Every product starts as an idea. But somewhere between that idea and a shelf-ready part, most teams hit the same wall: the mold takes too long.
Waiting 8–12 weeks for a production mold — only to discover a wall thickness issue or a gate position problem — is one of the most expensive mistakes in product development. I’ve seen it derail launch timelines more than once. That’s exactly why rapid tooling exists.
Rapid tooling is the process of producing functional injection molds in significantly shorter lead times than conventional tooling — typically 1 to 4 weeks instead of 2 to 4 months. These molds, usually machined from aluminum or soft steel, are used to produce real, injection-molded plastic parts for prototyping, functional testing, and bridge production runs. Unlike 3D printed prototypes, rapid tooling injection molding produces parts from the actual production material, so what you test is what you’ll manufacture.
The difference that makes to a product development cycle is hard to overstate. Let’s get into the details.
How Does Rapid Tooling Work?
The name makes it sound simple. In practice, there’s a real engineering process behind it.
Rapid tooling works by compressing the mold manufacturing cycle through a combination of simplified tooling design, CNC high-speed machining of softer mold materials (primarily aluminum), and direct-to-tool CAD workflows. A qualified mold engineering team takes your 3D CAD file, performs DFM (Design for Manufacturability) analysis, machines the mold cavity and core, and delivers molded samples — all within days to weeks rather than months.
The Core Sequence
The process typically follows four stages:
DFM Review First. Before any metal is cut, the CAD file goes through a Design for Manufacturability check. This is where wall thickness, draft angles, gate locations, and parting lines get evaluated. Skipping this step is how people end up with aluminum molds that can’t produce consistent parts.
Material Selection for the Mold. Aluminum alloys like 7075 and 6061 are the workhorses of rapid prototype tooling. They machine fast — sometimes 3–5× faster than P20 steel — and handle tens of thousands of shots for standard thermoplastics. For higher volumes or abrasive materials, pre-hardened steel (like P20 or NAK80) is used even in rapid timelines.
High-Speed CNC Machining. The mold cavity and core are machined using 3-axis or 5-axis CNC centers. Modern high-speed spindles can produce mold surfaces with surface finishes in the Ra 0.4–1.6 μm range directly from the machine — no hand polishing required for functional prototype tooling.
Trial Shots and Iteration. After assembly, the mold runs initial shots. With aluminum tooling, adjustments are straightforward — adding steel (welding) or removing material via re-machining is fast. This iterative ability is one reason rapid prototyping tooling is genuinely superior to conventional tooling for design validation.
One thing worth understanding: the speed doesn’t come from cutting corners. It comes from eliminating the complexity that conventional production molds carry — hardened steel inserts, complex cooling channel networks, elaborate ejection systems — and replacing them with simpler, faster-to-build alternatives that still produce real injection-molded parts.
What Are the Advantages and Limitations of Rapid Tooling in Injection Molding?
This is where most articles give you a clean bullet list and call it a day. The honest answer is more nuanced.
The advantages of rapid tooling in injection molding are real and significant: dramatically shorter lead times (days to weeks vs. months), lower upfront cost for mold fabrication, the ability to test actual production-grade materials, and genuine design iteration before committing to a hardened production tool. The limitations are equally real: lower shot life compared to hardened steel molds, potential dimensional variation in high-cavity tooling, and higher per-part cost when scaled to large volumes.
Where It Genuinely Wins
Speed to functional parts. This is the obvious one, but the downstream impact is bigger than it sounds. When a medical device startup gets functional parts in week 3 instead of month 3, they can show real components to regulatory advisors, run drop tests, and validate assembly fits — all before committing to a $30,000–$80,000 production tool. That’s not a minor benefit; that’s the difference between catching a design flaw at $4,000 or at $40,000.
Material authenticity. A 3D printed prototype in PLA tells you almost nothing about how a glass-filled nylon part will behave under load. Rapid tooling plastic production uses the actual production resin — same shrinkage, same crystallization behavior, same surface finish. For functional testing, that matters enormously.
Bridge production. When a production mold is delayed or a product launch is being pulled forward, rapid production tooling can fill the gap with real, saleable parts. This is a use case that often gets overlooked in the prototyping-focused narrative around fast tooling.
Where You Need to Be Careful
Shot life limits. An aluminum mold running abrasive glass-filled resins might show wear after 20,000–50,000 shots. A hardened steel production mold typically handles 500,000+ shots. For high-volume products, you’re always planning for a production tool eventually.
Tolerances at the edges. For most parts, aluminum molds can hit ±0.05 mm dimensional tolerances — sufficient for the vast majority of functional prototypes. But if you’re running tight-tolerance medical components or complex multi-cavity tools, the dimensional consistency of aluminum tooling requires closer monitoring.
Not a replacement for production tooling. Some teams try to extend rapid tooling well past its designed life. This usually ends in inconsistent parts, more downtime, and ultimately the production tool they should have ordered earlier. Rapid tooling is a bridge, not a destination.
How to Manufacture Rapid Tooling?
The manufacturing path depends on what you’re trying to achieve — prototype validation, bridge production, or low-volume end-use parts.
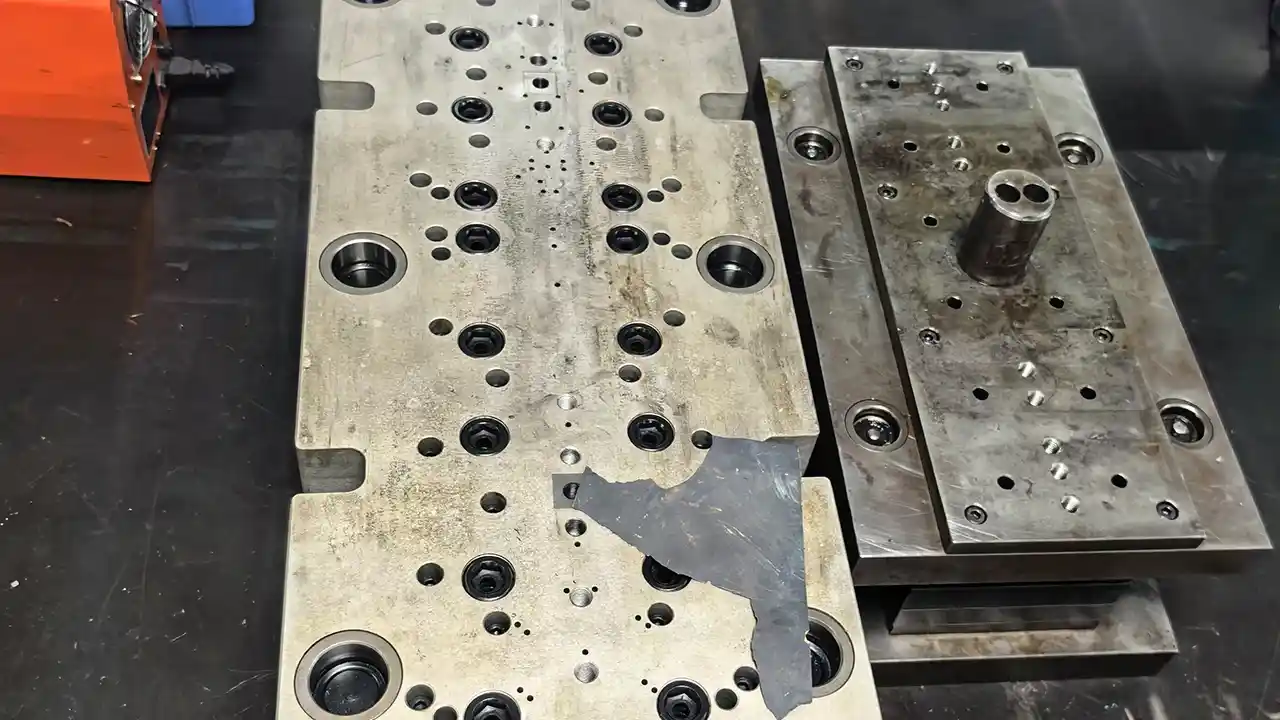
Rapid tooling is manufactured primarily through CNC machining of aluminum or soft steel mold bases, with EDM (Electrical Discharge Machining) used for fine features and complex geometries. The mold design is derived directly from the product’s 3D CAD model, with a DFM review to optimize parting lines, gates, runners, and ejection. Lead times for aluminum rapid tooling typically run 7–15 working days depending on part complexity.
The Three Main Manufacturing Routes
Aluminum CNC Machining is the most common approach for rapid prototyping and tooling. Aluminum’s machinability is exceptional — a cavity that might take 40 hours in P20 steel can often be machined in 12–15 hours in 7075 aluminum. The surface quality is good enough for most functional parts without secondary polishing, and modifications are straightforward.
Soft Steel Tooling (P20, NAK80) is chosen when the part geometry includes tight tolerances, when the resin is abrasive (glass-filled, mineral-filled), or when the intended run is longer (50,000–200,000 shots). Lead times are longer than aluminum — typically 3–5 weeks — but still far shorter than fully hardened production tooling.
3D Printed Mold Inserts represent a newer route that’s gained traction for very short runs (under 500 shots). Photopolymer or metal-printed inserts can be produced in 24–48 hours and mounted in standard mold bases. The limitation is shot life and surface quality — this approach is best for early-concept validation rather than functional testing.
What a Competent Rapid Tooling Workflow Actually Looks Like
In practice, a well-run rapid tooling process starts with the supplier performing a detailed DFM report — not just machining from your CAD file. At Dimud, for example, the mold engineering team reviews every incoming design for wall thickness consistency, gate location optimization, and cooling channel feasibility before a single toolpath is generated. That review alone catches the kind of issues that would otherwise result in a second mold run.
The machining stage uses 3- and 5-axis CNC centers, with tight process control on mold base flatness and insert fit. After first-shot trials, a dimensional report against the original CAD file is typically issued, and any adjustments are made before approving sample shipment.
What Are the Applications of Rapid Tooling?

The industries using rapid tooling solutions span almost every sector of manufacturing. But the use cases cluster around a few recognizable patterns.
Rapid tooling is applied wherever speed-to-market matters more than per-part cost minimization, or wherever design iteration is still underway. The most common applications include: product development prototyping, bridge production while hard tooling is being built, short-run production for niche or seasonal products, functional testing of parts in production-grade materials, and pre-production validation for medical and automotive components.
Consumer Electronics
This is probably the highest-volume use case. A consumer electronics company introducing a new device housing needs real molded parts — in the actual ABS or PC/ABS blend — to validate assembly fits, test surface finishes, and photograph for marketing materials, all before the production mold is approved. Rapid tooling in China frequently runs these programs in 7–14 days.
Medical Devices
Regulatory validation in medical manufacturing requires parts made from the same material, process, and mold configuration as production units. Rapid tooling lets development teams produce test units for pre-submission testing and human factors studies without committing to a full production tool. For a Class II medical device, this can compress the development timeline by months.
Automotive Prototyping
Automotive programs use rapid tooling heavily during the engineering prototype (EP) and design verification (DV) phases. Interior trim components, connector housings, and bracket parts are often produced via rapid tooling injection before the production mold schedule opens. Given that automotive programs can have hundreds of unique plastic parts, the cumulative time savings are substantial.
Robotics and Industrial Equipment
This sector benefits specifically from the bridge production capability. When a robotics startup is fulfilling its first batch of 500–2,000 units before volumes justify full production tooling, rapid production tooling fills the gap perfectly. The parts are production-grade, the costs are controlled, and the flexibility to iterate is preserved.
What Is the Difference Between Conventional Tooling and Rapid Tooling?
People use these terms loosely. The distinction is worth being precise about.
Conventional tooling refers to fully hardened steel molds (typically P20, H13, or S136 steel, hardened to 48–54 HRC) designed for long production runs of 500,000+ shots. Rapid tooling uses softer materials — aluminum or pre-hardened soft steel — machined faster and at lower cost, with shot life of 10,000–200,000 parts depending on the material. The key differences are: lead time (weeks vs. months), upfront cost (lower for rapid), per-part cost at volume (higher for rapid), and mold life (shorter for rapid).
A Direct Comparison
| Parameter | Conventional Tooling | Rapid Tooling |
|---|---|---|
| Mold material | Hardened steel (P20/H13/S136) | Aluminum / soft steel |
| Lead time | 8–16 weeks | 1–4 weeks |
| Mold life | 500,000–1M+ shots | 10,000–200,000 shots |
| Upfront cost | High ($15,000–$100,000+) | Lower ($2,000–$20,000) |
| Tolerance capability | ±0.02 mm or better | ±0.05 mm typical |
| Design flexibility | Low (expensive to modify) | High (easy to modify) |
| Best for | High-volume production | Prototyping, bridge production |
When to Choose Which
Choose conventional production tooling when: you have a validated, frozen design; volumes exceed 100,000+ units per year; the part geometry requires tight tolerances; or the resin is highly abrasive.
Choose rapid tooling when: design changes are still possible; you need parts for functional testing; you’re bridging a production gap; or you’re producing short runs for market testing or initial launches.
The two aren’t mutually exclusive — the typical product journey runs through rapid tooling on the way to a conventional production mold. Teams that skip the rapid tooling step often pay for it with expensive late-stage design changes to their production tooling.
What Is the Need for Rapid Tooling in Manufacturing Today?

The answer to this has changed significantly in the last decade.
The manufacturing industry’s need for rapid tooling has intensified because product development cycles are compressing while design complexity is increasing. In automotive, electronics, and medical manufacturing, time-to-market pressure means teams can no longer afford 12-week tooling lead times during the design validation phase. Rapid prototyping and tooling has become a standard step in modern product development — not a workaround for companies that can’t afford proper tooling.
The Structural Shift Behind the Demand
Product lifecycles are shorter. A consumer electronics product that would have had a 4–5 year lifecycle in 2010 now often has 18–24 months before a new generation supersedes it. In that environment, spending 3 months on tooling during a development phase that’s 6 months total is simply not viable.
Supply chains are also more fragmented. Companies that once managed tooling programs through a single domestic supplier are now running multi-country supply chains where a rapid tooling china supplier produces validation samples while production tooling is being built elsewhere. This parallel-path development model has become mainstream for mid-size consumer brands.
There’s also the startup factor. Hardware startups in the seed and Series A stage typically cannot justify committing $50,000+ to hardened production tooling before they’ve run a market test. Rapid tooling lets these teams produce real, professional-quality parts for initial customer sales, investor demonstrations, and regulatory submissions — at a cost that matches their funding stage.
China’s Role in This Ecosystem
The global center of gravity for rapid tooling has been in China for many years, and specifically in the Guangdong manufacturing corridor. The combination of skilled mold engineers, competitive CNC machining capacity, and vertically integrated supply chains means that rapid tooling china suppliers can often deliver aluminum molds and first samples in 7–10 working days — a timeline that would be 3–4 weeks in most Western countries.
For buyers in Europe and North America, this creates a meaningful advantage during development: use rapid tooling china for DV samples and bridge production, then decide on the production tooling location based on long-term commercial criteria.
Is Rapid Tooling Right for My Project?

Not every project needs it. But more projects benefit from it than most teams realize.
If you’re at a point where you have a CAD model and you need real injection-molded parts — not 3D prints, not CNC machined stand-ins, but actual molded parts in the production material — rapid tooling is almost certainly the right next step. The injection mold manufacturing decision comes later, once the design is locked.
If you’re still debating whether the design is ready, that’s precisely when a DFM review saves money. At Dimud, product design and DFM analysis is built into the pre-tooling process, because the most expensive rapid tooling mistake is machining a mold from a design that wasn’t ready.
The teams who get the most value from rapid tooling aren’t the ones who use it as a last resort. They’re the ones who build it into their development process from the start — running a rapid tool at week 4, iterating at week 8, and arriving at production tooling with a fully validated, frozen design.
That’s how you go from idea to mass production without the expensive detours.
At Dimud, we provide rapid tooling solutions with aluminum and soft steel molds, delivering first samples in as fast as 7 days. Our integrated plastic injection molding and mold manufacturing capabilities — across three specialized facilities — mean your rapid tooling program is managed under one roof, from DFM through to molded parts.
Conclusion
Rapid tooling isn’t a shortcut. It’s a smarter development path — one that trades some shot life and some per-part economics for something far more valuable early in a product’s life: the ability to test, iterate, and validate with real parts before committing to a $50,000+ production mold. In today’s compressed development timelines, that flexibility isn’t a luxury. For most products, it’s the difference between getting to market on time and getting caught in an expensive design loop.