


When you’re sourcing precision machined parts — whether for a product prototype, a mold component, or a production run — one of the earliest questions you’ll face is deceptively simple: which machining process should I use?
For most engineers and procurement managers, the choice between CNC turning and CNC milling isn’t always obvious. Both processes can achieve tight tolerances, work with a wide range of materials, and produce high-quality functional parts. But they operate on fundamentally different principles, excel at different geometries, and carry different cost structures depending on your part design and production volume.
This guide breaks down both processes in plain terms — not just the mechanics, but the real-world decisions behind choosing one over the other. If you’ve ever asked “is my part a turning part or a milling part?”, this article will give you a clear, practical answer.
How Each Process Actually Works
CNC Turning: The Workpiece Rotates
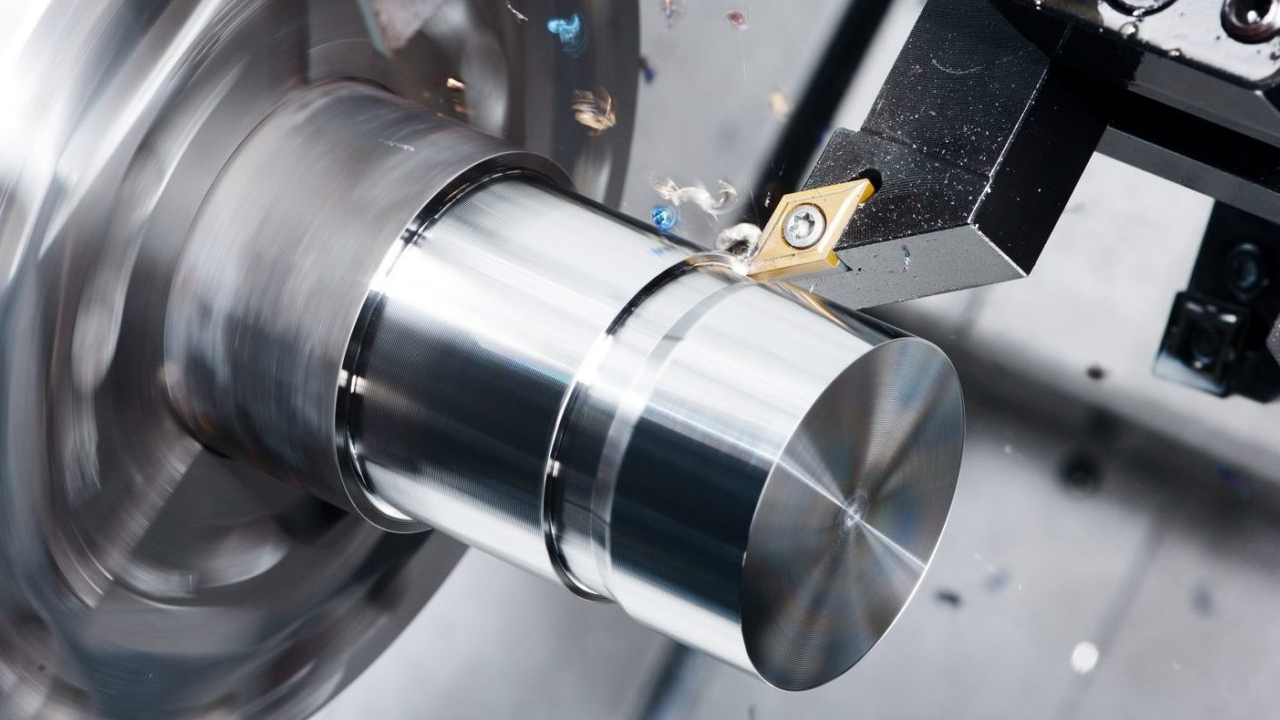
In CNC turning, the raw material — typically a bar of metal or engineering plastic — is clamped into a spindle and rotated at high speed. A stationary cutting tool then contacts the rotating workpiece, removing material to create the desired shape.
Because the workpiece itself spins, turning naturally produces parts that are rotationally symmetric: shafts, cylinders, bores, threads, grooves, and tapers. The cutting tool moves linearly along two or more axes while the part rotates, allowing for very efficient material removal on cylindrical forms.
Modern CNC lathes go far beyond simple OD (outer diameter) turning. At Dimud’s CNC machining facility, turning operations include:
- OD/ID turning for shafts, bushings, and sleeve-type parts with precise coaxiality requirements
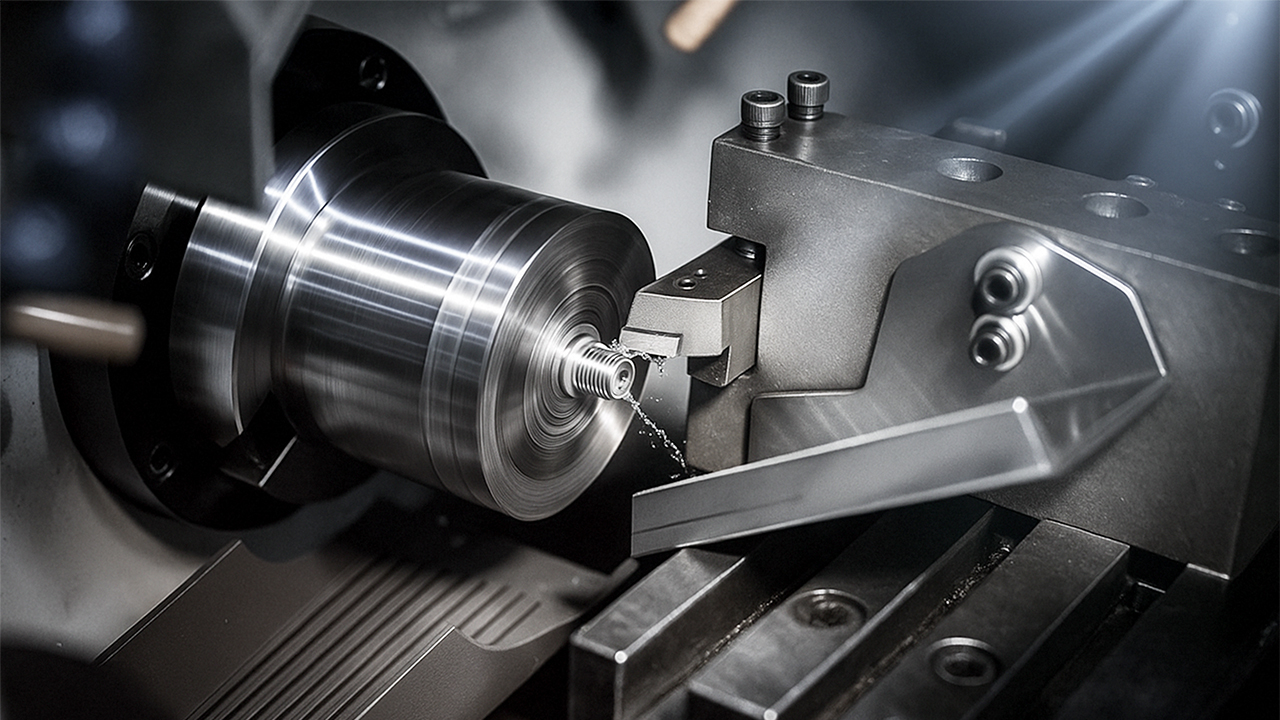
- Thread turning supporting metric, imperial, and trapezoidal profiles
- Taper and contour turning using multi-axis coordination to form complex profiles in a single pass
- Swiss-type turning for slender, small-diameter, high-aspect-ratio parts used in medical devices and sensors
- Dreh-Fräs-Verbundbearbeitung — combining turning and milling in one setup to reduce cumulative errors on complex shaft components
The defining advantage of turning is efficiency on cylindrical geometry. When a part is fundamentally round, turning is almost always the faster, more accurate, and more economical choice.
CNC Milling: The Cutting Tool Rotates
In CNC milling, the setup is reversed: the workpiece is fixed to a table (held in a vise or fixture), and a rotating multi-flute cutting tool moves through the material in multiple axes. This allows the tool to approach the part from virtually any direction, making milling the go-to process for complex 3D geometries, flat surfaces, pockets, slots, and asymmetric features.
The number of axes determines what a milling center can machine:
- 3-axis milling handles prismatic parts — brackets, plates, housings, flanges — where features are machined from a single direction or with simple repositioning
- 4-axis milling adds rotational indexing, ideal for parts needing features on multiple faces or around a cylindrical body
- 5-axis simultaneous milling enables full contouring of complex curved surfaces, deep undercuts, and compound angles — all in a single clamping — producing impellers, mold cores, turbine blades, and precision medical implants
At Dimud, 5-axis milling achieves machining tolerances down to ±0.005 mm with surface roughness as fine as Ra 0.2 µm and maximum travel of 1200 × 600 × 500 mm.
The Fundamental Difference: Geometry Determines the Process

The single most useful heuristic for deciding between turning and milling is this:
If the part is predominantly round (rotationally symmetric), turning is likely the right choice. If the part has complex flat surfaces, pockets, slots, or asymmetric 3D features, milling is the right choice.
This isn’t a rigid rule — modern turn-mill centers blur the boundary — but it holds for the vast majority of parts. Here’s how it breaks down in practice:
| Part Characteristic | Better Suited To |
|---|---|
| Cylindrical shafts, pins, rods | CNC-Drehen |
| Threaded fasteners, connectors | CNC-Drehen |
| Bushings, sleeves, rings | CNC-Drehen |
| Tapered or contoured round parts | CNC-Drehen |
| Flat plates, brackets, frames | CNC-Fräsen |
| Enclosures, housings with pockets | CNC-Fräsen |
| Complex curved surfaces (e.g. impellers) | CNC Milling (5-axis) |
| Parts with multiple hole patterns on different faces | CNC-Fräsen |
| Prismatic parts with milled slots and turned bores | Turn-Mill Compound |
When a part has both rotational and prismatic features — such as a shaft with axial holes or flat-milled faces — the efficient solution is often turn-mill compound machining in a single setup, which eliminates re-clamping errors and reduces lead time.
Comparing Key Parameters
Tolerance and Surface Finish
Both processes are capable of high precision, but the achievable tolerances differ somewhat based on the geometry:
CNC Turning (Dimud capabilities):
- Standard dimensional tolerance: ±0.01 mm
- Precision grade: ±0.005 mm
- Roundness: as tight as 0.005 mm
- Surface roughness: Ra 0.4 µm at precision grade
CNC Milling (Dimud capabilities):
- Standard tolerance: ±0.1 mm
- Precision tolerance: ±0.02 mm
- Ultra-precision: ±0.005 mm (5-axis + CMM inspection)
- Surface roughness: Ra 0.8 µm standard, Ra 0.2 µm mirror polish
For rotationally symmetric features, turning can often achieve tighter cylindricity and coaxiality than milling because the part’s circular geometry aligns naturally with the process. For complex contoured surfaces and GD&T positional tolerances on prismatic parts, 5-axis milling — combined with CMM verification — is the more reliable path to ultra-precise results.
Kompatibilität der Materialien
Both turning and milling support a wide material range. At Dimud, both processes handle:
Metals: Aluminum alloys (6061, 7075), stainless steel (304, 316L), carbon steel, titanium (Ti-6Al-4V), brass, and copper
Engineering plastics: PEEK, Delrin (POM), Nylon (PA6/PA66), PTFE, and ABS
Material selection guidance is part of our standard DFM (Design for Manufacturability) process — if you’re unsure which material and process combination is optimal for your operating environment, our engineers can evaluate this during the quoting phase. Learn more about material selection for CNC parts.
Production Volume and Cost Structure
One of the most frequently misunderstood aspects of the turning vs. milling decision is cost at different volumes.
CNC-Drehen generally has lower per-part costs for high-volume production of simple rotational parts. Setup times are shorter, cycle times per part are fast, and tooling wear is predictable. It’s an efficient process for components like fasteners, shafts, and valve bodies produced in the thousands.
CNC-Fräsen typically carries higher setup and programming costs, but this is justified by the geometric complexity it enables. For low-to-medium volumes of complex parts — enclosures, structural components, mold cores — milling is often the only viable process regardless of cost.
Für rapid prototyping, both processes are equally accessible. At Dimud, prototype turned parts and milled parts can typically be delivered within 3–7 days from drawing submission. Learn more about our CNC prototyping service.
Vorlaufzeit
Lead times are broadly comparable for both processes, but turning has a slight edge for simple parts due to shorter setup times:
- Prototypes (both processes): 3–7 days
- Batch production (both processes): 1–3 weeks depending on complexity and quantity
For parts that combine turning and milling in a single turn-mill setup, consolidated lead times are often shorter than sourcing the two operations from separate suppliers.
When to Choose CNC Turning
CNC turning is the right choice when:
1. Your part is rotationally symmetric. Shafts, pins, cylinders, rings, bushings — if it’s round and the critical dimensions relate to diameter, concentricity, or cylindricity, turning is both faster and more precise than any alternative.
2. You need tight coaxiality on multiple diameters. Turning allows machining of multiple diameters in a single chucking, maintaining excellent coaxiality between features that a milling operation with repositioning cannot match.
3. You’re producing threaded components. Thread turning produces precise, consistent thread profiles across a range of standards — metric, imperial, and trapezoidal — with high repeatability for functional assembly.
4. You’re working with slender, high-aspect-ratio parts. Swiss-type CNC turning was developed specifically for small-diameter, long parts that would deflect under conventional machining loads. Medical catheter components, sensor shafts, and micro-connectors are typical applications.
5. You need high-volume production of rotational parts. Turned parts can be produced with short cycle times and consistent quality, making turning cost-competitive at scale.
Common turned parts at Dimud: drive shafts, piston pins, throttle shafts, wheel hub bushings, RF connector bodies, sensor housings, hydraulic cylinder barrels, orthopedic implant fixation shafts, and harmonic reducer wave generators.
When to Choose CNC Milling
CNC milling is the right choice when:
1. Your part has flat surfaces, pockets, or asymmetric features. Brackets, plates, enclosures, and frames are inherently prismatic — turning simply cannot produce them.
2. Your part requires features on multiple faces. Even with simple 3- or 4-axis milling, features on multiple surfaces of a part (holes, slots, and counterbores on adjacent faces) are straightforward with repositioning. Five-axis milling handles compound angles and curved surfaces without any repositioning at all.
3. You need complex 3D contours. Mold cores, impellers, turbine blades, and orthopedic implants require free-form surface machining that only 5-axis milling can deliver efficiently.
4. Your part has noncircular internal features. Keyways, slots, T-slots, rectangular pockets, and irregular bores are fundamentally milling operations.
5. You’re producing structural components with functional hole patterns. GD&T positional tolerances on bolt-hole patterns, alignment features, and mounting interfaces are best controlled through precision milling with CMM verification.
Common milled parts at Dimud: ECU aluminum housings, battery module brackets, wafer carrier trays, heat sinks, servo motor end covers, robot joint flanges, semiconductor test fixtures, and mold core inserts.
When to Combine Both: Turn-Mill Compound Machining
Many real-world parts don’t fit neatly into one category. A shaft with cross-drilled holes, milled flats, and an end-face keyway is a shaft — but it needs milling operations too. Traditionally, this required two setups on two different machines, with the associated risk of repositioning error and extended lead time.
Modern turn-mill compound machining addresses this by combining live tooling (rotating mill heads) on a CNC lathe, allowing drilling, milling, and turning operations in a single clamping. At Dimud, this capability is particularly valuable for:
- Shaft-type parts with slotted holes or cross-features
- Complex multi-faceted structural components that start as round stock
- Any part where re-clamping would introduce positional errors that can’t be tolerated
If your part requires both turning and milling operations, we’ll recommend the most efficient compound approach during the DFM review rather than defaulting to two separate operations.
Industry Applications: What We See in Practice

Understanding how turning and milling map to real industry requirements helps clarify the decision:
Automobilindustrie
Driveshafts, piston pins, throttle valve shafts, and steering column components are predominantly turned parts with tight dimensional and surface finish requirements. Suspension brackets, ECU housings, and battery module structures are milled. Many powertrain components require both processes.
Explore our automotive manufacturing capabilities.
Medizin und Gesundheitswesen
Surgical instrument shafts, implant fixation devices, and fluid control valve spools are turned. Endoscope housing components, orthopedic plate structures, and diagnostic equipment frames are milled. For medical parts, full material traceability and machining records are mandatory regardless of which process is used.
See our approach to Herstellung medizinischer Geräte.
Elektronik und Halbleiter
RF connector bodies, sensor housings, and heat sink bases are typically turned. Aluminum phone frames, semiconductor wafer trays, and ECU enclosures are milled — often requiring fast-turnaround prototyping followed by quick transition to production. Our integrated CNC and electronics factory under one roof eliminates the coordination overhead common when using multiple suppliers.
Learn more about our electronics and semiconductor capabilities.
Robotik und Energiespeicherung
This is where turn-mill compound machining is most valuable. Harmonic reducer wave generators, motor rotor shafts, encoder brackets, and joint flanges combine rotational and prismatic features. Battery pack cooling plates and housing structures are milled, while motor shafts and drive components are turned. Both processes support rapid iteration from prototype to production — critical in a sector where product development cycles are compressed.
The DFM Question: Which Process Does Your Design Actually Support?
One factor that often gets overlooked in the turning vs. milling decision is whether the part’s current design is actually suited to the intended process — or whether small modifications could shift it to a more cost-effective option.
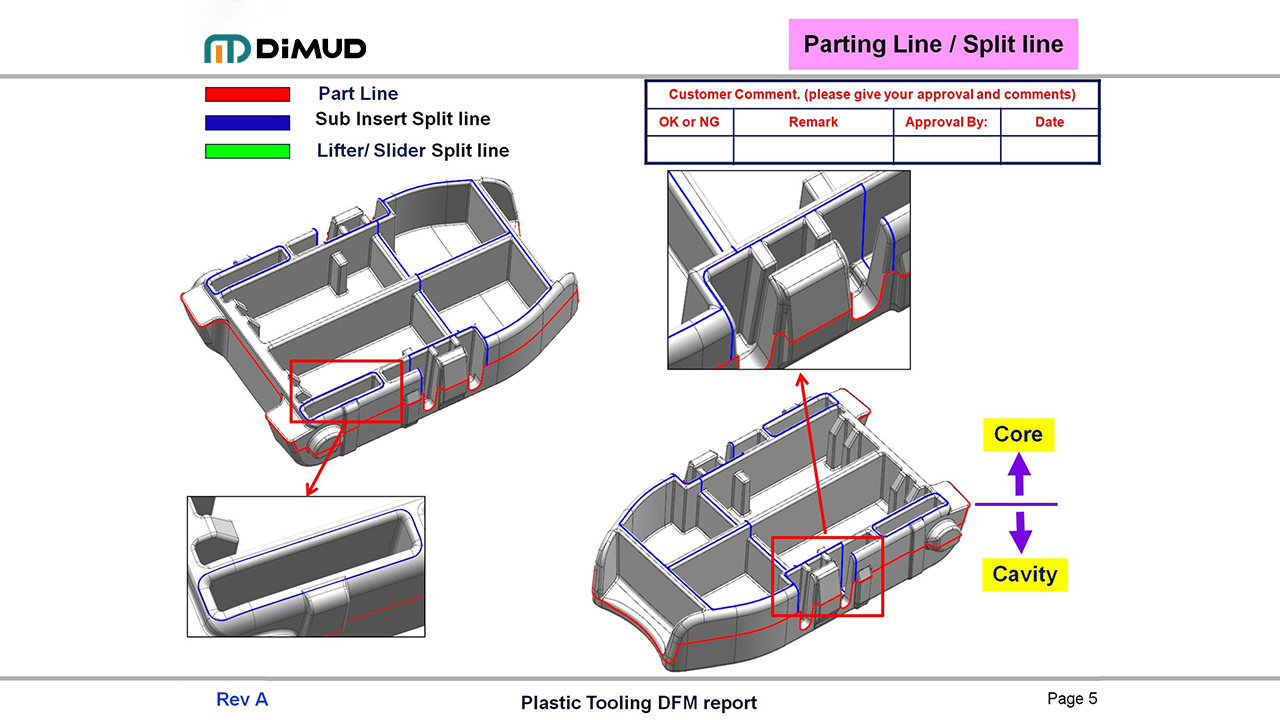
This is where Design for Manufacturability (DFM) analysis becomes valuable. At Dimud, DFM review is built into every quoting process at no extra charge. Before we provide pricing or commit to a production timeline, our engineers assess:
- Whether the part geometry is matched to the most efficient process
- Whether tolerances are tighter than the application actually requires (a common cost driver)
- Whether features like undercuts, thin walls, or complex thread geometries introduce unnecessary machining risk
- Whether small design modifications could reduce setup time, tool changes, or secondary operations
This isn’t about pressuring clients to change their designs — it’s about flagging opportunities before production, not after. A 10-minute DFM conversation can prevent weeks of rework. Learn more about our DFM and product design service.
Surface Finishing After Machining
Regardless of whether your part is turned or milled, post-machining surface treatment affects both function and appearance. At Dimud, we support a full range of surface finishing options in-house, including:
- Anodizing (Type II decorative and Type III hard anodizing for wear resistance)
- Electroplating and electroless nickel plating
- Passivation for stainless steel
- Sandblasting for uniform matte texture
- Powder coating and black oxide
- Polishing to mirror finish (Ra 0.2 µm)
Because finishing is handled within the same facility as machining, we control the full process chain — there’s no handoff to an external finishing shop, which means tighter control over dimensional stability and surface consistency.
How to Get the Right Process for Your Part
Bei Dimud, unserem CNC-Bearbeitungsdienstleistungen span the full range of turning, milling, grinding, and prototyping — alongside mold manufacturing and injection molding — all within one integrated facility. This means we’re not invested in steering you toward one process over another; we’re invested in recommending whatever approach produces the best result for your specific part.
Here’s how a typical project flows:
- Upload your 3D CAD file (STEP, STP, IGES preferred) along with 2D drawings specifying tolerances and critical dimensions
- Engineering review and DFM — within 24 hours, we identify whether turning, milling, or compound machining is the most appropriate process, and flag any manufacturability risks
- Quotation — clear pricing based on actual process requirements, material, quantity, and lead time
- Production and inspection — first-article inspection, in-process quality control, and full dimensional inspection report with every batch
- Delivery — direct shipping to Europe, North America, Middle East, and other export markets with all required documentation
Whether you’re a startup validating a product concept that needs a 5-piece prototype batch, or an established manufacturer sourcing a precision component for an existing assembly line, the process starts the same way: upload your drawing and get a response from an engineer — not a sales representative — within 24 hours.
Quick Reference: CNC Turning vs. CNC Milling
| CNC-Drehen | CNC-Fräsen | |
|---|---|---|
| Part geometry | Rotationally symmetric | Prismatic, complex 3D, asymmetric |
| Typical parts | Shafts, threads, bushings, rings | Brackets, housings, mold cores, implants |
| Achievable tolerance | ±0.005 mm (precision) | ±0.005 mm (5-axis + CMM) |
| Oberflächengüte | Ra 0.4 µm (precision grade) | Ra 0.2 µm (mirror polish) |
| Setup complexity | Lower for round parts | Higher for complex geometry |
| Best for volume | High-volume rotational parts | Low–medium volume complex parts |
| Prototype lead time | 3–7 days | 3–7 days |
| Compound option | Turn-mill (milling on lathe) | Turn-mill (turning on mill) |
Final Thoughts
The turning vs. milling question ultimately comes down to part geometry. Round parts with concentric features belong on a lathe. Prismatic parts with pockets, slots, and multi-face features belong on a milling center. Parts that combine both can often be completed most efficiently on a turn-mill compound machine in a single clamping.
What matters most — regardless of which process applies to your part — is working with a supplier who evaluates your design early, communicates clearly about process selection, and maintains consistent quality from prototype through production.
If you’re unsure which process is right for your next part, send us your drawings. Our engineers will review the geometry, recommend the appropriate machining approach, and get you a detailed quote within 24 hours — no commitment required.
Contact Dimud → | CNC Turning Services → | CNC Milling Services →
Dimud is a China-based precision manufacturing partner with three integrated production facilities — mold, CNC, and electronics — serving clients in Europe, North America, and the Middle East. Our team of 30+ engineers brings 20+ years of hands-on manufacturing experience to every project, from early-stage DFM through mass production.




