

Haben Sie schon einmal ein Angebot für das Spritzgießen erhalten und wussten nicht, ob der Preis hoch oder niedrig war?
Oder hat Ihr Produktentwicklungsbudget während der Massenproduktion plötzlich das Budget überschritten, ohne dass Sie die Ursache dafür finden konnten?
In diesem Artikel werden alle Komponenten der Spritzgießkosten systematisch aufgeschlüsselt - von den Werkzeugkosten bis zu den Stückkosten und von der Materialauswahl bis zur Prozessoptimierung -, so dass Sie mit vollem Vertrauen mit Ihren Lieferanten verhandeln können.
Die zwei Hauptkomponenten der Kosten für das Spritzgießen
Bei der Bewertung von Spritzgießprojekten konzentrieren sich viele Kunden ausschließlich auf den “Stückpreis” und übersehen eine größere Kostenquelle: die Werkzeugkosten. Um die Gesamtkosten des Spritzgießens zu verstehen, ist es wichtig, diese beiden Komponenten getrennt zu betrachten:
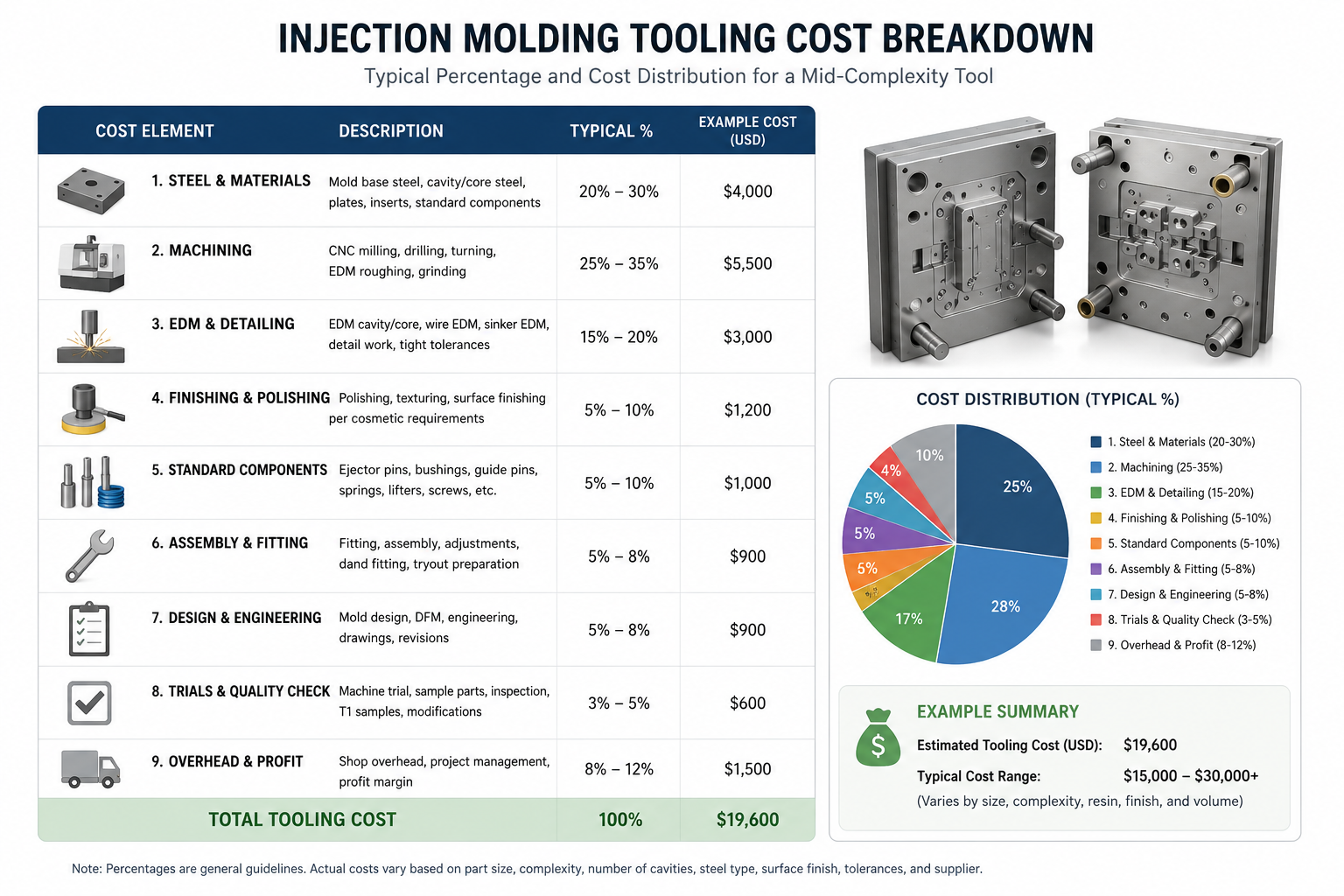
Werkzeugkosten
Die Werkzeugkosten sind eine einmalige Vorabinvestition, die in der Regel vor Beginn der Massenproduktion anfällt. Sie umfassen:
- Gebühren für die Konstruktion von Werkzeugen und technische Analysen
- Einkauf von Formenstahl (P20, 718, H13, S136, etc.)
- Kosten für Präzisionsfertigung (CNC-Bearbeitung, EDM, Drahtschneiden usw.)
- Kosten für Probeabformungen und Fehlerbehebung
- Kosten der Formvalidierung (T1-, T2-Proben)
Typische Referenzbereiche für Werkzeugkosten:
Form Typ | Komplexität | Geschätzte Preisspanne (USD) |
Einfache Ein-Kammer-Form | Niedrig | $1.500 - $5.000 |
Mäßig komplexe Ein-Kammer-Form | Zwischenbericht | $5.000 - $20.000 |
Mehrkavitätenformen (4 Kavitäten/8 Kavitäten) | Mittelstufe bis Fortgeschrittene | $10.000 - $50.000 |
Hochpräzisions-/Gleitblockform | Hoch | $20.000 - $100.000+ |
Präzisionsformen für die Automobilindustrie/medizinische Anwendungen | Extrem hoch | $50.000 - $200.000+ |
Hinweis: Die oben genannten Preisspannen variieren je nach Produktstruktur, Materialien, Anforderungen an die Lebensdauer der Form und Herkunftsland erheblich. In China hergestellte Formen bieten in der Regel Kosteneinsparungen von 30%-60% im Vergleich zu denen aus Europa und den Vereinigten Staaten, und ihre Qualität hat internationale Standards erreicht.
Kosten pro Teil
Die Kosten pro Teil beziehen sich auf die direkten Kosten, die für die Herstellung eines einzelnen Teils anfallen, und umfassen in erster Linie:
- Rohstoffkosten (Kunstharz)
- Gebühren für Spritzgießmaschinen (Maschinenzeitgebühren)
- Arbeitskosten
- Energieverbrauch
- Kosten für Qualitätsprüfung und Ausschuss/Nacharbeit
- Kosten der Sekundärverarbeitung (Nachbearbeitung)
7 Schlüsselfaktoren, die die Kosten des Spritzgießens beeinflussen
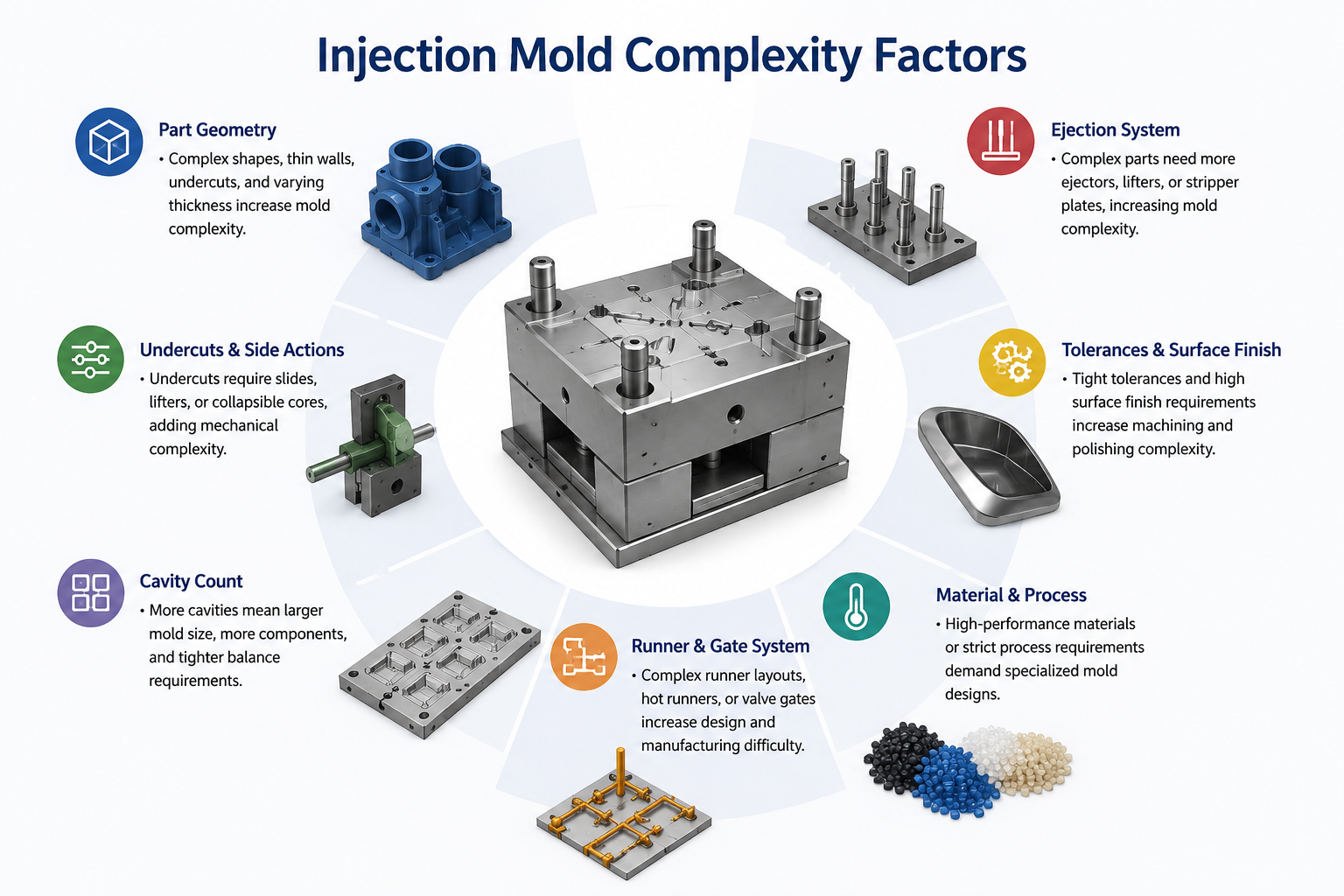
Faktor 1: Geometrische Komplexität der Teile
Die strukturelle Komplexität eines Teils ist der wichtigste Faktor, der sich auf die Formkosten auswirkt. Die folgenden Merkmale können die Formkosten erheblich in die Höhe treiben:
- Hinterschneidungen und Schieber erfordern zusätzliche Seitenauswurf- oder Schrägauswurfmechanismen, was die Kosten um 20%-50% erhöht.
- Tiefe Kavitäten/schlanke Kerne: Erfordern eine hohe Formsteifigkeit und sind schwierig zu bearbeiten
- Dünnwandige Designs: Erfordern präzise Spritzgießverfahren und eine höhere Präzision der Form
- Innen-/Außengewindestrukturen erfordern in der Regel rotierende Ausstoßmechanismen oder Faltkerne
- Größe der Teile: Größere Teile verursachen höhere Kosten für Formmaterialien und Bearbeitungsaufwand
Faktor 2: Anzahl der Formhohlräume
Die Anzahl der Kavitäten bestimmt, wie viele Teile pro Spritzzyklus hergestellt werden können:
- Ein-Kavitäten-Werkzeug: Geringe Werkzeugkosten, geeignet für Kleinserien oder Prototypenvalidierung
- Mehrkavitätenwerkzeug (2-Kavitäten-, 4-Kavitäten-, 8-Kavitäten-, 16-Kavitätenwerkzeug, usw.): Hohe Werkzeugkosten, aber deutlich niedrigere Stückkosten, geeignet für Großserienproduktion.
Wir von Dimud empfehlen Ihnen die optimale Anzahl von Kavitäten auf der Grundlage Ihres Jahresbedarfs und des Projektzeitplans, um Ihnen zu helfen, die beste Gesamtkostenlösung zu finden.
Faktor 3: Auswahl der Formmaterialien
Verschiedene Stahlsorten haben unterschiedliche Kosten und eine unterschiedliche Nutzungsdauer:
Matrize, Stahl | Anwendbare Szenarien | Erwartete Lebensdauer (Schüsse) | Relative Kosten |
P20 | Allgemeiner Einsatz, kleine bis mittlere Chargen | 500,000 | Zwischenbericht |
718H | Universell einsetzbare, modifizierte, hochtransparente Teile | 800,000 | Oberes Mittelmaß |
H13 | Hochtemperaturwerkstoffe, technische Kunststoffe | 1,000,000+ | Hoch |
S136 | Ätzende Materialien, optische Komponenten | 1,000,000+ | Hoch |
Aluminiumlegierung | Schnelles Prototyping, kleine Chargen | 5,000-50,000 | Niedrig |
Dimuds Formenbau-Dienstleistungen ermöglichen Formkonstruktionen mit einer Lebensdauer von bis zu 1.000.000 Zyklen oder mehr und erfüllen damit die langfristigen Anforderungen der Massenproduktion in anspruchsvollen Industrien wie der Automobil- und Medizinbranche.
Faktor 4: Anforderungen an die Oberflächenbeschaffenheit
Die ästhetischen und funktionalen Anforderungen an die Teile wirken sich direkt auf die Werkzeugkosten aus:
- SPI-Glanzgrade (A1-D3): Hochglänzende Oberflächen (wie A1/A2) erfordern eine kostspieligere Hohlraumpolitur.
- Geätzte/Texturierte Oberflächen: Erfordern zusätzliches chemisches Ätzen
- Spiegelnde Oberfläche: Wird für optische Linsen und transparente Gehäuse verwendet; dies ist die teuerste Option.
Weitere Informationen über Oberflächenbehandlungen finden Sie in der Dimud Oberflächenbehandlung Leitfaden.
Faktor 5: Toleranz- und Präzisionsanforderungen
Die Standardtoleranzen beim Spritzgießen betragen in der Regel ±0,1 mm-±0,3 mm, während beim Präzisionsspritzgießen ±0,01 mm-±0,05 mm erreicht werden können.
Höhere Präzisionsanforderungen bedeuten:
- Strengere Anforderungen an die Bearbeitungsgenauigkeit der Form (Präzisions-EDM, Koordinatenschleifmaschinen)
- Hochwertige Materialien für Formen
- Längere Zyklen für das Probegießen und die Fehlersuche
- Entsprechender Kostenanstieg von 20%-100%
Die Präzisionsformen von Dimud können eine Toleranzkontrolle von ±0,01 mm bei kritischen Formabmessungen erreichen und erfüllen damit die strengen Anforderungen der Automobil- und Elektronikindustrie.
Faktor 6: Marken von Werkzeug-Standardkomponenten
Die Kosten variieren erheblich, je nachdem, welche Marken von Standardkomponenten (Führungsstifte, Auswerferstifte, Heißkanäle usw.) in der Form verwendet werden:
- Internationale Marken (HASCO, DME, MISUMI, LKM): Höhere Kosten, aber mit garantierter Präzision und Langlebigkeit, geeignet für den Export auf europäische und amerikanische Märkte
- Inländische Standardkomponenten: Niedrigere Kosten, geeignet für den heimischen Markt oder Projekte mit begrenzten Budgets.
Dimud unterstützt internationale Normen für Formen: HASCO, DME, MISUMI und LKM, um sicherzustellen, dass die Formen den Spezifikationen Ihres Zielmarktes entsprechen.
Faktor 7: Anforderungen an die Lieferzeit für Formen
Die Standardlieferzeit für Formen beträgt in der Regel 4-6 Wochen. Wenn eine beschleunigte Lieferung (innerhalb von 3 Wochen) erforderlich ist, wird in der Regel eine Gebühr für die beschleunigte Lieferung von 15%-30% erhoben.
Die Standardlieferzeit von Dimud beträgt ca. 4 Wochen, und wir bieten einen beschleunigten Service von ca. 3 Wochen an.
5 Schlüsselfaktoren, die die Stückkosten des Spritzgießens beeinflussen

Variable 1: Rohstoffkosten
Der größte Teil der Stückkosten entfällt auf Kunststoffrohstoffe (in der Regel 40%-70%).
Referenzpreise für gängige Spritzgießmaterialien (Marktpreise, nur zur Orientierung):
Materialien | Typ | Preisspanne (USD/kg) | Typische Anwendungen |
PP (Polypropylen) | Allgemein | $1.2 - $1.8 | Konsumgüter, Automobil-Innenausstattung |
ABS | Allgemeines Ingenieurwesen | $1.8 - $2.5 | Elektronische Gehäuse, Spielzeug |
PC (Polycarbonat) | Technik | $3.0 - $5.0 | Transparente Komponenten, Sicherheitsprodukte |
PA6/PA66 (Nylon) | Technik | $2.5 - $4.5 | Automobil- und industrielle Strukturkomponenten |
POM (Polyoxymethylen) | Technik | $2.5 - $4.0 | Präzisionszahnräder, gleitende Teile |
PEEK | Hohe Leistung | $80 - $120 | Gesundheitswesen, Luft- und Raumfahrt |
PPS | Hohe Leistung | $15 - $30 | Automobilindustrie, Elektronik |
Dimud verfügt über umfassende Erfahrung in folgenden Bereichen Materialauswahl, Die Palette reicht von Allzweckharzen bis zu technischen Hochleistungskunststoffen wie PEEK und PPS. Wir können bei der Analyse der Materialsubstitution helfen, um die Materialkosten zu optimieren und gleichzeitig sicherzustellen, dass die Leistungsanforderungen erfüllt werden.
Variable 2: Produktionsvolumen (Skaleneffekte)
Die Chargengröße ist der Faktor, der sich am stärksten auf die Stückkosten auswirkt und eine klare nichtlineare Beziehung aufweist:
Batch-Bereich | Merkmale der Stückkosten |
100-1.000 Artikel | Die Kosten für die gemeinsame Nutzung der Form sind hoch, was zu dem höchsten Stückpreis führt |
1.000-10.000 Artikel | Die Kosten für die Formgebung werden allmählich verteilt, was zu einem erheblichen Rückgang der Stückpreise führt. |
10.000-100.000 Artikel | Größenvorteile kommen zum Tragen, und die Stückpreise stabilisieren sich |
Über 100.000 | Minimiert die Stückkosten und maximiert die Vorteile von Mehrkavitätenwerkzeugen |
Gesamtkosten = Formkosten ÷ Gesamtleistung + variable Kosten pro Einheit
Diese Formel zeigt, dass bei einem ausreichend großen Produktionsvolumen die Auswirkungen der Werkzeugkosten auf den Stückpreis vernachlässigt werden können.
Variable 3: Teilegewicht und Wanddicke
Je mehr Material in einem Teil verwendet wird, desto höher sind die Rohstoffkosten; je dicker die Wand, desto länger der Spritzgießzyklus (aufgrund der längeren Kühlzeit) und desto höher die Maschinenmietkosten.
Empfohlene optimale Wandstärke für das Spritzgießen:
- Allzweck-Kunststoffe (PP/ABS): 1,5 mm - 3,0 mm
- Technische Kunststoffe (PC/PA): 1,5 mm - 3,5 mm
- Hochleistungskunststoff (PEEK): 1,0 mm - 4,0 mm
Die Gleichmäßigkeit der Wanddicke ist sowohl für die Kosten als auch für die Qualität des Spritzgießens wichtig - eine ungleichmäßige Wanddicke kann zu Defekten wie Einfallstellen und Verzug führen, was die Ausschussrate und die Kosten erhöht.
Variable 4: Zykluszeit beim Spritzgießen
Spritzgießzyklus = Einspritzzeit + Haltezeit + Kühlzeit + Zeit zum Öffnen der Form und zur Entnahme der Teile
Je kürzer die Zykluszeit, desto höher der Output pro Zeiteinheit und desto niedriger die Kosten pro Maschine. Zu den Faktoren, die die Zykluszeit beeinflussen, gehören:
- Wandstärke (der wichtigste Faktor für die Abkühlzeit)
- Thermische Eigenschaften von Materialien (Wärmeleitfähigkeit)
- Konstruktion von Kühlsystemen für Formen
- Automatisierungsgrad (robotergestützte Kommissionierung vs. manuelle Kommissionierung)
Variable 5: Umfang der manuellen und automatisierten Vorgänge
Die Arbeitskosten in chinesischen Spritzgussfabriken sind deutlich niedriger als in Europa und den Vereinigten Staaten, aber mit zunehmender Automatisierung nimmt der Einfluss der Arbeitskosten ab:
- Vollautomatische Produktionslinie: Ideal für hochvolumige, standardisierte Produkte, mit den niedrigsten Kosten
- Halbautomatisch (robotergestützt): Geeignet für Produkte von mittlerer bis hoher Komplexität
- Manuelle Unterstützung: Geeignet für kleine Chargen oder komplexe Montageprozesse
Unterschiede bei den Spritzgusskosten in den verschiedenen Branchen

Die Kosten des Spritzgießens hängen nicht nur vom Produkt selbst ab, sondern sind auch eng mit branchenspezifischen Faktoren verbunden:
Spritzgießkosten in der Automobilindustrie
Automobilteile stellen extrem hohe Anforderungen an die Maßgenauigkeit, die Materialeigenschaften und die Chargenkonsistenz und müssen in der Regel folgende Anforderungen erfüllen IATF 16949 Zertifizierung des Qualitätsmanagementsystems.
Die wichtigsten Kostentreiber:
- Hohe Anforderungen an die Lebensdauer der Form (typischerweise ≥500.000 Zyklen)
- Ein strenges PPAP (Production Part Approval Process) ist erforderlich.
- Die Materialien müssen in der Regel bestimmte Anforderungen wie Flammschutz und Hitzebeständigkeit erfüllen.
- Strenge Anforderungen an die Dimensionskontrolle (CMM-Messung, vollständiger Dimensionsbericht)
Dimuds Dienstleistungen für die Herstellung von Kraftfahrzeugteilen sind auf die Präzisionsfertigung von Strukturkomponenten, Innenraumsystemen und Elektronikgehäusen spezialisiert und verfügen über ein umfassendes Qualitätsmanagementsystem, das den Standards der Automobilindustrie entspricht.
Kosten des Spritzgießens für medizinische Geräte
Das Spritzgießen in der Medizintechnik stellt strenge Anforderungen an eine saubere Produktionsumgebung, die Einhaltung von Materialvorschriften und die Rückverfolgbarkeit:
- Die Materialien müssen den folgenden Vorschriften entsprechen USP Klasse VI und FDA 21 CFR
- Die Produktion muss in einem Reinraum (Klasse 7/8) erfolgen.
- Eine vollständige Aufzeichnung der Chargenrückverfolgung ist erforderlich.
- Formvalidierung erfordert IQ/OQ/PQ-Verfahren
Diese zusätzlichen Anforderungen erhöhen in der Regel die Kosten für medizinisches Spritzgießen um 30%-100% im Vergleich zum Standardspritzgießen, aber die Einhaltung ist nicht verhandelbar.
Dimuds Fertigungsdienstleistungen für medizinische Geräte stellen sicher, dass Ihre medizinischen Komponenten die gesetzlichen Anforderungen erfüllen - von der Materialauswahl bis hin zu kontrollierten Produktionsprozessen.
Kosten des Spritzgießens für Unterhaltungselektronik
Die Unterhaltungselektronikbranche stellt ebenso hohe Anforderungen an die Produktästhetik und die schnelle Iteration:
- Äußere Komponenten erfordern in der Regel eine hochglänzende oder strukturierte Oberfläche
- Die Produkte entwickeln sich schnell weiter, daher müssen die Formen so konstruiert sein, dass Änderungen möglich sind.
- Hohe Anforderungen an die Maßhaltigkeit (Montagegenauigkeit)
- Typischerweise gibt es funktionale Anforderungen wie EMI-Abschirmung und Wärmeableitung
Dimuds Herstellungsdienstleistungen für Unterhaltungselektronik ist auf die kundenspezifische Fertigung von Gehäusen, Steckern und Komponenten für das Wärmemanagement spezialisiert und hilft Ihnen, die Markteinführung zu beschleunigen und gleichzeitig die Qualität zu gewährleisten.
Spritzgießkosten in der Robotik- und Energiespeicherindustrie
Der Bedarf an schnellem Prototyping und flexibler Produktionsskalierung ist in diesen beiden schnell wachsenden Branchen besonders groß:
- Rapid Prototyping in der Frühphase (kleine Chargen, kurze Vorlaufzeiten)
- Der Produktentwurf kann häufige Wiederholungen beinhalten.
- Sobald die Massenproduktion beginnt, sind eine gleichbleibende Qualität und eine zuverlässige Versorgung unerlässlich.
Die Fertigungsdienstleistungen von Dimud in den Bereichen Robotik und Energiespeicher bieten umfassende Unterstützung vom Rapid Prototyping bis zur Serienfertigung.
Ein praktischer Rahmen für die Schätzung der Kosten des Spritzgießens
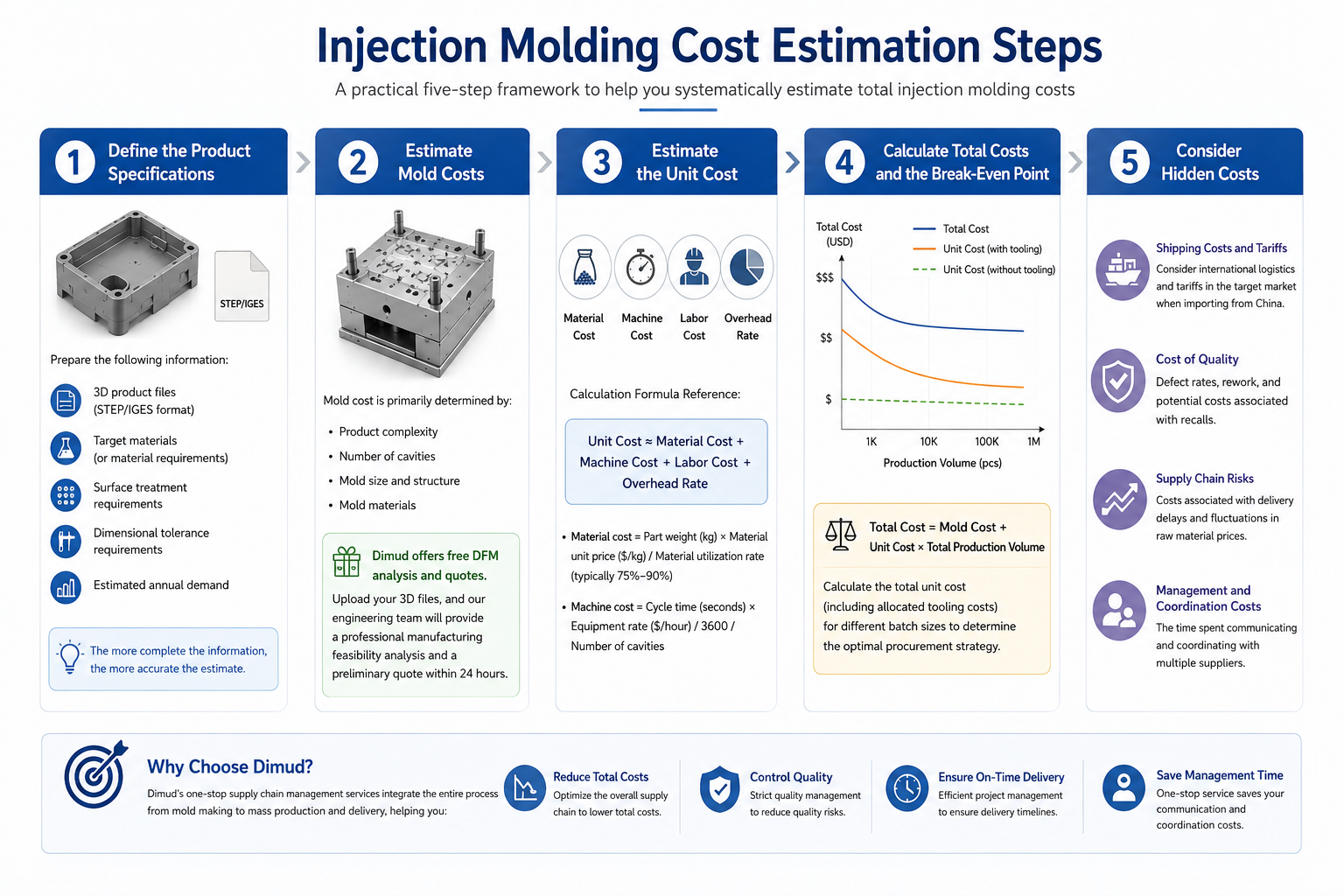
Wie können Sie die Gesamtkosten des Spritzgießens systematisch abschätzen, wenn Sie ein neues Projekt in Angriff nehmen? Hier ist ein praktischer Rahmen in fünf Schritten:
Schritt 1: Definieren Sie die Produktspezifikationen
Bevor Sie einen Kostenvoranschlag anfordern oder die Kosten selbst abschätzen, halten Sie bitte die folgenden Informationen bereit:
- 3D-Produktdateien (STEP/IGES-Format)
- Zielmaterialien (oder Materialanforderungen)
- Anforderungen an die Oberflächenbehandlung
- Anforderungen an die Maßtoleranz
- Geschätzte jährliche Nachfrage
Schritt 2: Schätzung der Schimmelpilzkosten
Vorläufige Schätzungen der Formkosten beruhen auf der Komplexität des Produkts, der Anzahl der Kavitäten und der Formwerkstoffe; siehe die Kostentabelle oben.
Bei Dimud bieten wir kostenlose DFM-Analysen und Angebote an. Laden Sie einfach Ihre 3D-Dateien hoch, und unser Ingenieurteam erstellt innerhalb von 24 Stunden eine professionelle Machbarkeitsanalyse für die Fertigung und ein vorläufiges Angebot.
Schritt 3: Schätzung der Stückkosten
Referenz der Berechnungsformel:
Stückkosten ≈ Materialkosten + Maschinenkosten (Zykluszeit × Tonnage) + Arbeitskosten + Gemeinkostensatz
- Materialkosten = Teilegewicht (kg) × Materialeinzelpreis ($/kg) / Materialnutzungsgrad (normalerweise 75%-90%)
- Maschinenkosten = Zykluszeit (Sekunden) × Ausrüstungsrate ($/Stunde) / 3600 / Anzahl der Kavitäten
Schritt 4: Berechnung der Gesamtkosten und des Break-Even-Points
Gesamtkosten = Werkzeugkosten + Stückkosten × Gesamtproduktionsvolumen
Ermitteln Sie die optimale Beschaffungsstrategie, indem Sie die Gesamtstückkosten (einschließlich zugewiesener Werkzeugkosten) für verschiedene Losgrößen berechnen.
Schritt 5: Versteckte Kosten berücksichtigen
Zu den versteckten Kosten, die viele Kunden übersehen, gehören:
- Versandkosten und Zolltarife: Wenn Sie Produkte aus China importieren, müssen Sie die internationale Logistik und die Zölle auf dem Zielmarkt berücksichtigen.
- Kosten der Qualität: Fehlerquoten, Nacharbeit und potenzielle Kosten im Zusammenhang mit Rückrufaktionen
- Risiken in der Lieferkette: Kosten im Zusammenhang mit Lieferverzögerungen und Schwankungen der Rohstoffpreise
- Verwaltungs- und Koordinierungskosten: Die Zeit, die für die Kommunikation und Koordinierung mit mehreren Lieferanten aufgewendet wird
Genau das ist der Kernwert des Dimud-Konzepts der zentralen Anlaufstelle Lieferkettenmanagement-Dienstleistungen-Durch die Integration der Lieferkette können wir die Verwaltungskosten und Lieferrisiken unserer Kunden erheblich senken.
Wie man durch DFM-Optimierung die Kosten des Spritzgießens senkt
Design for Manufacturability (DFM) ist eine Methode zur proaktiven Identifizierung und Beseitigung von Fertigungsproblemen während der Produktentwicklungsphase, was in der Regel zu Kosteneinsparungen von 15%-40% führt.
Gemeinsame DFM-Optimierungsstrategien
① Beseitigen Sie unnötige Hinterschneidungen
Hinterschneidungen erfordern Schieber oder schräge Kernmechanismen, die einen großen Anteil an den erhöhten Werkzeugkosten haben. Durch eine Umgestaltung der Trennebene oder eine Änderung der Produktstruktur ist es oft möglich, einige Hinterschneidungen zu eliminieren und die Komplexität der Form zu reduzieren.
② Optimierung der Gleichmäßigkeit der Wandstärke
Ungleichmäßige Wandstärken können zu ungleichmäßiger Schrumpfung führen, was Einfallstellen oder Verzug zur Folge hat und die Fehlerquote erhöht. Eine Konstruktion mit gleichmäßiger Wandstärke verbessert die Qualität, verkürzt die Kühlzeit und senkt die Gesamtkosten.
③ Einen geeigneten Ablenkungswinkel einfügen
Ein ausreichender Entformungswinkel (in der Regel 1°-3°) erleichtert den reibungslosen Teileauswurf, verringert das Risiko, dass Teile an der Form haften bleiben, minimiert den Verschleiß der Form und verlängert die Lebensdauer der Form.
④Proper Design von Rippen
Die Dicke der Rippen sollte 50%-70% der Hauptwanddicke betragen, um die Bildung von Lunkerstellen auf der Rückseite der Rippen zu verhindern und gleichzeitig eine ausreichende strukturelle Festigkeit zu gewährleisten.
⑤ Teilkonsolidierung
Die Kombination mehrerer Teile, die sonst separat hergestellt und montiert werden müssten, zu einem einzigen Spritzgussteil kann die Anzahl der benötigten Formen reduzieren und die Montagekosten senken.
⑥ Analyse der Materialsubstitution
Ersetzen Sie teure Materialien durch kostengünstigere Alternativen und stellen Sie gleichzeitig sicher, dass die Leistungsanforderungen erfüllt werden. Zum Beispiel:
- Ersetzen von PA durch glasfaserverstärktes PP (in bestimmten Anwendungen)
- Ersetzen Sie PC durch modifiziertes ABS (wenn die Transparenz nicht von großer Bedeutung ist)
Dimuds DFM und Design für Herstellbarkeit Dienstleistungen werden frühzeitig in das Projekt integriert. Durch Moldflow-Analysen und technische Überprüfungen helfen wir unseren Kunden, bis zu 80% an Konstruktionsfehlern zu vermeiden und so die Kosten an der Quelle zu kontrollieren. (wenn nicht hoch)
Der beste Zeitpunkt für DFM
Je früher Sie mit der DFM-Analyse beginnen, desto größer sind die Vorteile.
Zeitpunkt der Intervention | Typische Kosteneinsparungen | Schwierigkeit, Änderungen vorzunehmen |
Konzeptuelle Entwurfsphase | Höchstwert (30%-50%) | Niedrigste |
Detaillierte Entwurfsphase | Erheblich (15%-30%) | Niedrig bis mittel |
Entwicklungsphase der Form | Begrenzt (5%-15%) | Hoch |
Phase der Massenproduktion | Vernachlässigbar (<5%) | Extrem hoch |
Kosten des Spritzgießens im Vergleich zu anderen Spritzgießverfahren
Das Spritzgießen ist nicht für jede Anwendung geeignet. Wenn Sie wissen, wie die verschiedenen Verfahren im Vergleich aussehen, können Sie die beste Entscheidung treffen:
Prozess | Kosten für Form/Ausrüstung | Stückkosten (Großserienproduktion) | Anwendbare Charge | Optimale Anwendung |
Spritzgießen | Mid–High ($2,000–$200,000) | Sehr niedrig | 10,000+ | Komplexe Kunststoffteile, Großserienproduktion |
3D-Druck (FDM/SLA) | Sehr niedrig (kein Schimmel) | Hoch | 1-500 Artikel | Prototyping, Anpassung |
CNC-Bearbeitung | Niedrig (Programmiergebühr) | Mittelstufe-Fortgeschrittene | 1-1.000 Artikel | Präzisionsmetall-/Kunststoffteile |
Blasformen | Niedrig bis mittel | Niedrig | 5.000+ Artikel | Hohle Behälter (Flaschen, Gläser) |
Tiefziehen | Niedrig | Niedrig bis mittel | 1.000+ Artikel | Dünnwandige, großflächige Teile |
Druckgießen | Hoch | Niedrig | 10,000+ | Strukturbauteile aus Metall |
Schlussfolgerung: Die Vorteile des Spritzgießens liegen in den extrem niedrigen Stückkosten für die Großserienproduktion und in der Fähigkeit, hochkomplexe Geometrien zu realisieren. Wenn die Produktnachfrage hoch ist, das Design stabil ist und eine hohe Präzision erforderlich ist, ist das Spritzgießen in den allermeisten Fällen die optimale Wahl.
Für die Produktvalidierung im Frühstadium bietet Dimud schnelle Prototyping-Dienstleistungen um Kunden bei der kostengünstigen Validierung ihrer Produktentwürfe zu unterstützen, bevor sie mit der Entwicklung von Gussformen im großen Maßstab beginnen.
Häufige Fallstricke bei den Kosten für das Spritzgießen und wie man sie vermeidet

Hier sind einige der häufigsten Kostenfallen, in die viele Beschaffungsmanager und Produktentwicklungsteams tappen:
Ausschließliche Konzentration auf die Schimmelpilzquote unter Vernachlässigung der Gesamtkosten
Bei Formen mit gleicher Funktionalität verwenden Billiganbieter unter Umständen minderwertigen Stahl, was zu einer Lebensdauer führt, die nur die Hälfte der erwarteten beträgt. Dies führt letztlich dazu, dass die Formen frühzeitig nachgearbeitet werden müssen, was die Gesamtkosten erhöht.
Empfehlung: Bitten Sie die Anbieter bei der Einholung von Angeboten um Angaben zu den Werkstoffen der Form, der erwarteten Lebensdauer und den Garantiebedingungen.
Beginnen Sie mit der Produktion von Werkzeugen, bevor der Entwurf fertiggestellt ist.
Häufige Konstruktionsänderungen während der Formentwicklungsphase können zu erheblichen Nacharbeitskosten (gemeinhin als “Formänderungskosten” bezeichnet) führen, die manchmal sogar die ursprünglichen Formkosten übersteigen können.
Empfehlung: Bestätigen Sie nach Abschluss der DFM-Prüfung und der Prototypenvalidierung den Entwurfsstopp, bevor Sie mit der Formentwicklung fortfahren. Die Form
Unterschätzung der Kosten für die Pilotproduktionsphase
Prototypen, die aus der T1-Form hergestellt werden, erfordern oft Anpassungen, und es ist üblich, dass T2, T3 oder noch mehr Runden der Formänderung durchgeführt werden. Diese Kosten sollten in das Projektbudget einkalkuliert werden.
Empfehlung: Stellen Sie 10%-20% des Budgets als Reserve für die Pilotproduktions- und Debugging-Phase bereit.
Nichtberücksichtigung des Risikos von Schwankungen der Materialpreise
Schwankungen der Ölpreise wirken sich direkt auf die Preise der meisten Thermoplaste aus. Wenn Sie langfristige Verträge abschließen und keine Preisanpassungsklauseln einbeziehen, können Sie sich erheblichen Kostenrisiken aussetzen.
Empfehlung: Verhandeln Sie die Aufnahme eines Materialpreisanpassungsmechanismus in langfristige Verträge.
Eine zersplitterte Lieferantenbasis führt zu explodierenden Koordinationskosten
Wenn ein Produkt mehrere Herstellungsprozesse umfasst (Spritzguss + CNC-Bearbeitung + elektronische Montage), kann die Beschaffung verschiedener Lieferanten für jeden Schritt die Kommunikationskosten, Probleme mit der Qualitätskonsistenz und Lieferrisiken erheblich erhöhen.
Empfehlung: Bevorzugen Sie Fertigungspartner, die alles aus einer Hand bieten. Die drei Fabriken von Dimud - ein Formenbau, eine CNC-Werkstatt und ein Elektronikmontagewerk - sind ideal geeignet, um diesen Bedarf zu decken.
Wie man den richtigen Spritzgusslieferanten auswählt
Bei der Auswahl eines Spritzgusslieferanten geht es nicht nur um einen Preisvergleich, sondern auch um die folgenden Faktoren:
Technische Fähigkeiten
- Verfügen Sie über ein spezielles DFM-Analyseteam?
- Verfügen Sie über Moldflow-Funktionen?
- Können Ingenieure Designrisiken proaktiv erkennen?
Produktionsanlagen
- Entspricht der Tonnagebereich unserer Spritzgießmaschinen Ihren Anforderungen?
- Verfügen Sie über Präzisionsbearbeitungsmaschinen (CNC, EDM, Drahtschneiden)?
- Entspricht die Reinraumumgebung den Anforderungen Ihrer Branche?
Qualitätssystem
- Sind Sie ISO 9001 zertifiziert?
- Kunden aus der Automobilindustrie verlangen IATF 16949
- Kunden aus der Medizinbranche benötigen eine Zertifizierung nach ISO 13485 oder eine gleichwertige Zertifizierung.
- Verfügen Sie über ein umfassendes Qualitätskontrollsystem, das IQC, IPQC und FQC abdeckt?
Liefertreue
- Gibt es ein solides Projektmanagement-System?
- Wie hoch war die Liefertreue in der Vergangenheit?
- Wie schnell reagieren Sie, wenn Probleme auftreten?
Fähigkeiten zur Integration der Lieferkette
- Können Sie die Beschaffung von Rohstoffen übernehmen?
- Bieten Sie Montageleistungen an?
- Haben Sie Erfahrung in der Exportlogistik?
Dimud-Spritzgießlösungen: Eine Lösung aus einer Hand zur Senkung der Gesamtkosten
Als Team von Fachleuten mit umfassender Erfahrung in der Spritzgussindustrie hat Dimud über 1.000 kundenspezifische Fertigungsprojekte für Kunden in ganz Europa, Nordamerika und dem Nahen Osten durchgeführt.
Wie wir Ihnen helfen können, Ihre Gesamtkosten für das Spritzgießen zu kontrollieren:
Frühzeitige DFM-Beteiligung reduziert Entwurfsrisiken
Wir arbeiten bereits in der Phase des Produktdesigns eng mit unseren Kunden zusammen. Durch professionelle DFM-Analysen und Mold-Flow-Simulationen identifizieren und eliminieren wir potenzielle Kostenprobleme, bevor mit der Werkzeugerstellung begonnen wird, wodurch die Kosten für spätere Werkzeugänderungen erheblich gesenkt werden.
Hochpräzise Formenherstellung zur Reduzierung der Fehlerquote
Der Formenbau von Dimud hält sich an einen Präzisionsbearbeitungsstandard von ±0,005 mm, mit einer Erstmusterprüfungsrate von über 98%, was die Projektlaufzeiten erheblich verkürzt und die Kosten für die Musterproduktion senkt. Unsere Formen sind für eine Lebensdauer von über 1 Million Zyklen ausgelegt, was die Stückkosten der Formen langfristig senkt.
Spritzgießdienstleistungen aus einer Hand, die Koordinationskosten eliminieren
Ausgestattet mit über 100 Spritzgussmaschinen (mit einer maximalen Schließkraft von 1.300 Tonnen) können wir vom Prototypenbau in kleinen Stückzahlen bis hin zur Großserienproduktion von bis zu 50.000 Einheiten pro Monat alles abdecken. Mit einer umfassenden Qualitätskontrolle während des gesamten Prozesses - einschließlich IQC, IPQC und FQC - erreichen wir eine konstante Ausbringungsrate von über 99% im ersten Durchgang.
Drei Fabriken arbeiten zusammen, um die gesamte Prozesskette abzudecken
- Formenfabrik: Design und Herstellung von Präzisionsformen
- CNC-Fabrik: Präzisionsbearbeitung und Metallteile
- Elektronik-Fabrik: PCBA und Montage von elektronischen Bauteilen
Dank dieser integrierten Fertigungsmöglichkeiten haben Sie nur einen einzigen Ansprechpartner, und wir übernehmen die Koordination des gesamten Prozesses.
End-to-End-Management der Lieferkette
Von der Beschaffung der Rohstoffe bis zum Versand der fertigen Produkte verwalten wir ein Netzwerk von über 3.000 Lieferanten. Durch Mengeneinkauf und strenge Lieferantenbewertungen helfen wir unseren Kunden, die Rohstoffkosten zu optimieren und gleichzeitig eine stabile Lieferkette zu gewährleisten.
Zusammenfassung
Die Kosten des Spritzgießens sind nie nur eine einzige Zahl, sondern spiegeln eine Kombination aus Materialien, Design, Prozessen, der Lieferkette und den Fähigkeiten von Partnern wider. Nur wenn Sie die Kostenstruktur verstehen, können Sie an jedem kritischen Punkt intelligentere Entscheidungen treffen - sei es bei der Optimierung des Produktdesigns, der Auswahl einer Werkzeuglösung oder der Festlegung von Strategien für die Produktionsmenge.
Wenn Sie bei Ihrem Spritzgießprojekt mit Kostendruck konfrontiert sind oder sich nicht sicher sind, ob Ihr derzeitiger Ansatz optimal ist, warum beginnen Sie nicht mit einer kostenlosen DFM-Analyse? Das Ingenieurteam von Dimud wird Ihnen innerhalb von 24 Stunden ein professionelles Feedback geben - dies könnte der lohnendste Schritt in Ihrem Projekt sein.




