

Precision CNC Grinding Services
Custom CNC grinding solutions for molds, parts, and complex geometries designed for the automotive, medical, and electronics industries.
- ISO Certified
- 3 Manufacturing Plants
- 10+ Years Experience

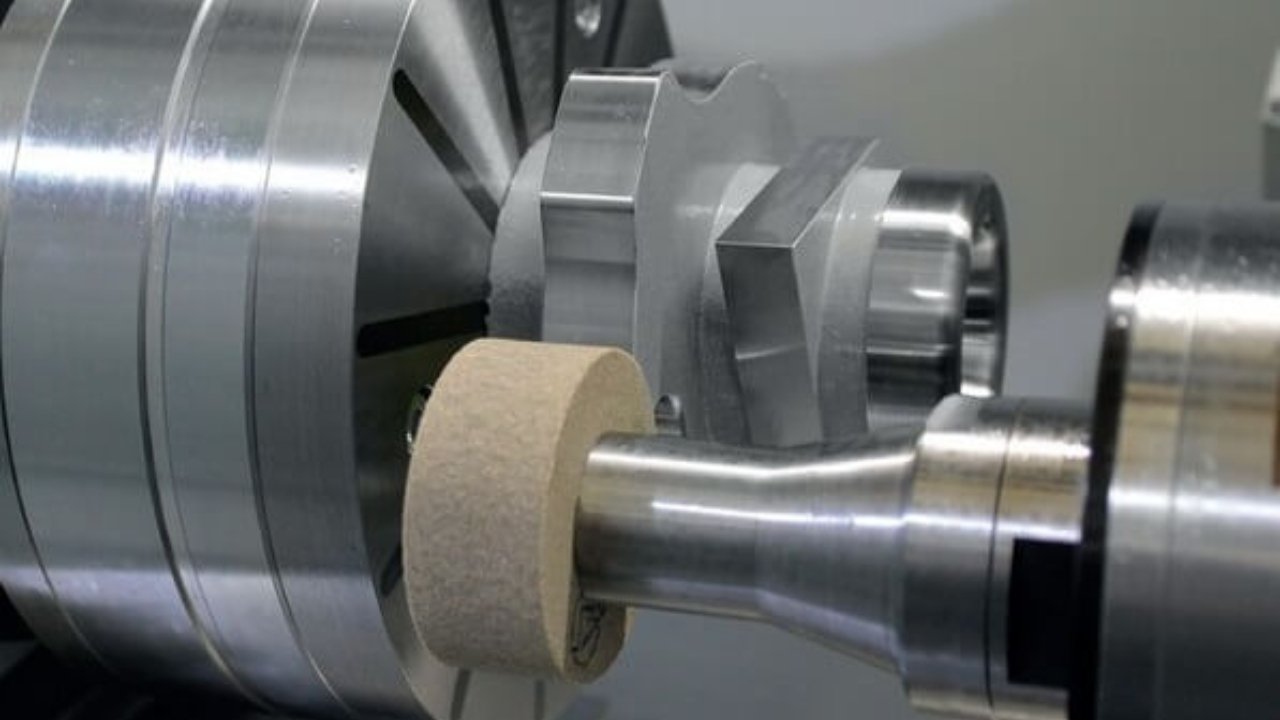
What Is CNC Grinding?
CNC grinding is a subtractive manufacturing process that uses a high-speed rotating grinding wheel as the cutting tool. By precisely controlling the relative motion between the workpiece and the grinding wheel via a computer numerical control (CNC) system, it achieves ultra-precise dimensions and surface quality through the removal of minute amounts of material.
Unlike traditional cutting processes such as turning and milling, the cutting edge in grinding consists of countless randomly distributed abrasive grains on the surface of the grinding wheel, with each grain participating in the cutting process at a minimal depth of cut (typically at the micrometer level). This multi-edge micro-cutting mechanism enables CNC grinding to consistently achieve the following:
Dimensional tolerances: ±0.001 mm to ±0.005 mm
Surface roughness: Ra 0.1 μm to Ra 0.8 μm (precision grinding can achieve Ra 0.025 μm)
The CNC system uses closed-loop feedback to control the grinding wheel’s feed rate, cutting depth, table reciprocation frequency, and dressing cycle, ensuring high consistency and repeatability in every machining result. This makes it particularly suitable for parts in batch production that require strict tolerance consistency.
How CNC Grinding Compares to Other Finishing Processes
| Dimensions of Process Comparison | CNC Grinding | CNC Milling | CNC Turning | EDM |
|---|---|---|---|---|
|
Dimensional Tolerances |
±0.001~±0.005mm |
±0.01~±0.05mm |
±0.005~±0.02mm |
±0.005~±0.01mm |
|
Surface Roughness Ra |
0.025~0.8μm |
0.8~3.2μm |
0.4~1.6μm |
0.4~1.6μm |
|
Suitable material hardness |
Machinable hardened materials (HRC 60+) |
Applicable material hardness a |
Applicable material hardness a |
Conductive materials |
|
Material removal rate |
Low (primarily finishing work) |
High |
High |
Extremely high |
Key Process Parameters in CNC Grinding
| Parameter Name | Note | Typical Range |
|---|---|---|
|
Wheel Speed |
Key Parameters Affecting Surface Quality and Grinding Efficiency |
20~120 m/s |
|
Feed Rate |
Controlling Material Removal Rate and Heat Generation |
0.005~0.05 mm/pass |
|
Depth of Cut |
Radial material removal per pass |
Coarse grinding: 0.01–0.05 mm / Fine grinding: 0.001–0.005 mm |
|
Dressing Cycle |
Restore the sharpness of the grinding wheel and ensure dimensional stability
|
Determined based on the material and operating conditions |
|
Coolant Strategy |
Control grinding heat to prevent surface burning and deformation of the workpiece |
Directional spraying of water-based/oil-based coolants |
|
Workholding |
Factors Affecting Positioning Accuracy and Repeatability |
Magnetic Chucks / Precision Fixtures / Center Points |
Our CNC Grinding Capabilities
Precision is not a target—it’s a baseline.
At Dimud, our CNC grinding services are built around one principle: every micron matters. Whether you’re sourcing tight-tolerance mold components, high-wear tooling parts, or critical mechanical assemblies, our CNC grinding capabilities cover the full spectrum of precision finishing requirements.
With dedicated surface, cylindrical, profile, and jig grinding equipment—combined with in-house mold manufacturing and CNC machining—we handle the complete finishing workflow under one roof, eliminating the tolerances lost in handoffs between suppliers.
Surface Grinding
High-flatness finishing for mold bases, plates, and precision flat components.
Suitable for workpieces requiring strict flatness and parallelism control. Our surface grinding process consistently achieves flatness of ≤ 0.002 mm and a surface roughness of Ra ≤ 0.4 μm, making it widely used for the final machining of mold bases, precision shims, and guide surfaces.
Cylindrical Grinding
Micron-level diameter control for shafts, pins, and rotational components.
Suitable for workpieces requiring strict flatness and parallelism control. Our surface grinding process consistently achieves flatness of ≤ 0.002 mm and a surface roughness of Ra ≤ 0.4 μm, making it widely used for the final machining of mold bases, precision shims, and guide surfaces.
Internal Grinding
Precise bore finishing for housings, sleeves, and close-tolerance inner diameters.
For parts requiring high internal bore precision, we offer high-precision internal bore grinding services, with a roundness tolerance of ≤ 0.003 mm and a surface roughness of Ra ≤ 0.4 μm. This service is suitable for structural components sensitive to internal bore fit precision, such as precision sleeves, guide bores, and hydraulic valve bodies.
Profile & Form Grinding
Complex contour grinding for mold inserts, punches, and non-circular profiles.
By using CNC multi-axis control to guide the grinding wheel’s path, this process enables precision contour grinding of complex, irregular cross-sections. Contour accuracy can reach ±0.003 mm, making it suitable for the final contour machining of precision stamping die punches and dies, injection mold core inserts, and irregularly shaped cutting tools.
Jig Grinding
Sub-micron positional accuracy for holes, bores, and critical reference features.
Hole positioning and contour grinding are performed under the control of a precision coordinate system, achieving a positional accuracy of ±0.002 mm. This process is suitable for the manufacture of mold components, precision fixtures, and measuring tools that require extremely high standards for hole spacing and positioning accuracy and is one of the core processes in high-precision mold manufacturing.
Centerless Grinding
High-efficiency precision grinding for high-volume cylindrical and slender parts.
No specialized clamping is required. This process is ideal for the efficient, precision grinding of batch-produced parts such as slender shafts and small-diameter bars, with a diameter consistency tolerance of ≤ 0.003 mm. It offers a significant increase in production efficiency compared to center grinding and meets flexible requirements ranging from small-batch prototyping to large-scale mass production.
Industries We Serve with CNC Grinding
Automotive components on the assembly line are highly standardized, and dimensional deviations in any batch can lead to assembly line stoppages or product recalls. Transmission systems, engine compartment components, and die parts have extremely strict requirements for dimensional consistency, cylindricity, and surface roughness after grinding, and final machining is typically performed on hardened parts.

| Application Parts | Key Grinding Requirements |
|---|---|
|
Surgical Instrument Guides / Positioning Pins |
External cylindrical grinding, tolerance ±0.002 mm, surface free of burrs and burn marks |
|
Precision structural components for diagnostic equipment |
Flat grinding, flatness ≤ 0.002 mm, Ra ≤ 0.2 μm |
|
Implant Molding Core |
Coordinate grinding, final machining of hardened steel, contour accuracy ±0.003 mm |
|
Microfluidic Device Molds |
Profile grinding, dimensional accuracy of fine features: ±0.002 mm |
|
Precision parts made of stainless steel / titanium alloy |
Non-magnetic contamination control, Ra ≤ 0.1 μm |
We help automotive suppliers maintain zero-defect dimensional consistency across high-volume production runs—from hardened drivetrain components to precision mold tooling.
As electronic products continue to evolve toward smaller sizes and higher integration, component wall thicknesses are becoming thinner and mating clearances are shrinking, leading to a dramatic increase in the demands for grinding accuracy and geometric tolerances. Even the slightest dimensional deviation in components such as connector molds and heat sink structures can directly affect the product’s electrical performance and assembly yield.

| Application Parts | Key Grinding Requirements |
|---|---|
|
Precision mold inserts for connectors |
Profile grinding, clearance ≤ 0.003 mm, batch consistency |
|
Heat Sink Structural Components / Heat Spreaders |
Flat grinding, flatness ≤ 0.002 mm, ensuring uniform contact thermal resistance |
|
Precision structural components for semiconductor equipment |
Coordinate grinding, hole position accuracy of ±0.002 mm, geometric tolerances in the micrometer range |
|
Precision Stamping Dies (FPC/Terminals) |
Form grinding of punch and die cutting edges, clearance uniformity ≤ 0.002 mm |
|
Molds for Optical/Sensor Module Housings |
High-precision cavity grinding, Ra ≤ 0.2 μm |
We support electronics manufacturers in achieving the micron-level dimensional control required for miniaturized components—where even a 0.005 mm deviation can affect product yield.
The requirements for surface quality, dimensional accuracy, and material integrity in medical device components far exceed conventional industrial standards. Thermal damage, residual surface stresses, or microcracks resulting from the grinding process can all affect the device’s service life and biocompatibility. At the same time, the medical industry imposes strict requirements regarding the traceability of machining records.

| Application Parts | Key Grinding Requirements |
|---|---|
|
Surgical Instrument Guides / Positioning Pins |
Cylindrical grinding, tolerance ±0.002 mm, surface free of burrs and burn marks |
|
Precision structural components for diagnostic equipment |
Surface grinding, flatness ≤ 0.002 mm, Ra ≤ 0.2 μm |
|
Implant Molding Core |
Coordinate grinding, final machining of hardened steel, contour accuracy ±0.003 mm |
|
Microfluidic Device Molds |
Profile grinding, dimensional accuracy of fine features: ±0.002 mm |
|
Precision parts made of stainless steel / titanium alloy |
Non-magnetic contamination control, Ra ≤ 0.1 μm |
We apply controlled grinding processes with strict thermal management to deliver surface integrity and dimensional accuracy that meet the uncompromising standards of medical manufacturing.
Robotic joints and structural components for energy storage systems operate under high-frequency cyclic loads; the dimensional accuracy and surface integrity of these parts directly impact the system’s motion precision, seal reliability, and service life. Both industries face the dual pressures of rapid R&D cycles and mass production yield requirements, demanding that suppliers respond quickly to prototyping needs while ensuring consistency during mass production.

| Application Parts | Key Grinding Requirements |
|---|---|
|
Robotic Joint Reducer Parts |
External/internal bore grinding, fit accuracy H5/g4, roundness ≤ 0.001 mm |
|
Harmonic reducer: flexible gear / rigid gear |
Tooth profile grinding, tooth accuracy grades 5–6 |
|
Molds for battery module structural components |
Flat grinding, parting surface flatness ≤ 0.003 mm |
|
Precision components for energy storage housing sealing grooves |
Profile grinding, groove width tolerance ±0.003 mm, Ra ≤ 0.4 μm |
|
Linear Guides / Precision Slides |
Flat and outer-circle compound grinding, with straightness of the guide surface ≤ 0.003 mm/300 mm |
From rapid-iteration prototypes to scalable production, we provide the grinding precision that keeps robotic systems running accurately and energy storage assemblies sealed reliably.
Why Choose Dimud for CNC Grinding?
Most CNC grinding suppliers offer equipment. Few offer accountability across the entire partial realization process. At Dimud, our CNC grinding service is backed by in-house mold engineering, integrated manufacturing, and end-to-end supply chain management—giving you a single point of responsibility from drawing to delivery.
One Supplier. Full Process Ownership
For the vast majority of customers seeking CNC grinding suppliers, the greatest hidden risk stems from loss of precision and buck-passing during collaboration with multiple suppliers. Dimud’s three in-house facilities—a mold factory, a CNC machining shop, and an electronics plant—work in tandem to complete grinding, mold manufacturing, and component assembly within a single integrated system, thereby eliminating the cumulative dimensional deviations and delivery delays associated with outsourcing.
Post-Hardening Grinding Capability — No Outsourcing
The final machining of hardened materials (HRC 40–65) is a key indicator of a grinding supplier’s true capabilities. Dimud possesses comprehensive grinding capabilities for all types of hard materials, including tool steel, cemented carbide, and high-speed steel. Materials proceed directly to the grinding process after heat treatment, eliminating the need for outsourcing. This ensures controllable lead times and avoids the risk of impact damage and precision issues caused by material transfer.
Tolerance Held. Every Batch
It is not difficult to meet tolerance requirements for a single prototype; the real challenge lies in ensuring that every piece meets those standards during mass production. Through standardized grinding parameter records, regular grinding wheel dressing, and a 100% inspection of the first piece in each batch, we ensure that dimensional consistency during mass production remains at the same level as during the prototyping stage, thereby saving our customers the rework and assembly losses caused by dimensional drift.
Engineering Review Before Grinding Starts
Many grinding issues are predetermined before machining even begins—such as unreasonable dimensional tolerances in drawings, material selection unsuitable for the grinding process, or incorrect heat treatment sequences. After receiving an order, Dimud conducts a grinding process feasibility review to identify potential machining risks and provide recommendations for process optimization, helping customers avoid the risk of rework before production begins, rather than discovering problems only after delivery.
Inspection Data Delivered with Every Order
"Dimensional compliance" requires data to substantiate it, not just verbal assurances. Each batch of delivered products is accompanied by a CMM (coordinate measuring machine) inspection report, which fully documents critical dimensions, geometric tolerances, and surface roughness data. This meets the requirements of internal quality audits, customer factory audits, and industry compliance standards, ensuring true quality traceability and the ability to pinpoint any issues.
Scalable from Prototype to Mass Production
The R&D phase requires rapid response, while mass production demands stable delivery schedules—these two requirements place vastly different demands on suppliers. Dimud’s CNC grinding services support a seamless transition from single-unit prototyping to high-volume production. A dedicated engineering team oversees the entire process, with process parameters finalized during the prototyping phase. This eliminates the need for retooling during mass production, thereby shortening the ramp-up period.
CNC Grinding: Frequently Asked Questions

Under standard production conditions, dimensional tolerances can be consistently maintained at ±0.002 mm, and hole positioning accuracy for precision coordinate grinding can reach ±0.001 mm. The actual achievable tolerance depends on the workpiece material, geometry, and heat treatment condition. We recommend that you provide drawings so that we can confirm process feasibility before issuing a quote.
Yes. We support orders at every stage, from single-unit samples to mass production. Process parameters are finalized during the sample stage, so no retooling is required when switching to mass production, ensuring dimensional consistency between the two stages.
For standard parts, we typically provide a quote and process evaluation within 24 hours. For parts with complex structures or those requiring DFM analysis, we will provide detailed feedback within 48 hours. All quotes include process recommendations, and there are no hidden fees.
No. Dimud offers heat treatment coordination services, which allow us to centrally arrange heat treatment processes such as quenching and tempering before proceeding to the final grinding stage. We manage all process milestones throughout the entire process to avoid the risk of scratches and deformation caused by multiple transfers of the parts.
The following standard process is followed for each production batch: 100% inspection of the first piece → in-process sampling → final CMM inspection prior to shipment. Grinding parameters, grinding wheel specifications, and dressing intervals are recorded and archived throughout the process. Process parameters are strictly replicated from batch to batch to ensure that mass-production dimensions remain consistent with the prototype standards.
Yes. As long as the customer provides a material certificate or the relevant standard, our process engineers will develop a customized process plan tailored to the material’s hardness, thermal conductivity, and grinding characteristics, including the selection of grinding wheels, cooling strategies, and feed rate settings.
Yes. Each batch comes standard with a CMM (Coordinate Measuring Machine) inspection report covering key dimensions, geometric tolerances, and surface roughness data, all of which are traceable to the specific workpiece batch. If required, we can provide a Full Acceptance Inspection (FAI) report or quality inspection documents formatted according to the customer’s specified template.
Yes. Before formal machining, we conduct a feasibility review of the grinding process, focusing on identifying the following risks: whether the specified tolerances align with the grinding process capabilities, whether there are any grinding interference issues in the part’s structure, and whether the heat treatment sequence is appropriate. The results of the review are provided in writing at no additional cost.
We support mainstream engineering drawing and 3D model formats, including STEP, IGES, DWG, DXF, PDF (with annotations), SolidWorks, and native CATIA formats. If you only have a sketch or a prototype, please contact our engineers for assistance in confirming your requirements.
Prototype orders typically take 7 to 15 business days, depending on the complexity of the parts and whether heat treatment coordination is required. Lead times for mass production orders will be agreed upon separately after the process is confirmed, with milestones clearly specified in the contract. For urgent requests, you may apply for expedited service; we will prioritize your order in our production schedule and inform you of the shortest lead time we can guarantee.