

PC-Kunststoff ist einer der leistungsstärksten technischen Thermoplaste auf dem Markt – und einer der unnachgiebigsten, wenn er falsch verarbeitet oder spezifiziert wird. Seine Kombination aus extremer Schlagfestigkeit, optischer Klarheit und thermischer Stabilität lässt sich mit keinem anderen handelsüblichen Material wirklich nachbilden. Doch die Empfindlichkeit von Polycarbonat gegenüber Feuchtigkeit, Verarbeitungstemperatur, chemischem Kontakt und Restformspannungen bedeutet, dass der Unterschied zwischen einem korrekt ausgeführten PC-Projekt und einem fehlgeschlagenen kleiner ist, als Ingenieure oft annehmen.
Dieser Leitfaden deckt beide Seiten dieser Gleichung ab. Aufbauend auf Dimuds Produktionserfahrung in den Bereichen Fahrzeugbeleuchtung, präzise optische Komponenten, Gehäuse für medizinische Geräte sowie Baugruppen für Robotik und Energiespeicherung vermittelt er die materialwissenschaftlichen Grundlagen, die Prozessdisziplin, die Logik des Formendesigns und den Compliance-Rahmen, die PC-Programme benötigen, um erfolgreich zu sein – von der Materialauswahl über die Erstmusterfreigabe bis hin zur Serienfertigung.
Was ist PC-Kunststoff?

Polycarbonat – allgemein als PC-Kunststoff abgekürzt – ist ein amorpher technischer Thermoplast, der durch Polykondensation von Bisphenol A (BPA) und Phosgen oder mittels des umweltfreundlicheren, phosgenfreien Schmelztransesterifizierungsverfahrens hergestellt wird, das zunehmend von großen Herstellern wie Covestro, SABIC und Mitsubishi Chemical.
Das charakteristische Merkmal der molekularen Architektur von PC ist die Karbonatbindungsgruppe (-O-CO-O-), die Bisphenol-A-Einheiten zu einer flexiblen Kette verbindet. Diese Carbonatgruppen bilden in Kombination mit den starren Benzolringen der Bisphenol-A-Komponente ein Polymer mit doppeltem Charakter: Die Benzolringe sorgen für Steifigkeit und Hitzebeständigkeit, während die Carbonatbindungen bei Stoßbelastung eine Energieabsorption durch Kettenverformung ermöglichen. Das Ergebnis ist ein Material, das leistet, was kein einphasiges Polymer kann – gleichzeitig hohe Steifigkeit und hohe Schlagfestigkeit, ohne die Sprödigkeit, die normalerweise mit Steifigkeit einhergeht.
Was PC-Kunststoff von allen anderen technischen Thermoplasten zu vergleichbaren Kosten unterscheidet:
- Gekerbte Izod-Schlagzähigkeit von über 600–850 J/m – etwa das Zehnfache derjenigen von PMMA-Acryl und das 2- bis 4-fache derjenigen von ABS
- Lichtdurchlässigkeit von 88–90% in optischen Qualitäten – vergleichbar mit Glas bei einem Sechstel des Gewichts
- Wärmeformbeständigkeit von 130–140 °C bei 1,82 MPa – geeignet für den Einsatz im Motorraum von Kraftfahrzeugen und für sterilisierbare Komponenten medizinischer Geräte
- Natürliche Flammwidrigkeit nach UL 94 V-2 bei Standardtypen; V-0 bei flammgeschützten Typen – ohne die Einbußen bei den mechanischen Eigenschaften, die flammgeschützte Additive bei den meisten anderen Polymeren verursachen
- Formstabilität vergleichbar mit ABS (Schrumpfung 0,5–0,71 %) – ermöglicht enge Toleranzen bei präzisen optischen und mechanischen Anwendungen
Was Sie PC-Kunststoff kostet:
- Hohe Schmelzviskosität, die höhere Zylindertemperaturen (260–320 °C) und höhere Einspritzdrücke als bei ABS oder PS erfordert
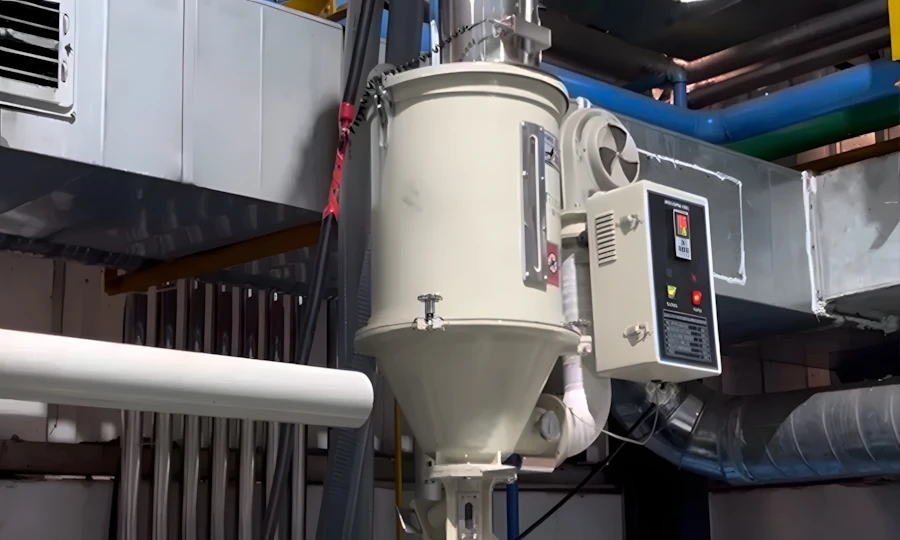
- Obligatorische Vortrocknung auf einen Feuchtigkeitsgehalt von < 0,021 % — eine der strengsten Trocknungsanforderungen in Spritzgießen
- Anfälligkeit für umgebungsbedingte Spannungsrisse (ESC), wenn chemischer Kontakt und Restformspannungen gleichzeitig auftreten
- UV-Verfärbung bei unbeschichteten Sorten nach längerer Witterungseinwirkung
- Die Materialkosten betragen etwa das 2- bis 3-Fache der Kosten für ABS – dies ist bei anwendungskritischen Einsatzbereichen gerechtfertigt, nicht jedoch bei Standardgehäusen
In Dimud, Die Anwendungen für PC-Kunststoffe reichen von Bauteilen für Scheinwerfergläser in der Automobilindustrie über transparente Sichtfenster für medizinische Geräte bis hin zu Gehäuseabdeckungen für Elektronik und strukturellen Abdeckungen für Roboterplattformen. Jeder Sektor stellt unterschiedliche Anforderungen an die Polycarbonat-Lieferkette – optische Klarheit für die Automobilindustrie, Biokompatibilitätszertifizierung für die Medizin, Flammschutzklasse für die Elektronik und Maßgenauigkeit für die Robotik – und unser Ingenieurteam berücksichtigt diese Anforderungen bereits in der DFM-Phase, bevor die Werkzeugherstellung in Auftrag gegeben wird.
Qualitätsstufen: Von Allzweck- bis hin zu optischem und medizinischem Polycarbonat

PC-Kunststoff ist kein einheitliches Produkt. Die handelsüblichen Typen decken ein breites Leistungsspektrum ab, und die Wahl des falschen Typs ist der häufigste Grund für Ausfälle im Praxiseinsatz bei Polycarbonat-Anwendungen.
Allzweck-PC (GP-PC)
Die Basis: BPA-Polycarbonat ohne spezielle Modifikationen, das die ausgewogene Kombination aus Schlagfestigkeit, Hitzebeständigkeit und optischer Klarheit bietet, die den Reiz dieses Polymers ausmacht. Zu den bekannten Handelsbezeichnungen gehören Lexan® 141 (SABIC), Makrolon® 2407 (Covestro) und Calibre® 301 (Trinseo).
GP-PC ist die Ausgangsbasis für die meisten PC-Programme bei Dimud. Zu den Anwendungsbereichen zählen transparente Abdeckungen, Instrumentengehäuse, Schutzscheiben und alle Bauteile, bei denen die Kombination aus Schlagfestigkeit und Klarheit von Polycarbonat gefragt ist, ohne dass besondere gesetzliche oder optische Präzisionsanforderungen bestehen.
PC in optischer Qualität
Entwickelt mit höherem Molekulargewicht, strengeren Reinheitskontrollen und einem geringeren Gehalt an Farbstoffen und Zusatzstoffen, um Folgendes zu erreichen:
- Lichtdurchlässigkeit: 89–91%
- Haze: < 1,01 TP3T (gegenüber 1,0–2,01 TP3T bei GP-PC)
- Gelbheitsindex: < 1,5
- Doppelbrechung: durch kontrollierte Ausrichtung bei der Verarbeitung minimiert
PC in optischer Qualität wird für Scheinwerferlinsen in Kraftfahrzeugen, Lichtleiterplatten in hintergrundbeleuchteten Displays, Kameralinsenelemente und präzise optische Instrumente verwendet. Er erfordert speziellen Formstahl (hochglanzpolierter S136-Edelstahl), kontrollierte Schmelztemperaturbereiche (±5 °C) und langsame Füllgeschwindigkeiten, um scherbedingte optische Spannungen zu minimieren – all dies ist Teil des Prozessprotokolls von Dimud für optisches PC.
Flammhemmendes PC (FR-PC)
Standard-PC erfüllt die Anforderung UL 94 V-2 von Haus aus. Flammgeschützte Typen mit Additiven auf Phosphorbasis (halogenfrei) oder auf Sulfonatbasis erreichen:
- UL 94 V-0 bei einer Wandstärke von 1,5 mm
- Konformität mit der Glühdrahtprüfung gemäß IEC 60695-2-12 bei 960 °C
- Beibehaltung der optischen Klarheit (transparentes FR-PC erhältlich)
- Geringere Schlagzähigkeit im Vergleich zu GP-PC (typischerweise 400–550 J/m gegenüber 600–850 J/m)
FR-PC ist für alle netzbetriebenen Elektronikgehäuse, Rechenzentrumskomponenten oder Teile für den Fahrzeuginnenraum vorgeschrieben, bei denen sowohl die Einhaltung der Brandschutznormen als auch die mechanischen Eigenschaften von Polycarbonat gleichzeitig erforderlich sind.
Hochtemperatur-PC und PC-Mischungen
| Note | Änderung | HDT | Hauptanwendung |
|---|---|---|---|
| PC für hohe Temperaturen | Alpha-Methylstyrol-Copolymer | 145–155 °C | LED-Gehäuse für den Motorraum von Kraftfahrzeugen |
| PC/ABS-Mischung | ABS-Legierung für bessere Verarbeitbarkeit | 105–125 °C | B-Säule für Kraftfahrzeuge, Laptop-Gehäuse |
| PC/PBT-Mischung | PBT für chemische Beständigkeit | 120–130 °C | Fahrzeugaußenbereich, Steckverbinder |
| PC/PMMA-Mischung | PMMA für Kratzfestigkeit | 125–135 °C | Displayabdeckungen, Kombiinstrumente |
| Glasfaserverstärkter PC (10–30% GF) | Glasfaserverstärkung | 145–160 °C | Konstruktionshalterungen, Präzisionsvorrichtungen |
| PC in medizinischer Qualität | USP Klasse VI / ISO 10993 | 130–138 °C | Gerätegehäuse, sterilisierbare Komponenten |
Gängige Harzmarken und ihre Bedeutung
Bei qualitätskritischen PC-Anwendungen – insbesondere in der Optik- und Medizinbranche – spielt die Marke des handelsüblichen Harzes eine wichtige Rolle, da sie die Konsistenz des Molekulargewichts, die Farbstabilität von Charge zu Charge sowie die Verfügbarkeit behördlicher Unterlagen bestimmt. Dimud bezieht seine Produkte von:
- Covestro Makrolon® — Bevorzugt für optische Anwendungen im Automobilbereich
- SABIC Lexan® — Besonders geeignet für medizinische und flammhemmende Anwendungen
- Mitsubishi Iupilon® / LG Chem Lupoy® — Preisgünstige Alternativen für GP- und FR-Programme
Die Harzmarke und die Chargennummer werden in jedem Produktionsprotokoll von Dimud PC dokumentiert, wobei das Material-CoC des Harzherstellers standardmäßig mitgeliefert wird.
Wichtige physikalische und mechanische Eigenschaften
| Eigentum | GP-PC | FR-PC (V-0) | PC in optischer Qualität | Prüfnorm |
|---|---|---|---|---|
| Dichte | 1,20–1,22 g/cm³ | 1,20–1,25 g/cm³ | 1,19–1,21 g/cm³ | ISO 1183 |
| Zugfestigkeit (Streckgrenze) | 55–70 MPa | 50–65 MPa | 58–68 MPa | ISO 527 |
| Biegemodul | 2.300–2.500 MPa | 2.200–2.500 MPa | 2.300–2.600 MPa | ISO 178 |
| Izod-Schlagzähigkeit mit Kerbe | 600–850 J/m | 400–550 J/m | 550–750 J/m | ISO 180 |
| Bruchdehnung | 80–150 % | 40–100 % | 80–130 % | ISO 527 |
| Wärmeformbeständigkeitstemperatur | 130–140 °C | 125–135 °C | 130–138 °C | ISO 75 (1,82 MPa) |
| Vicat-Erweichungspunkt | 145–155 °C | 140–150 °C | 147–155 °C | ISO 306 |
| Formschrumpfung | 0,5–0,7 % | 0,4–0,7 % | 0,5–0,6 % | ISO 294-4 |
| Wasseraufnahme (24 Std.) | 0,15–0,35 % | 0,15–0,30 % | 0,10–0,20 % | ISO 62 |
| Lichtdurchlässigkeit | 88–90 % | 85–89% (klar, flammhemmend) | 89–91 % | ISO 13468 |
| Dunst | 0,8–1,5 % | 1,0–2,0 % | < 1,0 % | ISO 14782 |
| Brechungsindex | 1.586 | 1.585 | 1.586 | ISO 489 |
| Durchschlagfestigkeit | 15–18 kV/mm | 14–17 kV/mm | 15–18 kV/mm | IEC 60243 |
| Entflammbarkeit (natürlich) | UL 94 V-2 | UL 94 V-0 | UL 94 V-2 | UL 94 |
| Schlagfestigkeit bei niedrigen Temperaturen (−20 °C) | Keine Pause | Keine Pause | Keine Pause | ISO 180 |
Dimud Engineering Note – Die Trocknungsanforderung, die alles verändert
Die Wasseraufnahme von PC-Kunststoff in Höhe von 0,15–0,351 % klingt zwar gering – doch Polycarbonat reagiert während der Verarbeitung besonders empfindlich auf hydrolytischen Abbau. Ein Feuchtigkeitsgehalt von über 0,021 TP3T beim Eintritt in den Zylinder führt bei Schmelztemperatur zu Kettenspaltung, wodurch das Molekulargewicht und damit die Schlagzähigkeit, die optische Klarheit und die Oberflächenqualität dauerhaft verringert werden. Im Gegensatz zu ABS (das einen Feuchtigkeitsgehalt von 0,11 TP3T verträgt) muss PC auf < 0,021 TP3T getrocknet werden – ein Zielwert, der den Einsatz von Entfeuchtungs-Trichtertrocknern bei 110–120 °C für mindestens 4–6 Stunden erfordert, mit einem Trocknungsmittel-Taupunkt unter −30 °C. Bei Dimud wird der Feuchtigkeitsgehalt vor jedem Produktionslauf von PC in optischer und medizinischer Qualität durch Karl-Fischer-Titration an Harzproben überprüft. Dies ist kein optionaler Schritt – es ist die häufigste Ursache für Produktionsfehler bei PC in der gesamten Branche.
PC-Spritzguss: Prozessparameter und kritische Kontrollpunkte
PC-Kunststoff ist das anspruchsvollste handelsübliche Polymer, das sich für den korrekten Spritzguss eignet. Aufgrund seiner hohen Schmelzviskosität, der engen Feuchtigkeitstoleranz, der Empfindlichkeit gegenüber Scherbeanspruchung und der hohen Anforderungen an die Formtemperatur ist eine strikte Einhaltung der Prozessvorschriften unabdingbar. Die folgenden Parameter stellen die validierten Produktionseinstellungen für alle PC-Programme von Dimud dar.
Zylinder- und Schmelztemperatur
| Zone | GP-PC / FR-PC | PC in optischer Qualität | PC für hohe Temperaturen | Anmerkungen |
|---|---|---|---|---|
| Rückseite (Eingabe) | 240–260 °C | 250–265 °C | 260–275 °C | Kontrollierter Zugang; keine kalten Bereiche |
| Mittel (Kompression) | 260–285 °C | 270–290 °C | 280–300 °C | Erstschmelze; Homogenitätsziel |
| Vorderseite (Messung) | 270–300 °C | 280–305 °C | 290–315 °C | Endschmelztemperatur; Viskositätskalibrierung |
| Düse | 260–290 °C | 270–295 °C | 280–305 °C | Standard-Düse mit umgekehrter Verjüngung für PC |
Kritische Obergrenze: PC-Kunststoff zersetzt sich bei Temperaturen über 320–330 °C, wobei Bisphenol-A-Monomer freigesetzt wird und es zu gelben Verfärbungen, schwarzen Flecken sowie einer verminderten Schlagzähigkeit kommt. Die Verweildauer im Zylinder muss streng kontrolliert werden – Dimud legt für jede PC-Maschinenkonfiguration maximale Verweildauergrenzen fest und dokumentiert diese in der Prozess-FMEA.
Temperatur der Form
PC-Kunststoff erfordert eine deutlich höhere Formtemperatur als die meisten Thermoplaste: 80–120 °C
Dies ist der Parameter, der in PC-Programmen von Ingenieuren, die an ABS- oder PS-Werkzeuge gewöhnt sind, am häufigsten nicht ausreichend spezifiziert wird:
- 80–90 °C: Mindestanforderung; ausreichend für nicht-optische Bauteile mit einer Wandstärke von mehr als 3 mm.
- 90–100 °C: Standard für transparente GP-PC-Teile; ausreichender Glanz und ausreichende Klarheit.
- 100–110 °C: Unverzichtbar für PC-Linsen in optischer Qualität, Präzisionsprismen und Lichtleiterplatten. Entscheidend für die Minimierung der Doppelbrechung und das Erreichen eines Trübungswerts von < 1,01 TP3T.
- 110–120 °C: Geeignet für dünnwandiges optisches PC (< 1,5 mm) und hochwärmeleitfähige PC-Typen, bei denen die Bildung einer kristallinen Oberflächenstruktur kontrolliert werden muss.
Um eine gleichmäßige Formtemperatur von 100–120 °C zu erreichen, sind Druck-Heißwasser-Temperaturregler erforderlich (keine herkömmlichen Ölgeräte). Die optischen Programme von Dimud nutzen spezielle Heißwasser-Formtemperaturgeräte und überprüfen die Gleichmäßigkeit der Formoberflächentemperatur mittels Wärmebildtechnik, bevor die Produktion freigegeben wird.
Einspritzgeschwindigkeit und -druck
Aufgrund der hohen Schmelzviskosität von PC ist ein höherer Einspritzdruck erforderlich als bei jedem anderen handelsüblichen Thermoplast:
- Einspritzdruck: 100–160 MPa (deutlich höher als bei ABS mit 80–140 MPa)
- Haltedruck: 60–80 % des Einspritzdrucks (hoch; erforderlich, um die geringe Kompressibilität von PC auszugleichen)
- Gegendruck: 5–15 MPa – wird niedrig gehalten, um die Scherwärmeentwicklung und den Molekulargewichtsverlust zu minimieren
- Einspritzgeschwindigkeit: Langsam bis mäßig – dies ist entscheidend und oft nicht intuitiv. Eine schnelle Einspritzung von PC erzeugt übermäßige Scherbeanspruchung, insbesondere am Anguss, was bei optischen Bauteilen zu flussbedingter Doppelbrechung und bei Strukturteilen zu Schwachstellen an der Schweißnaht führt. Eine kontrollierte Befüllung über 3–8 Sekunden ist typisch für Programme für optische Bauteile.
Trocknungsprotokoll
| Parameter | GP-PC | PC in optischer Qualität | PC in medizinischer Qualität | PC-Regranulat |
|---|---|---|---|---|
| Trocknertyp | Entfeuchtungstrichter (Taupunkt ≤ −30 °C) | Dasselbe | Dasselbe | Dasselbe |
| Temperatur | 110–120 °C | 115–120 °C | 115–120 °C | 110 °C |
| Dauer | 4–6 Stunden | 5–6 Stunden | 5–6 Stunden | 4–5 Stunden |
| Zielfeuchte | < 0,02 % | < 0,01 % | < 0,02 % | < 0,02 % |
| Verifizierungsmethode | Feuchtigkeitsmessgerät | Karl-Fischer-Titration | Karl-Fischer-Titration | Feuchtigkeitsmessgerät |
| Maximaler Nachmahlanteil | 10–15 % | 0 % (nur für Neufahrzeuge) | 0 % (nur für Neufahrzeuge) | — |
Häufige Mängel und Abhilfemaßnahmen
| Defekt | Grundlegende Ursache | Korrekturmaßnahme |
|---|---|---|
| Silberne Streifen / Ausläufer | Feuchtigkeitsgehalt über 0,021 %; hydrolytischer Abbau | Trocknungszeit verlängern; Taupunkt überprüfen; Dichtheit des Trichters prüfen |
| Gelbliche Verfärbung / braune Streifen | Überhitzung der Schmelze; lange Verweilzeit | Zylindertemperatur senken; Zylindergröße anpassen; regelmäßig spülen |
| Optische Trübung / Trübheit | Formtemperatur zu niedrig; Verunreinigungen; Feuchtigkeit | Formtemperatur auf über 100 °C erhöhen; Trocknung überprüfen; Werkzeug reinigen |
| Doppelbrechung / Spannungsmuster | Füllgeschwindigkeit zu hoch; Formtemperatur zu niedrig | Langsames Einspritzen; Formtemperatur erhöhen; nach dem Formen tempern |
| Schweißnähte (schwach / sichtbar) | Niedrige Schmelztemperatur; ungünstige Angussposition | Schmelztemperatur erhöhen; Anguss verlegen; Formtemperatur erhöhen |
| Verzug | Ungleichmäßige Abkühlung; unterschiedliche Schrumpfung | Ausgleichskühlung; gleichmäßige Wandstärke; Nachformvorrichtung |
| Einfallstellen | Dicke Werkstücke; unzureichender Anpressdruck/Anpresszeit | Dicke Stellen aushöhlen; den Anpressdruck erhöhen |
| Knacken / ESC | Chemischer Kontakt + Restspannung | Teile glühen; ESC-Mittel vermeiden; DFM überprüfen (siehe Abschnitt 6) |
| Kurzer Schlag | Druck zu gering; Schmelze zu zähflüssig | Einspritzdruck erhöhen; Zylindertemperatur erhöhen |
| Oberflächenkratzer | Werkzeugstahl mit unzureichender Härte für optische Anwendungen | Edelstahl S136 angeben; SPI A1-Polierung; vorsichtig behandeln |
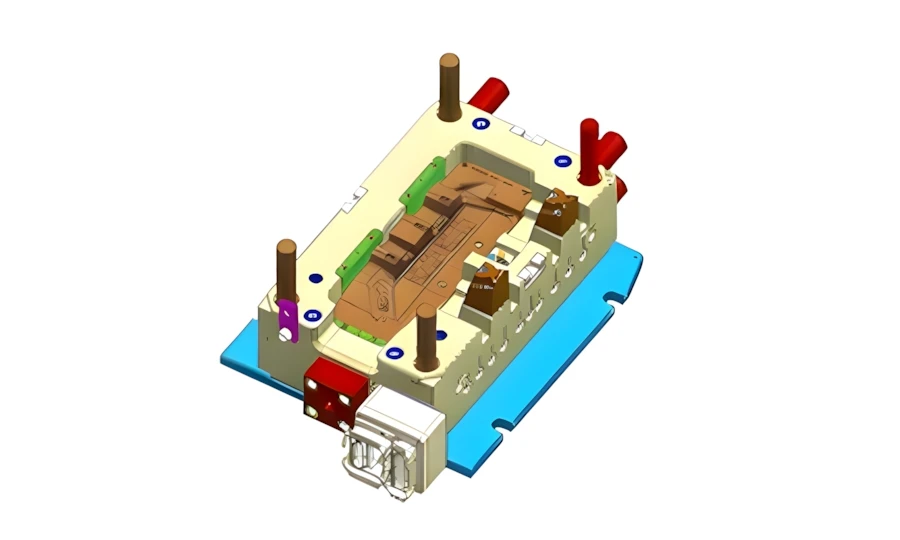
Überlegungen zur Formkonstruktion für Polycarbonat-Bauteile
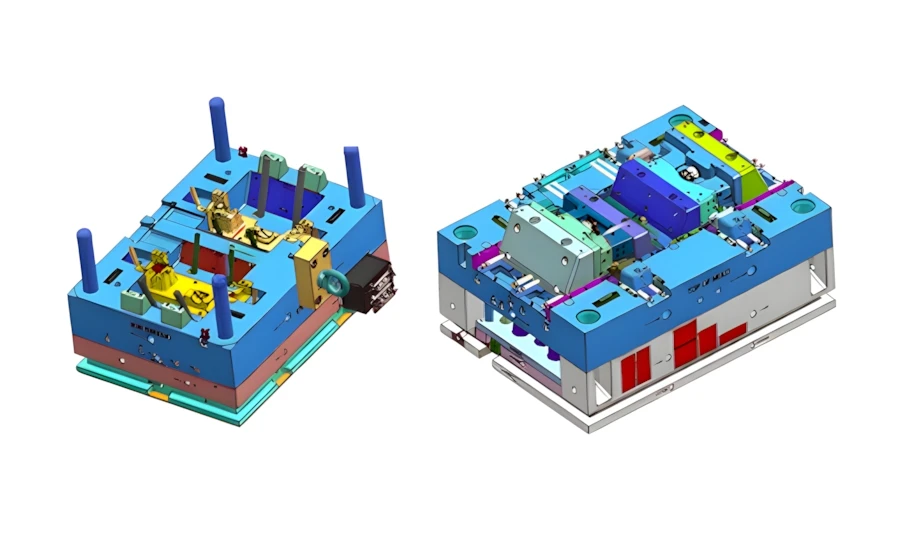
Die Kombination aus hoher Schmelzviskosität, erhöhten Verarbeitungstemperaturen, strengen optischen Anforderungen und der Anfälligkeit für ESC bei PC-Kunststoffen stellt Anforderungen an die Formkonstruktion, die strenger sind als bei ABS oder PS. Eine für GP-ABS konzipierte Form wird ohne systematische Anpassungen bei optischem PC keine zufriedenstellende Leistung erbringen.
Gestaltung und Lage des Tors
Die hohe Viskosität von PC erfordert großzügig dimensionierte Angusskanäle – zu kleine Angusskanäle erzeugen übermäßige Scherbeanspruchung, was zu folgenden Problemen führt:
- Doppelbrechung unmittelbar hinter dem Gate (für optische Anwendungen unzulässig)
- Schwäche an der Schweißnaht an Konvergenzstellen an der Fließfront
- Lokale Verringerung des Molekulargewichts durch Scherabbau
Richtlinien zur Gate-Dimensionierung für PC:
- Angussstärke: mindestens 75–100 µm Wandstärke an der Angussstelle (im Vergleich zu 60 µm bei ABS)
- Gate-Spalt: maximal 0,5–1,0 mm
- Lüftungsschlitze: bevorzugt bei flachen optischen Platten und Displayabdeckungen – verteilen die Füllspannung über eine breite Fläche und minimieren so die Konzentration der Doppelbrechung
- Unterwasser-Angusskanäle: für strukturelle GPPC-Teile zulässig; bei optischen Anwendungen aufgrund der Scherbeanspruchung an der Angussspitze zu vermeiden
- Heißkanal-Nadelverschlüsse: empfohlen für PC-Programme mit hohen Stückzahlen – machen Kaltkanäle überflüssig und ermöglichen eine präzise Steuerung des Angusszeitpunkts zur Regelung der Fülldynamik bei dünnwandigen optischen Bauteilen
Laufschuhdesign
PC erfordert größere Kanalquerschnitte als ABS oder PS, um die Schmelztemperatur aufrechtzuerhalten und den Druckabfall zu minimieren:
- Durchmesser des Rundprofils: 6–10 mm (größer als die für ABS typischen 4–8 mm)
- Angusslänge: minimiert; lange Angüsse führen zu Temperaturverlusten, die die scheinbare Viskosität erhöhen und den erforderlichen Einspritzdruck steigern
- Heißkanalblock: empfohlen für PC-Werkzeuge mit mehr als 4 Kavitäten; sorgt für eine gleichmäßige Schmelzetemperatur über alle Auslässe hinweg und verhindert durch Temperaturgradienten verursachte optische Abweichungen
Stahlauswahl – entscheidend für den PC
Die hohen Verarbeitungstemperaturen und optischen Anforderungen von PC stellen strenge Anforderungen an die Stahlauswahl:
| Stahl | Anwendung | Anmerkungen |
|---|---|---|
| S136 (polierbarer Edelstahl) | PC in optischer Qualität: Linsen, Lichtleiter, Prismen | SPI A1 hochglanzpoliert; beständig gegen PC-Ausgasungen |
| 718H (vorgehärteter Edelstahl) | PC in medizinischer Qualität; transparente Abdeckungen | Gute Polierbarkeit + Korrosionsbeständigkeit zu geringeren Kosten als bei S136 |
| H13 (gehärtet, 48–52 HRC) | Hochleistungs-GP-PC-Verbundwerkstoff; glasfaserverstärktes PC | Prüfung der Hitzebeständigkeit bei erhöhten Formtemperaturen (100 °C+) |
| P20 (vorgehärtet) | Nicht-kosmetisches Struktur-PC (Prototypen/Kleinserien) | Für Programme mit kurzer Laufzeit geeignet; für optische Anwendungen nicht empfohlen |
P20 ist für optische PC-Programme nicht geeignet. Bei Formtemperaturen von 100–120 °C führt die geringere Härte von P20 zu einem beschleunigten Verschleiß an den Trennlinien und Angusskanten, was innerhalb von 50.000–100.000 Schuss zu Gratbildung und einer Verschlechterung der Oberflächenoptik führt.
Auslegung des Kühlsystems
Die hohen Anforderungen an die Formtemperatur bei PC-Kunststoffen (80–120 °C) erfordern ein aktives Heiz- und Kühlsystem – keinen passiven Kühlkreislauf:
- Es sind Temperaturregler für unter Druck stehendes Heißwasser (Bereich 80–120 °C) erforderlich; bei nicht-optischen Verfahren (< 100 °C) können diese durch Öltemperaturregler ersetzt werden
- Das Design der Kühlkanäle zielt auf eine Temperaturgleichmäßigkeit von ±3 °C über die gesamte Formhohlraumoberfläche ab – das ist genauer als der für ABS geltende Standard von ±5 °C
- Bei optischen Programmen setzt Dimud auf konforme Kühlung mit S136-Einsätzen, um eine gleichmäßige Oberflächentemperatur zu erzielen, die für die Kontrolle von Trübungen und Doppelbrechung entscheidend ist
- Bei der Konstruktion von Werkzeugen für PC-Teile mit engen Maßtoleranzen werden Vorrichtungen zum Nachformglühen integriert, um Restspannungen abzubauen, die andernfalls im Betrieb zu Verformungen führen würden
Entlüftung
PC-Kunststoff entwickelt bei der normalen Verarbeitung nur minimale Gasmengen, doch eine unzureichende Entlüftung in Verbindung mit hohem Einspritzdruck führt zu Verbrennungsspuren durch den sogenannten „Diesel-Effekt“ an den letzten Füllstellen:
- Entlüftungstiefe: 0,03–0,05 mm (etwas tiefer als bei ABS, um dem höheren Fülldruck von PC Rechnung zu tragen)
- Lüftungsspalt: 3–5 mm
- Entlüftung an der peripheren Trennfuge sowie vakuumunterstützte Entlüftung bei Programmen mit tiefen optischen Kavitäten
- Entlüftung des Auswerferstiftabstands bei allen tiefen Rippen
Auswurfsystem
Dank der hohen Schlagzähigkeit und der guten Duktilität von PC ist das Auswerfen weniger problematisch als bei sprödem PS, doch für Anwendungen in der Optik und Medizin gelten strenge Anforderungen:
- Keine Auswerferstifte an optischen Oberflächen – Auswerfen von Abstreifringen oder Hülsen nur bei optischen Teilen
- Bei transparenten GP-PC-Gehäusen: Auswerferstifte befinden sich ausschließlich in nicht sichtbaren Bereichen
- Berechnung der Auswurfkraft in der DFM-Phase; die hohe Steifigkeit von PC erfordert bei gleichen Entformungswinkeln eine höhere Auswurfkraft als bei ABS
- Für optische Präzisionsteile wird ein Tempern nach dem Entformen empfohlen: 2–4 Stunden bei 120–125 °C in einem Umluftofen nach dem Entformen
Umgebungsbedingte Spannungsrisse: Die am meisten missverstandene Ausfallursache bei PC-Platinen

Umweltbedingte Spannungsrisse (ESC) sind die häufigste Ursache für Ausfälle von PC-Kunststoffteilen im Betrieb – und gleichzeitig die Ausfallart, die bei der Konstruktion und Spezifikation am häufigsten übersehen wird. Das Verständnis von ESC ist für Ingenieure, die Polycarbonat-Bauteile spezifizieren, unverzichtbar.
Was bedeutet „ESC“ am PC?
ESC tritt auf, wenn sich Rest- oder aufgebrachte Zugspannung in einem geformten PC-Teil mit dem Kontakt zu einer bestimmten Klasse chemischer Substanzen verbindet – selbst bei Konzentrationen und Einwirkungsdauern, die auf ein spannungsfreies Prüfstück keine Auswirkungen hätten. Der Mechanismus: Chemische Substanzen senken die Aktivierungsenergie, die für die Rissbildung an der Oberfläche erforderlich ist. Die Spannung liefert die treibende Kraft für die Rissausbreitung. Zusammen führen diese beiden Faktoren zu Rissbildung bei Spannungsniveaus, die um eine Größenordnung unter der gemessenen Zugfestigkeit des Materials liegen.
Zu den für PC-Kunststoff für ESC anfälligen Chemikalienklassen gehören:
- Aromatische Kohlenwasserstoffe: Toluol, Xylol (häufig in Farben und Klebstoffen enthalten)
- Ester und Ketone: Aceton, MEK, Ethylacetat (Reinigungsmittel, Klebstoffträger)
- Chlorierte Lösungsmittel: Methylenchlorid, Trichlorethylen
- Stark alkalische Lösungen: Ammoniumhydroxid (Fensterreiniger, Desinfektionsmittel)
- Bestimmte Formtrennmittel und Schmiermittel
- Bestimmte Sonnenschutzmittel und kosmetische Formulierungen (von entscheidender Bedeutung für Medizinprodukte für Endverbraucher)
Was führt NICHT zu einem ESC-Fehler auf dem PC: Verdünnte Säuren, Alkohole (Isopropanol, Ethanol in Konzentrationen < 50%), aliphatische Kohlenwasserstoffe, viele gängige Reinigungsmittel.
So verhindern Sie den ESC-Befehl in PC-Programmen
Die ESC-Prävention bei Dimud ist eine Maßnahme, die bereits in der Planungsphase erfolgt, und keine Nachbesserung nach einem Ausfall:
- Restspannungen minimieren: Hohe Formtemperaturen (über 100 °C), langsame Füllgeschwindigkeiten, ein angemessener Nachdruck und das Tempern nach dem Formpressen reduzieren die Restspannung, was die treibende Kraft hinter ESC ist. Dimud bezieht das Management von Restspannungen als Standardziel in die Einrichtung des PC-Prozesses ein.
- Ermittlung chemischer Kontakte während der DFM: Dimuds DFM-Prüfung für PC-Programme umfasst eine Bewertung der chemischen Kontaktbedingungen – welche Reinigungsmittel, Klebstoffe, Etiketten, Beschichtungen und Verpackungsmaterialien kommen bei der Montage, im Gebrauch und in der Logistik mit dem Bauteil in Kontakt?
- Geben Sie bei Bedarf ESC-resistente Sorten an: PC/PBT-Mischungen verbessern die Beständigkeit gegenüber ESC im Vergleich zu GP-PC erheblich. Für Anwendungen, bei denen eine chemische Beanspruchung unvermeidbar ist, empfiehlt und validiert das Entwicklungsteam von Dimud die geeignete Mischung oder modifizierte Typenausführung.
- Entwerfen Sie eine spannungsfreie Geometrie: Großzügige Eckenradien (mindestens 1,5 mm), eine gleichmäßige Wandstärke und Angussformen, die flussbedingte Restspannungen minimieren, senken das Risiko von ESC direkt.
- Vor der Produktion validieren: Bei Anwendungen mit bekanntem ESC-Risiko führt Dimud chemische Tauchprüfungen gemäß ISO 22088 oder kundenspezifische Protokolle an T1-Musterteilen, bevor die Qualifizierung der Produktionswerkzeuge abgenommen wird.
Anwendungen in der Industrie
Automobilindustrie
Automobilindustrie ist der größte und technisch anspruchsvollste Anwendungsbereich für PC-Kunststoff, in dem die Kombination aus Schlagfestigkeit, optischer Klarheit und thermischer Stabilität des Materials Anforderungen erfüllt, die kein konkurrierender Thermoplast gleichzeitig erfüllen kann.
Scheinwerfer- und Rücklichtgläser (PC in optischer Qualität): PC-Kunststoff hat Glas als Hauptmaterial für Linsen in der Außenbeleuchtung von Kraftfahrzeugen abgelöst. Die wirtschaftlichen Vorteile sind überzeugend: PC-Scheinwerferbaugruppen sind 50% leichter als ihre Glaspendants, lassen sich im Spritzgussverfahren zu komplexen aerodynamischen Geometrien formen, die mit Glas nicht realisierbar wären, und halten Steinschlägen stand, ohne zu zerbrechen. Optisches PC mit einer Lichtdurchlässigkeit > 88% und einer Trübung < 1,0% ist die Standardspezifikation für Projektionsscheinwerferlinsen und LED-Rückleuchtenabdeckungen. UV-beständige PC-Typen oder eine Hartbeschichtung im Nachgang sind erforderlich, um Vergilbung und Oberflächenrisse während der Lebensdauer des Fahrzeugs zu verhindern.
Dimud fertigt PC-Komponenten für den Einsatz im Scheinwerferbereich nach optischen Spezifikationen für die Automobilindustrie: Gelbindex < 2,0, Trübungswert < 1,5%, Maßtoleranz ±0,10 mm an den Positionierungsflächen der Linsen, standardmäßig mit PPAP-Dokumentation der Stufe 3.
Abdeckungen für Kombiinstrumente und HMI-Panels (optisches PC / PC-PMMA): Transparente Abdeckungen für Kombiinstrumente, Touch-Bedienfelder und Infotainment-Displays. PC bietet die Kratzfestigkeit (insbesondere bei PC/PMMA-Mischungen), die Formstabilität und die Haftfestigkeit der Antireflexbeschichtung, die für Display-Panels im Fahrzeuginnenraum erforderlich sind. PC-Teile in dieser Anwendung werden gemäß dem Beschlagtest für Fahrzeuginnenräume (ISO 6452) und der Haftfestigkeit der Antireflexbeschichtung (Kreuzschraffur nach ISO 2409) geprüft.
Strukturelle Innenausstattungsteile (PC/ABS): B-Säulenverkleidungen, tragende Unterkonstruktionen für Türverkleidungen und tragende Rahmen für Mittelkonsolen. PC/ABS-Mischungen bieten gegenüber ABS eine höhere HDT, eine bessere Schlagzähigkeit bei niedrigen Temperaturen und eine verbesserte Schweißnahtfestigkeit, wie sie die strukturellen Spezifikationen der Erstausrüster erfordern – und das bei einer besseren Verarbeitbarkeit als reines PC.
Abdeckungen für EV-Batteriemodule und Komponenten für das Wärmemanagement (FR-PC): Angesichts des raschen Übergangs zu Elektrofahrzeugen wird FR-PC zunehmend für die oberen Abdeckungen von Batteriemodulen, Gehäuse für BMS-Steuerungen und Hochspannungsstecker – wo die Kombination aus der Brandschutzklasse UL 94 V-0, der Dimensionsstabilität bei Temperaturwechselbeanspruchung (−40 °C bis +120 °C) und der Durchschlagfestigkeit (15–18 kV/mm) alle Anforderungen gleichzeitig erfüllt.
Medizinische Geräte
PC-Kunststoff spielt eine entscheidende und zunehmend wichtige Rolle bei Herstellung medizinischer Geräte, bedingt durch drei Eigenschaften, die sich nur schwer gleichzeitig vereinen lassen: optische Klarheit für Sichtfenster und diagnostische Optik, Formstabilität für Präzisionsinstrumentengehäuse sowie Kompatibilität mit Gamma- und EO-Sterilisationsverfahren.
Außengehäuse und Sichtfenster für Diagnosegeräte (PC in medizinischer Qualität): Gehäuse für Blutanalysegeräte, Zubehör für die diagnostische Bildgebung und Geräte zur Patientenüberwachung. PC-Harz in medizinischer Qualität, zertifiziert nach USP Klasse VI und ISO 10993-1, ist die erforderliche Spezifikation für alle Komponenten, die mit Reinigungs- und Desinfektionsmitteln in Kontakt kommen können. Die medizinischen PC-Programme von Dimud verwenden ausschließlich Protokolle für Neuware mit dokumentierter Rückverfolgbarkeit der Chargen vom Harzlieferanten bis zum fertigen Bauteil.
Sterilisationsverträgliche Geräteteile (gammastabiles PC): Standard-PC ist für die Sterilisation durch Gammastrahlung bis zu etwa 25 kGy geeignet, ohne dass es zu einer nennenswerten Vergilbung kommt – ein entscheidender Vorteil gegenüber dem engsten Konkurrenten von PC, PMMA, das unter Gammastrahlung deutlich vergilbt. Für Produkte, die sowohl optische Klarheit als auch wiederholte Gamma-Sterilisationszyklen erfordern, ist PC die bevorzugte Materialwahl. Dimud validiert die Gamma-Stabilität an Musterteilen bei der vorgeschriebenen Sterilisationsdosis im Rahmen der Qualifizierung für medizinische Anwendungen.
Griffe für chirurgische Instrumente und Schutzhüllen (GP-PC / GF-PC): Dank seiner hohen Schlagfestigkeit, seiner chemischen Verträglichkeit mit Desinfektionsmitteln, die für die Autoklavierung geeignet sind (Anmerkung: PC ist nicht autoklavierbar – Dampf bei 121 °C überschreitet seine HDT), und seiner Fähigkeit, wiederholten Reinigungszyklen standzuhalten, ist PC der Standard für Schutzhüllen für Instrumente und nicht sterile Bauteile in chirurgischen Umgebungen.
Mikrofluidik und Lab-on-Chip-Geräte (PC in optischer Qualität): PC-Kunststoff ist das vorherrschende Substratmaterial für mikrofluidische Diagnosechips und Lab-on-Chip-Plattformen – seine optische Klarheit ermöglicht die Fluoreszenzdetektion, seine Formstabilität erlaubt eine Kanalgenauigkeit im Mikrometerbereich, und seine Kompatibilität mit Lösungsmittel- und thermischen Verbindungsverfahren ermöglicht die Fertigung im Wafer-Maßstab.
Unterhaltungselektronik
Unterhaltungselektronik Die Anwendungsbereiche für PC-Kunststoff konzentrieren sich auf Bereiche, in denen eine Kombination aus Schlagfestigkeit und optischer Transparenz erforderlich ist – eine Eigenschaftskombination, die die meisten konkurrierenden Polymere in erschwinglichen Preisklassen ausschließt.
Schutzhüllen für Smartphones und Tablets (PC in optischer Qualität): Displayschutzfolien, Rückseitenfenster und Kameralinsenschutzfolien in hochwertigen Mobilgeräten. PC mit einer Wandstärke von 0,4–0,8 mm bietet eine Stoßenergieabsorption, die PMMA bei gleicher Dicke nicht erreichen kann. Bei PC-Platten für Unterhaltungselektronik wird nach dem Formpressen eine Hartbeschichtung (Kratzfestigkeit > 3H Bleistifthärte gemäß ISO 15184) aufgebracht.
Laptop- und Monitorrahmen (PC/ABS): PC/ABS-Mischungen sind das vorherrschende Material für Notebook-Displays und Monitorrahmen – sie vereinen die Formstabilität und Oberflächenqualität von PC mit der besseren Verarbeitbarkeit und den geringeren Kosten von ABS.
LED-Abdeckungen und Diffusoren (PC in optischer Qualität / UV-stabilisiertes PC): PC-Lichtabdeckungen verbinden eine Lichtdurchlässigkeit von > 88% mit der Schlagfestigkeit, die PC in vandalismusanfälligen Anwendungen von PMMA unterscheidet. UV-stabilisierte PC-Typen mit gehinderten Amin-Lichtschutzmitteln (HALS) behalten ihre optische Klarheit über mehr als 50.000 Betriebsstunden der Lampe bei, ohne nennenswert zu vergilben.
Stromversorgungs- und Schaltschränke (FR-PC): FR-PC mit der Einstufung UL 94 V-0 ist für Gehäuse von Netzteilen, Ladegeräten und alle netzbetriebenen Elektronikgehäuse vorgesehen, bei denen neben der Flammwidrigkeit auch die mechanische Leistungsfähigkeit von Polycarbonat erforderlich ist.
Robotik und Energiespeicherung
Robotergehäuse und Gelenkgehäuse (GP-PC / GF-PC): Abdeckungen für Cobot-Arme müssen schlagfest sein (um die inneren Mechanismen vor Kollisionen während des kollaborativen Betriebs zu schützen), leicht und maßgenau. GP-PC oder 10–15% GF-PC bieten das für Cobot-Plattformkonstruktionen erforderliche Verhältnis von Steifigkeit zu Gewicht sowie die erforderliche Maßhaltigkeit. Die hohe HDT von PC ermöglicht zudem die Ableitung der Wärmeentwicklung von Servomotoren, die an die Gehäuse angrenzen.
Hochspannungssteckverbindergehäuse (FR-PC): Hochspannungssteckverbinder für Elektrofahrzeuge und Energiespeicher arbeiten bei Sammelschienen-Spannungen von 400 V bis 800 V, wobei dielektrische Eigenschaften, Flammwidrigkeit und Formstabilität unter thermischen Wechselbeanspruchungen gleichermaßen unerlässlich sind. FR-PC nach UL 94 V-0 mit einer Durchschlagfestigkeit von > 15 kV/mm ist die technische Lösung, die Dimud für diese Anwendungskategorie anbietet – validiert durch Qualifizierungsprüfungen für Hochspannungssteckverbindergehäuse gemäß IEC 60664-1.
Transparente Sichtfenster für das Batteriemanagementsystem (PC in optischer Qualität): BMS-Gehäuse in Lithium-Ionen-Batteriemodulen sind zunehmend mit transparenten Sichtfenstern ausgestattet, die eine visuelle und infrarote Überprüfung der Zelloberflächen ermöglichen, ohne dass das Modul geöffnet werden muss. PC-Kunststoff mit einer Wandstärke von 2–3 mm bietet die für diese Anwendung erforderliche Kombination aus optischer Klarheit, Schlagfestigkeit und Flammwidrigkeit.
Sensorfenster und Schutzabdeckungen für Endeffektoren (PC in optischer Qualität): Schutzabdeckungen für Bildsensoren, LIDAR-Fenster und Strukturlichtprojektoren in Roboter-Endeffektoren erfordern eine optische Durchlässigkeit von > 88% im sichtbaren und nahen Infrarotbereich sowie eine hohe Widerstandsfähigkeit gegen Stoßbelastungen. PC in optischer Qualität ist bei Dimud die Standardausführung für diese Anwendung.
PC-Kunststoff im Vergleich zu anderen Materialien

| Eigentum | PC | PC/ABS | PMMA | ABS | PEI (Ultem) |
|---|---|---|---|---|---|
| Schlagfestigkeit | ★★★★★ | ★★★★★ | ★★☆☆☆ | ★★★★☆ | ★★★★☆ |
| Optische Klarheit | ★★★★★ | ★★★☆☆ | ★★★★★ | ★★☆☆☆ | ★★☆☆☆ |
| Wärmebeständigkeit (HDT) | ★★★★★ | ★★★★☆ | ★★★☆☆ | ★★★☆☆ | ★★★★★ |
| Formstabilität | ★★★★★ | ★★★★☆ | ★★★★☆ | ★★★★☆ | ★★★★★ |
| Chemikalienbeständigkeit (ESC) | ★★★☆☆ | ★★★☆☆ | ★★★★☆ | ★★★☆☆ | ★★★★★ |
| Kratzfestigkeit | ★★★☆☆ | ★★★☆☆ | ★★★★★ | ★★★☆☆ | ★★★☆☆ |
| Einfache Verarbeitung | ★★★☆☆ | ★★★★☆ | ★★★☆☆ | ★★★★★ | ★★☆☆☆ |
| Flammwidrigkeit (naturbelassen) | ★★★★☆ (V-2) | ★★★☆☆ | ★★☆☆☆ | ★★☆☆☆ (HB) | ★★★★★ (V-0) |
| Rohstoffkosten | $$$ Hoch | $$ Mittel | $$ Mittel | $$ Mittel | $$$$$ Sehr hoch |
| Gammastrahlensterilisation | ★★★★☆ | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | ★★★☆☆ |
PC vs. PMMA: Beide Materialien bieten eine hervorragende optische Klarheit, doch PC hat deutliche Vorteile hinsichtlich der Schlagfestigkeit (10-mal höher als PMMA) und der Eignung für die Gamma-Sterilisation. PMMA punktet hingegen bei der Kratzfestigkeit und der Beständigkeit gegen ESC. Für Anwendungen, bei denen Kratzfestigkeit entscheidend ist (z. B. Display-Scheiben in Umgebungen mit hohem Berührungsaufkommen), ist PC mit Hartbeschichtung die Standardlösung.
PC vs. PC/ABS: PC/ABS-Mischungen bieten im Vergleich zu reinem PC eine bessere Verarbeitbarkeit, geringere Kosten und eine geringere Empfindlichkeit gegenüber ESC. Für Anwendungen, bei denen die volle Schlagzähigkeit und Wärmebeständigkeit von PC nicht erforderlich sind, ist PC/ABS die sinnvolle Kostensenkungsmaßnahme. Für optische Anwendungen oder Teile, die eine HDT von > 120 °C erfordern, ist reines PC unverzichtbar.
PC vs. PEI (Ultem): PEI bietet eine höhere Dauerbetriebstemperatur (170 °C), eine bessere chemische Beständigkeit und eine inhärente UL 94 V-0-Einstufung bei einer Dicke von 0,8 mm – zu Materialkosten, die 5- bis 8-mal so hoch sind wie die von PC. PEI wird eingesetzt, wenn die thermische Belastungsgrenze von PC (135 °C HDT) nicht ausreicht; für alle Anwendungen innerhalb des Anwendungsbereichs von PC ist PC die wirtschaftlichere Wahl.
DFM-Richtlinien für Kunststoffteile für Leiterplatten
Wanddicke
Empfohlener Bereich: 1,5–4,0 mm für strukturelles PC; 0,8–2,0 mm für optische Dünnwand-Typen mit hoher Fließfähigkeit.
Die hohe Schmelzviskosität von PC macht das Formen dünnwandiger Teile (< 1,5 mm) deutlich schwieriger als bei ABS – es sind ein höherer Einspritzdruck, eine schnellere Füllung und größere Angusskanäle erforderlich. Eine gleichmäßige Wandstärke ist unerlässlich: Die relativ geringe Schrumpfung von PC (0,5–0,71 %) ist nur bei gleichmäßiger Wandstärke konsistent; Wandstärkenabweichungen mit einem Verhältnis von mehr als 2:1 führen zu ungleichmäßiger Abkühlung und Verformungen, die die Maßtoleranzen bei Präzisionsteilen überschreiten.
Eckenradien
Mindestradius für Innenecken: 1,0 mm. Empfohlen: 1,5–2,0 mm oder 50–75 % der Wandstärke.
Diese Anforderung ist strenger als bei ABS (Mindestwert 0,5 mm). Aufgrund der hohen Steifigkeit von PC kommt es unter ESC-Bedingungen an scharfen Ecken zu Spannungskonzentrationen, die bereits bei geringerer Belastung zu Rissbildung führen als bei flexibleren Polymeren. Alle Innenecken im PC-DFM-Standard von Dimud werden vor Beginn der Werkzeugfertigung auf Einhaltung der Vorgaben geprüft.
Rippen und Vorsprünge
- Rippendicke: 50–60 % der Nennwandstärke (gleiche Regel wie bei ABS, bei PC jedoch kritischer – bei transparenten Teilen sind Einfallstellen auf den gegenüberliegenden Seiten dicker Rippen sichtbar)
- Rippenhöhe: maximal das Dreifache der Nennwandstärke; Verstärkungsbleche an höheren Rippen
- Außendurchmesser der Nabe: maximal das Doppelte der Nennwandstärke; bei allen Naben mit einer Tiefe von mehr als 8 mm mit Kern
- Alle Übergänge zwischen Rippen und Wand sowie zwischen Vorsprüngen und Wand: abgerundet (Mindestradius 1,0 mm)
Entwurfswinkel
Aufgrund seiner hohen Steifigkeit und seiner mäßigen Schrumpfung neigt PC dazu, zu verkleben, insbesondere in tiefen Hohlräumen:
- Standard-Neigungswinkel: mindestens 1°–2° pro Seite
- Polierte optische Oberflächen (SPI A1/A2): 1,5°–3° pro Seite – entgegen der Intuition ist bei poliertem PC ein größerer Entformungswinkel erforderlich, da der Vakuumeffekt zwischen einer hochglanzpolierten Kavität und dem sich abkühlenden PC-Teil den Auswurf erschwert
- Strukturierte Oberflächen: 1° pro 0,025 mm Strukturtiefe hinzufügen (gleiche Regel wie bei ABS)
Toleranzen
Die geringe Schrumpfung und die amorphe Struktur von PC-Kunststoff ermöglichen eine hervorragende Maßhaltigkeit:
- Erreichbare Toleranz: ±0,10–0,15 mm bei kontrollierten Abmessungen
- Kritische Abmessungen in optischer Qualität: ±0,05–0,08 mm, erreichbar mit Moldflow-vorvalidierten Werkzeugen und prozessbezogener SPC
- Oberflächen für die Objektivpositionierung: ±0,05 mm; erfordert eine CMM-Validierung bei jeder Erstmustervorlage
Glühen nach dem Formen
Bei Präzisions-PC-Bauteilen mit engen Maßtoleranzen oder optischen Vorgaben ist das Glühen nach dem Formen bei Dimud Standard:
- Temperatur: 120–125 °C (unterhalb des Vicat-Erweichungspunkts, aber oberhalb der Glasübergangstemperatur zur Spannungsrelaxation)
- Dauer: 2–4 Stunden für Standardteile; bis zu 8 Stunden für optische Komponenten mit dickem Querschnitt
- Verfahren: Umluft-Ofen; Teile werden in Vorrichtungen fixiert, um ein Durchhängen zu verhindern
- Vorteil: Reduziert die Restformspannung um 40–70 %, wodurch die ESC-Beständigkeit und die Formstabilität verbessert werden
Dimuds Kompetenzen im Bereich PC-Kunststoffspritzguss

| Servicephase | Dimud-Fähigkeit | Kundenvorteil |
|---|---|---|
| DFM- und Qualitätsprüfung | Empfehlung zur Güteklasse; ESC-Prüfung auf chemische Beständigkeit; Analyse von Eckenradius und Wandstärke; Validierung der optischen Spezifikationen | Beheben Sie die häufigsten PC-Fehlerursachen, bevor Sie mit der Werkzeugfertigung beginnen |
| Schnelles Prototyping | Optische Simulationsmodelle für SLA/SLS + Aluminium-Soft-Tools aus GP-PC | Optische und funktionale Muster innerhalb von 10–15 Werktagen |
| Formenbau | Stahl S136/718H/H13; Heißkanal-Nadelverschluss; Moldflow-Optik-Simulation; 1–64+ Kavitäten | Serienreife optische Werkzeuge; vorhersagbare Trübung und Lichtdurchlässigkeit |
| Serienformung | Maschinen von 50 t bis 1.600 t; Heißwasser-Formtemperierung 80–120 °C; Zellen in medizinischer und optischer Qualität | Präzisionsfertigung von PCs – vom Pilotprojekt bis zur Serienproduktion |
| Nachbearbeitung | Glühen, Abstimmung von Hart- und Antireflexbeschichtung, Tampondruck, Montage | Komplette optische und funktionale Baugruppen |
| Qualitätsdokumentation | PPAP, CoC, Karl-Fischer-Feuchtigkeitsprotokolle, Trübungs-/Transmissionsberichte, CMM, UL 94-Zertifikate | Audit-fähig für Automobil-, Medizin- und Elektronik-OEMs |
| Lieferkette | Beschaffung von Kunststoffen von Covestro/SABIC/Mitsubishi; Wareneingangskontrolle; DDP-Logistik | Rückverfolgbarkeit des Kunststoffs vom Hersteller bis zum fertigen Bauteil |
Die drei integrierten Werke von Dimud – Formenbau, CNC-Bearbeitung und Elektronikmontage – arbeiten als ein einziges Produktionssystem und bedienen Kunden in Europa, Nordamerika und der Nahe Osten, wo die Qualifizierung optischer Komponenten, die Dokumentation der medizinischen Konformität und das PPAP für die Automobilindustrie zu den grundlegenden Anforderungen des Programms gehören.
Häufig gestellte Fragen
PC-Kunststoff enthält in seinem Grundgerüst Carbonatgruppen, die bei Vorhandensein von Feuchtigkeit bei Schmelztemperaturen (260–320 °C) einer hydrolytischen Kettenspaltung unterliegen. Bei einem Feuchtigkeitsgehalt von 0,03–0,05 % (nur geringfügig über dem Grenzwert von 0,02 %) sinkt das Molekulargewicht messbar – was zu Bauteilen mit verminderter Schlagzähigkeit, silbernen Streifen auf der Oberfläche und verminderter optischer Klarheit führt. Bei einem Feuchtigkeitsgehalt von 0,11 % (was geringfügig klingt) ist der Effekt so gravierend, dass Teile in optischer Qualität vollständig disqualifiziert werden und die Schlagzähigkeit um 20–40 % abnimmt. Dimud überprüft den Feuchtigkeitsgehalt von PC bei allen optischen und medizinischen Programmen mittels Karl-Fischer-Titration – nicht nur anhand einer Zeitmessung. Eine Vortrocknung bei 110–120 °C für 4–6 Stunden in einem Entfeuchtungstrockner mit einem Taupunkt von ≤ −30 °C ist bei jedem Produktionslauf obligatorisch und nicht verhandelbar.
PC-Kunststoff ist kompatibel mit Ethylenoxid (EO) und Gammastrahlung Sterilisation – die beiden gängigsten Methoden für medizinische Einwegprodukte. Die Gamma-Beständigkeit hängt von der Strahlendosis ab: Standard-PC verträgt bis zu etwa 25–50 kGy ohne unzumutbare Vergilbung; speziell stabilisierte, gammastrahlenbeständige PC-Typen erweitern diesen Bereich. PC ist nicht für die Dampfautoklavierung (121 °C) geeignet — Die Wärmeformbeständigkeit von 130–135 °C bietet unter Dampfdruck und bei Temperaturwechselbeanspruchung keine ausreichende Sicherheitsmarge, und die Bedingungen im Autoklav beschleunigen den hydrolytischen Abbau. Für dampfsterilisierbare Komponenten sind Polysulfon (PSU) oder PEEK die üblichen Alternativen.
Beide Materialien bieten eine hervorragende optische Klarheit, besetzen jedoch unterschiedliche Leistungsnischen. PMMA zeichnet sich durch eine überlegene Kratzfestigkeit (inherente Oberflächenhärte), eine bessere chemische Beständigkeit gegenüber ESC-Mitteln, geringere Kosten und eine etwas bessere UV-Stabilität bei Standardqualitäten aus. PC bietet eine etwa 10-mal höhere Schlagfestigkeit, Kompatibilität mit Gammastrahlensterilisation, bessere thermische Stabilität (HDT 130 °C gegenüber 90–100 °C bei PMMA) und die Möglichkeit, dünnere Wandstärken ohne Bruchgefahr zu formen. Für Linsen in der Automobilbeleuchtung, optische Medien und medizinische Diagnoseoptik, bei denen Schlagbelastung ein entscheidender Faktor ist, ist PC die Standardwahl. Für Displaypanels, Beschilderungen und kosmetische optische Abdeckungen, bei denen Kratzfestigkeit und Beständigkeit gegen ESC-Mittel im Vordergrund stehen, wird PMMA oder PC mit Hartbeschichtung spezifiziert.
Restspannungen sind eine unvermeidbare Folge des Spritzgießens – das Polymer wird durch schnelles Abkühlen in einen Nichtgleichgewichtszustand gebracht. Bei PC tragen Restspannungen zur Doppelbrechung (bei optischen Teilen) und zur Anfälligkeit für ESC (bei allen Teilen) bei. Dimud bewältigt Restspannungen durch drei Mechanismen: (1) Prozessoptimierung: langsame Füllgeschwindigkeiten, hohe Formtemperatur (100 °C+) und angemessener Nachdruck minimieren die Spannungen während des Formens; (2) Das Nachglühen bei 120–125 °C für 2–8 Stunden baut Restspannungen ab, indem es die Beweglichkeit der Molekülketten ermöglicht, ohne dass es zu einer Verformung des Bauteils kommt; (3) DFM: gleichmäßige Wandstärke, großzügige Radien und eine Angusspositionierung, die Spannungskonzentrationen an funktionalen Oberflächen vermeidet.
Für Standard-GP-PC-Programme aus gehärtetem H13-Stahl: 500.000–800.000 Aufnahmen im Rahmen der planmäßigen Wartung. S136-Edelstahlwerkzeuge für Programme in Optikqualität: 400.000–600.000 Aufnahmen bei sorgfältiger Wartung und regelmäßiger Nachpolitur der Formnester in Abständen von 100.000 bis 150.000 Schuss. GF-PC-Programme erfordern gehärteten H13-Stahl mit einer Härte von 48–52 HRC und nitrierten Anguss-Einsätzen, um eine Lebensdauer von über 500.000 Schuss trotz beschleunigtem abrasivem Verschleiß zu erreichen. Alle Dimud-PC-Werkzeugverträge beinhalten garantierte Mindeststosslebensdauer-Verpflichtungen mit dokumentierten Wartungsplänen.
Schlussfolgerung
PC-Kunststoff nimmt eine Leistungsposition ein, die kein anderer auf dem Markt erhältlicher technischer Thermoplast erreichen kann – die gleichzeitige Kombination aus extremer Schlagfestigkeit, optischer Transparenz, thermischer Stabilität bis 135 °C und natürlicher Flammfestigkeit definiert einen Anwendungsbereich, der seinen Preisvorteil gegenüber ABS und PS für jede Anwendung innerhalb dieses Bereichs rechtfertigt.
Die Anwendungsbereiche, in denen PC seine Spezifikationen erfüllt, sind einheitlich: optische Systeme in der Automobilindustrie, Gehäuse für medizinische Geräte, die sterilisierbar sein müssen, Elektronikgehäuse, die sowohl Schlagfestigkeit als auch Flammschutz erfordern, sowie Roboter- und Energiespeicherplattformen, bei denen hohe Anforderungen an die dielektrischen Eigenschaften bei Hochspannung mit strukturellen Belastungen einhergehen. In jedem dieser Fälle ist die Leistungsfähigkeit von Polycarbonat nicht nur wünschenswert – sie ist unverzichtbar.
Was den Unterschied zwischen einem erfolgreichen PC-Programm und einem kostspieligen Nacharbeitszyklus ausmacht, ist nicht das Material. Es ist die Integration von sortenspezifischem DFM, einer konsequenten Feuchtigkeitskontrolle, dem Formtemperaturmanagement, der ESC-Risikobewertung und einem Qualitätssystem, das auf die regulatorischen Anforderungen des Zielmarktes abgestimmt ist.
Dimud bietet dieses integrierte System – von DFM-Prüfung sowie die Empfehlung der geeigneten Materialgüte von der Produktionsqualifizierung bis zur Serienlieferung – für Kunden, deren Produktionspläne keine Verzögerungen durch die Einarbeitungsphase eines Lieferanten zulassen.




