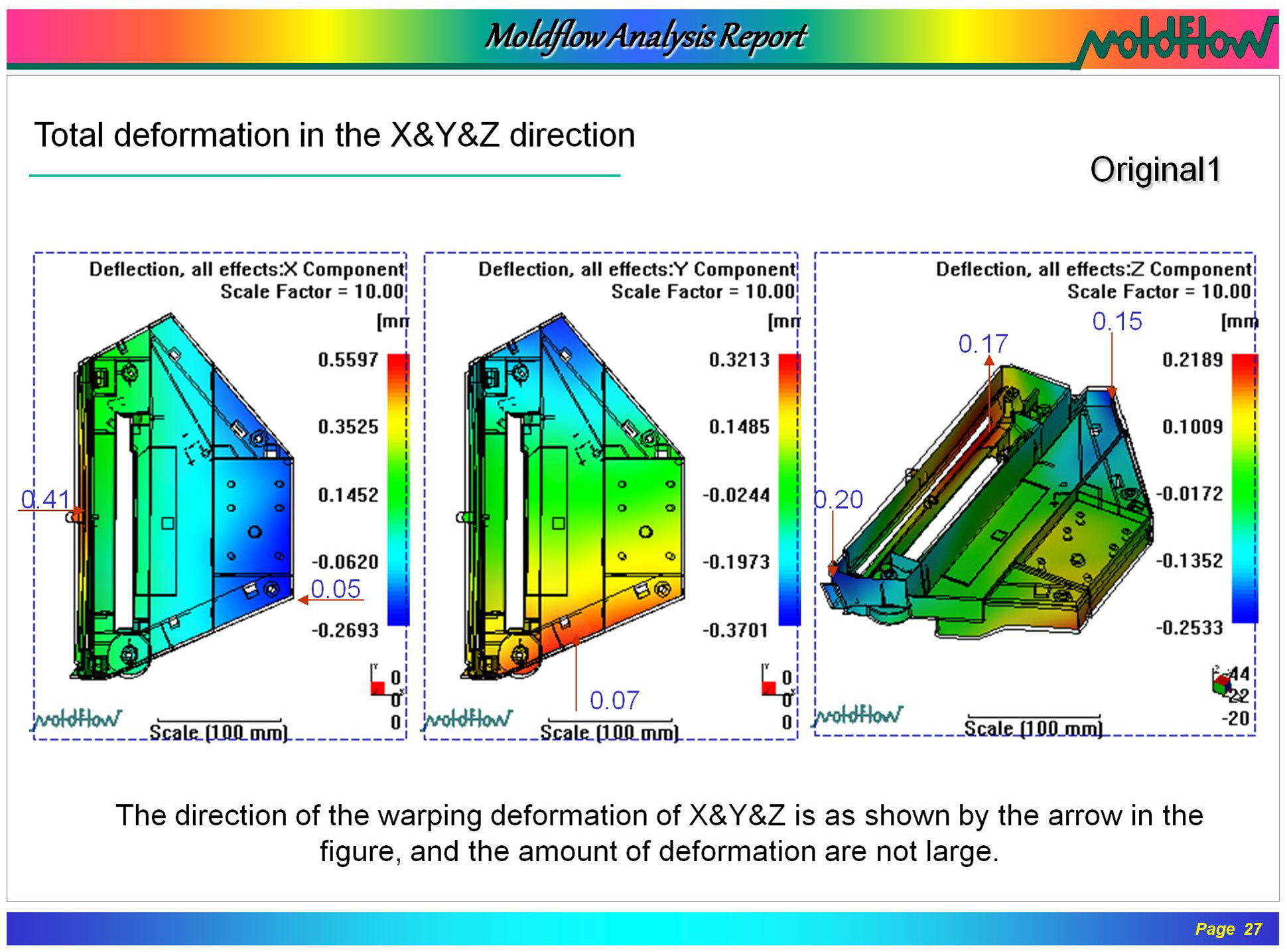
Dimud's Servicios de DFM y diseño para la fabricación se integran en una fase temprana del proyecto. Mediante el análisis de Moldflow y las revisiones de ingeniería, ayudamos a los clientes a evitar hasta 80% de defectos de diseño, controlando así los costes en origen. (cuando no son elevados)
El mejor momento para DFM
Cuanto antes comience el análisis DFM, mayores serán los beneficios.
Momento de la intervención | Ahorro de costes típico | Dificultad para realizar cambios |
Fase de diseño conceptual | Máximo (30%-50%) | Más bajo |
Fase de diseño detallado | Significativo (15%-30%) | Bajo-Medio |
Fase de desarrollo del molde | Limitado (5%-15%) | Alta |
Fase de producción en serie | Insignificante (<5%) | Extremadamente alto |
Costes del moldeo por inyección frente a otros procesos de moldeo
El moldeo por inyección no es adecuado para todas las aplicaciones; entender cómo se comparan los distintos procesos puede ayudarle a tomar la mejor decisión:
Proceso | Costes de moldes/equipos | Coste unitario (producción de gran volumen) | Lote aplicable | Aplicación óptima |
Moldeo por inyección | Mid–High ($2,000–$200,000) | Muy bajo | 10,000+ | Piezas de plástico complejas, producción de gran volumen |
Impresión 3D (FDM/SLA) | Muy bajo (sin moho) | Alta | 1-500 artículos | Creación de prototipos, personalización |
Mecanizado CNC | Baja (cuota de programación) | Intermedio-Avanzado | 1-1.000 artículos | Piezas de precisión de metal/plástico |
Moldeo por soplado | Bajo-Medio | Bajo | Más de 5.000 artículos | Envases huecos (botellas, tarros) |
Termoformado | Bajo | Bajo-Medio | Más de 1.000 artículos | Piezas de pared delgada y gran superficie |
Fundición a presión | Alta | Bajo | 10,000+ | Componentes estructurales metálicos |
Conclusiones: Las ventajas del moldeo por inyección residen en su coste unitario extremadamente bajo para la producción de grandes volúmenes y su capacidad para adaptarse a geometrías muy complejas. Cuando la demanda del producto es alta, el diseño es estable y se requiere una gran precisión, el moldeo por inyección es la opción óptima en la gran mayoría de los casos.
Para la validación de productos en fases tempranas, Dimud ofrece una rápida servicios de creación de prototipos para ayudar a los clientes a validar los diseños de sus productos a bajo coste antes de proceder al desarrollo de moldes a escala real.
Errores comunes en los costes del moldeo por inyección y cómo evitarlos

He aquí algunos de los escollos más comunes en materia de costes en los que tienden a caer muchos responsables de compras y equipos de desarrollo de productos:
Centrarse únicamente en las cotizaciones del moho sin tener en cuenta los costes generales
Para moldes con la misma funcionalidad, los proveedores de bajo coste pueden utilizar acero de baja calidad, lo que da lugar a una vida útil que es sólo la mitad de lo esperado. En última instancia, esto provoca la necesidad de un premoldeado, lo que aumenta el coste total.
Recomendación: Cuando solicite presupuestos, pida a los proveedores que especifiquen los materiales del molde, la vida útil prevista y las condiciones de la garantía.
Iniciar la producción de herramientas antes de finalizar el diseño
Los frecuentes cambios de diseño durante la fase de desarrollo del molde pueden dar lugar a importantes costes de reelaboración (comúnmente denominados “tasas de modificación del molde”), que en ocasiones pueden incluso superar el coste del molde original.
Recomendación: Después de completar la revisión DFM y la validación del prototipo, confirme la congelación del diseño antes de proceder con el desarrollo del molde. El molde
Subestimación de los costes de la fase piloto de producción
Los prototipos producidos a partir del molde T1 suelen requerir ajustes, y es habitual someterse a T2, T3 o incluso más rondas de modificación del molde. Estos costes deben tenerse en cuenta en el presupuesto del proyecto.
Recomendación: Reservar 10%-20% del presupuesto como contingencia para las fases piloto de producción y depuración.
No tener en cuenta el riesgo de fluctuación de los precios de los materiales.
Las fluctuaciones del precio del petróleo afectan directamente a los precios de la mayoría de los termoplásticos. Al suscribir contratos a largo plazo, no incluir cláusulas de ajuste de precios puede exponerle a importantes riesgos de costes.
Recomendación: Negociar la inclusión de un mecanismo de ajuste del precio de los materiales en los contratos a largo plazo.
Una base de proveedores fragmentada dispara los costes de coordinación
Cuando un producto implica múltiples procesos de fabricación (moldeo por inyección + mecanizado CNC + ensamblaje electrónico), la contratación de diferentes proveedores para cada paso puede aumentar significativamente los costes de comunicación, los problemas de consistencia de la calidad y los riesgos de entrega.
Recomendación: Dar prioridad a los socios fabricantes con capacidades integrales. Las tres fábricas de Dimud -un taller de moldes, un taller CNC y una planta de ensamblaje de componentes electrónicos- son idóneas para satisfacer esta necesidad.
Cómo elegir el proveedor de moldeo por inyección adecuado
Elegir un proveedor de moldeo por inyección no consiste sólo en comparar precios; los siguientes factores son igualmente importantes:
Capacidades de ingeniería
- ¿Disponen de un equipo dedicado al análisis DFM?
- ¿Dispone de Moldflow?
- ¿Pueden los ingenieros identificar proactivamente los riesgos de diseño?
Instalaciones de fabricación
- ¿La gama de tonelaje de nuestras máquinas de moldeo por inyección satisface sus necesidades?
- ¿Dispone de equipos de mecanizado de precisión (CNC, electroerosión, corte por hilo)?
- ¿Cumple el entorno de la sala blanca los requisitos de su sector?
Sistema de calidad
- ¿Es usted ISO 9001 ¿certificado?
- Los clientes de automoción exigen IATF 16949
- Los clientes del sector médico requieren la certificación ISO 13485 o equivalente
- ¿Dispone de un sistema integral de control de calidad que abarque IQC, IPQC y FQC?
Fiabilidad de las entregas
- ¿Existe un sistema sólido de gestión de proyectos?
- ¿Cuál ha sido el porcentaje de entregas puntuales en el pasado?
- ¿Con qué rapidez responde cuando surgen problemas?
Capacidad de integración de la cadena de suministro
- ¿Puede encargarse de la adquisición de materias primas?
- ¿Ofrecen servicios de montaje?
- ¿Tiene experiencia en logística de exportación?
Soluciones de moldeo por inyección de Dimud: Una solución integral para reducir los costes totales
Como equipo de profesionales con gran experiencia en la industria del moldeo por inyección, Dimud ha completado más de 1.000 proyectos de fabricación a medida para clientes de toda Europa, Norteamérica y Oriente Medio.
Cómo podemos ayudarle a controlar sus costes totales de moldeo por inyección:
La participación temprana de DFM reduce los riesgos de diseño
Colaboramos estrechamente con nuestros clientes desde la fase de diseño del producto. Mediante un análisis DFM profesional y la simulación del flujo del molde, identificamos y eliminamos los posibles problemas de costes antes de empezar a fabricar las herramientas, lo que reduce significativamente el coste de las posteriores modificaciones del molde.
Fabricación de moldes de alta precisión para reducir las tasas de defectos
Los servicios de fabricación de moldes de Dimud se adhieren a un estándar de mecanizado de precisión de ±0,005 mm, con una tasa de aprobación de pruebas de moldes por primera vez superior a 98%, lo que acorta significativamente los plazos de los proyectos y reduce los costes de producción de las pruebas. Nuestros moldes están diseñados para una vida útil de más de 1 millón de ciclos, lo que reduce el coste por unidad de molde a largo plazo.
Servicios integrales de moldeo por inyección que eliminan los costes de coordinación
Equipados con más de 100 máquinas de moldeo por inyección (con una fuerza de cierre máxima de 1.300 toneladas), nos encargamos de todo, desde la creación de prototipos de lotes pequeños hasta la producción masiva a gran escala de hasta 50.000 unidades al mes. Con un exhaustivo control de calidad a lo largo de todo el proceso, que incluye IQC, IPQC y FQC, mantenemos sistemáticamente un índice de rendimiento en la primera pasada superior a 99%.
Tres fábricas que trabajan en tándem para cubrir toda la cadena de proceso
- Fábrica de moldes: Diseño y fabricación de moldes de precisión
- Fábrica CNC: Mecanizado de precisión y piezas metálicas
- Fábrica de electrónica: Ensamblaje de PCBA y componentes electrónicos
Esta capacidad de fabricación integrada significa que sólo tendrá que tratar con un único punto de contacto, y nosotros nos encargaremos de la coordinación de todo el proceso.
Gestión integral de la cadena de suministro
Desde la adquisición de materias primas hasta el envío del producto acabado, gestionamos una red de más de 3.000 proveedores. Mediante compras por volumen y rigurosas evaluaciones de los proveedores, ayudamos a nuestros clientes a optimizar los costes de las materias primas al tiempo que garantizamos una cadena de suministro estable.
Resumen
Los costes del moldeo por inyección nunca son una cifra única; reflejan una combinación de materiales, diseño, procesos, la cadena de suministro y las capacidades de los socios. Solo comprendiendo la estructura de costes podrá tomar decisiones más inteligentes en cada momento crítico, ya sea optimizando el diseño del producto, seleccionando una solución de molde o determinando estrategias de volumen de producción.
Si se enfrenta a presiones de costes en su proyecto de moldeo por inyección o no está seguro de si su enfoque actual es óptimo, ¿por qué no empieza con un análisis DFM gratuito? El equipo de ingeniería de Dimud le proporcionará información profesional en 24 horas, lo que podría ser el paso más gratificante de su proyecto.




