

Пластик PBT — полибутилентерефталат — является материалом, который уже более четырёх десятилетий отвечает этим требованиям к надёжности в электрических и электронных устройствах. И не потому, что он является самым прочным, самым жёстким или самым дешёвым инженерным термопластом. А потому, что сочетание стабильности размеров во влажной среде, стабильных диэлектрических характеристик в широком диапазоне температур, быстрой кристаллизации, необходимой для крупносерийного литья под давлением, и широкой химической стойкости представляет собой практический оптимум, который действительно трудно повторить с помощью какого-либо одного альтернативного материала.
Данное руководство предназначено для инженеров, которые рассматривают возможность использования PBT в рамках проекта, устраняют неисправность в уже изготовленной детали из PBT или пытаются понять, действительно ли этот материал лучше подходит для их задачи, чем PA66 или PC, которые они использовали ранее. Если это про вас, читайте дальше.
Что такое пластик PBT?

Полибутилентерефталат — это полукристаллический инженерный термопластичный полиэстер, получаемый в результате поликонденсации 1,4-бутандиола (BDO) с терефталевой кислотой (TPA) или диметилтерефталатом (DMT). Впервые он был запущен в коммерческое производство в начале 1970-х годов — сначала компанией Celanese под брендом Celanex, а затем быстро набрал обороты благодаря компании DuPont (Valox), BASF (Ultradur), и другие — он принадлежит к тому же семейству полиэфиров, что и ПЭТ, имея общий ароматический терефталатный остов, но существенно отличаясь гибким сегментом бутиленгликоля, расположенным между эфирными связями.
Это структурное различие не носит чисто теоретический характер. Четырехуглеродный бутиленовый фрагмент между эфирными группами длиннее и гибче, чем двухуглеродный этиленовый фрагмент в ПЭТ. Такая дополнительная подвижность цепи влечет за собой два следствия, которые определяют особенности технологического процесса и эксплуатационные характеристики PBT:
Более высокая скорость кристаллизации. В процессе литья под давлением PBT кристаллизуется значительно быстрее, чем PET, — даже при более низких температурах формы. Именно поэтому изделия из PBT можно быстро извлекать из формы, что позволяет сократить время цикла при массовом производстве разъемов и не требует таких высоких температур формы, которые необходимы для PET для достижения достаточной кристалличности. Для массового производства электрических разъемов это является важным с коммерческой точки зрения преимуществом в процессе производства.
Более низкая температура плавления. Температура плавления PBT составляет примерно 223–225 °C, в то время как у PET — 250–260 °C, что требует меньших затрат энергии при переработке и обеспечивает более широкий диапазон между температурой плавления и порогом разложения.
Полукристаллическая структура — как правило, степень кристалличности 30–40% в деталях, изготовленных методом литья под давлением, — является источником как стабильности размеров PBT, так и основной сложности при его переработке. Кристаллические домены обеспечивают механическую жесткость, химическую стойкость и термическую стабильность, на которые полагаются инженеры. Тот же процесс кристаллизации, если его не контролировать надлежащим образом с помощью регулирования температуры пресс-формы, конструкции литникового канала и равномерности охлаждения, приводит к короблению и анизотропной усадке, что вызывает проблемы с размерами в корпусах прецизионных разъемов.
Характеристики пластика PBT: что означают эти цифры на практике
Вместо того чтобы приводить таблицу с исходными данными, ниже приведена связь между ключевыми показателями свойств PBT и инженерными решениями, принятыми с их учетом.
Стабильность размеров — качество, которое позволяет завоевать рынок соединительных элементов
Влагопоглощение пластика PBT составляет примерно 0,06–0,081 TP3T в состоянии равновесия (24-часовое водопоглощение еще ниже — 0,02–0,041 TP3T). Для сравнения: у PA66 равновесное водопоглощение составляет 2,5–3,51 TP3T, а у PA6 — 3,0–4,01 TP3T.
Эта разница не является незначительным улучшением — это принципиальное отличие в поведении материала в условиях эксплуатации. Когда PA66 поглощает влагу в среде с высокой влажностью, он дает усадку, его прочность на разрыв снижается на 20–30%, а диэлектрическая проницаемость увеличивается. Для корпусов электрических разъемов, в которых положение контактов должно соблюдаться с допуском ±0,05 мм, или для многоконтактных разъемов, усилие соединения которых откалибровано под конкретную геометрию вставки, это изменение размеров под воздействием влаги представляет реальный риск для надежности.
У пластика PBT этой проблемы нет. Его стабильность размеров во влажных условиях — от тропического климата до циклов образования конденсата в моторном отсеке — гарантирует, что корпус разъема, разработанный и проверенный вами в контролируемых лабораторных условиях, будет работать точно так же в реальных условиях эксплуатации. Это единственное и наиболее важное с коммерческой точки зрения различие в свойствах между PBT и полиамидными альтернативами, которые он в значительной степени вытеснил в сфере применения прецизионных электрических разъемов.
Электрические свойства
| Недвижимость | Значение | Единица |
|---|---|---|
| Диэлектрическая прочность | 23–25 | кВ/мм |
| Объёмное удельное сопротивление | > 10¹⁴ | Ом·см |
| Диэлектрическая проницаемость (1 МГц) | 3,2 – 3,4 | — |
| Коэффициент рассеивания (1 МГц) | 0.02 | — |
Электрические свойства пластика PBT — что особенно важно — стабилен в широком диапазоне влажности. Поскольку материал поглощает незначительное количество влаги, его объёмное удельное сопротивление и диэлектрическая проницаемость не ухудшаются во влажной среде, в отличие от гигроскопичных инженерных смол. Для разъемов, устанавливаемых в нижней части кузова автомобилей, наружного электрооборудования или бытовой техники, которые должны сохранять изоляционные характеристики на протяжении многих лет эксплуатации, такая электрическая стабильность в реальных условиях не менее важна, чем абсолютные значения, полученные при стандартных условиях испытаний.
Этот UL94 V-0 Класс огнестойкости, достигаемый за счет использования галогенизированных или безгалогенных огнестойких марок, является стандартным требованием к корпусам электрических разъемов на большинстве крупных рынков, а марки FR-PBT входят в число категорий инженерных пластиков с наибольшим объемом производства в мире.
Механические свойства
| Недвижимость | Незаполненный ПБТ | PBT GF30 | Единица |
|---|---|---|---|
| Прочность на разрыв | 50–60 | 120–140 | МПа |
| Модуль упругости при изгибе | 2 500 – 3 000 | 7 000 – 10 000 | МПа |
| Ударная вязкость с надрезом (по Изоду) | 35–50 | 60–90 | м/м |
| HDT (1,80 МПа) | 55–65 | 200–210 | °C |
| Усадка формы | 1,6 – 2,21 TP3T | 0,2 – 0,91 TP3T | — |
Разительное различие между незаполненным PBT и марками, армированными стекловолокном (PBT GF30), является одной из определяющих характеристик данного материала. Добавление стекловолокна 30% увеличивает прочность на разрыв примерно в 2–2,5 раза, повышает температуру тепловой деформации с ~60 °C до ~200 °C и снижает усадку при формовании на порядок. Для областей применения, в которых температура тепловой деформации (HDT) ненаполненного PBT (55–65 °C) оказалась бы недостаточной — разъемы под капотом автомобилей, детали двигателей, расположенные вблизи источников тепла, детали бытовой техники, расположенные вблизи нагревательных элементов, — PBT GF30 является фактическим стандартом.
Недостатком армирования стекловолокном является анизотропная усадка, которая становится основной причиной коробления деталей из GF-PBT с асимметричной геометрией. Это представляет собой сложность, связанную с проектированием пресс-формы и технологическим процессом, а не недостаток материала — однако данная проблема требует внимания инженеров на этапе проектирования с учетом технологичности (DFM).
Чувствительность выемки В случае ненаполненного PBT это является важным фактором при проектировании. Характер хрупкого разрушения материала в местах концентрации напряжений (острые углы, резкие изменения сечения и элементы защелкивающегося соединения с недостаточным радиусом) делает обязательным указание радиусов углов. Практическим ориентиром служит минимальный внутренний радиус угла 0,5 мм для PBT без наполнителя и 0,75 мм для марок с содержанием стекловолокна (GF). Для применений, в которых удерживающие силы защелкивающихся соединений или удары при монтаже на месте эксплуатации делают чувствительность стандартного PBT к надрезам рискованной, доступны марки PBT с повышенной ударопрочностью, содержащие эластомерные модификаторы ударопрочности.
Тепловые характеристики
Термические характеристики PBT отличаются важным двойственным характером. У ненаполненного PBT температура тепловой деформации составляет 55–65 °C при давлении 1,80 МПа — этого достаточно для соединителей, эксплуатируемых при температуре окружающей среды, но недостаточно для применений с длительной термической нагрузкой. Марки, армированные GF30, повышают этот показатель до 200–210 °C, что делает армированный полибутилентерефталат одним из наиболее термостойких инжекторных инженерных пластиков, доступных по умеренной цене.
Температура плавления 223–225 °C и широкий диапазон технологических параметров между температурой плавления и порогом термического разложения обеспечивают пластику PBT большую гибкость при переработке по сравнению с ПВХ или даже некоторыми марками PA66.
Решения по обработке, от которых зависит качество ваших деталей из ПБТ
Репутация ПБТ как “поддающегося переработке” инженерного пластика вполне заслужена — однако при его использовании необходимо соблюдать определенные требования, иначе детали получаются с деформированными корпусами, ухудшенными механическими свойствами и нестабильными габаритами. Тремя наиболее значимыми факторами при переработке являются контроль влажности, температура пресс-формы и конструкция литниковых каналов для марок с добавлением стекловолокна.
Сушка: обязательное условие для PBT
Пластик PBT представляет собой полиэстер, а полиэстеры подвергаются гидролитическому разложению при переработке в присутствии влаги. При температуре плавления 240–260 °C даже небольшие количества воды катализируют разрыв эфирных связей, что приводит к разрыву полимерных цепей, снижению молекулярной массы и получению деталей с:
- Значительное снижение прочности на разрыв и ударной вязкости
- Дефекты поверхности: серебристые полосы, следы расхождения, шероховатая текстура поверхности
- Снижение химической стойкости вследствие повреждений, вызванных разрывом цепи
- Возможная утрата огнезащитных свойств у огнезащитных марок
Требуемые параметры сушки:
- Температура: 120–130 °C
- Продолжительность: Не менее 3–4 часов (некоторые сорта без глютена или при хранении в условиях высокой влажности: 4–6 часов)
- Целевое содержание влаги: ≤ 0,031 TP3T по массе
- Оборудование: осушитель с адсорбционным наполнителем (осушитель) — одного горячего воздуха недостаточно
Пороговое значение влажности 0,03% является строгим по сравнению со многими инженерными пластиками. Осушители с точкой росы на выходе −30 °C или ниже являются стандартным оборудованием для переработки PBT. На нашем производстве в Димуде циклы сушки PBT регистрируются с указанием показаний точки росы в рамках нашей документированной производственной отчетности — ведь повреждения от гидролиза в обработанных деталях становятся заметны только при механических испытаниях, и обнаружить их во время проверки первого экземпляра после вложений в инструментарий обходится очень дорого.
Температура плавления: подбор марки в соответствии с геометрией
Температура обработки при литье под давлением из ПБТ обычно составляет 240–260 °C для марок общего назначения и марок с высоким содержанием стекловолокна (GF). Марки без наполнителя можно перерабатывать в нижней части этого диапазона; для марок с высоким содержанием стекловолокна (GF) целесообразно использовать верхнюю часть диапазона, чтобы обеспечить достаточное смачивание волокон и равномерное распределение расплава по литнику.
Порог разложения пластика PBT начинается при температуре примерно 280 °C — если время пребывания материала в цилиндре при высоких температурах расплава будет чрезмерно длительным, то начнут наблюдаться пожелтение и ухудшение свойств. Следует поддерживать время пребывания материала в цилиндре при данной температуре на уровне менее 5 минут, подбирая размер порции в соответствии с производительностью машины.
Температура пресс-формы: фактор, определяющий ход кристаллизации
Характеристики кристаллизации PBT в значительной степени зависят от температуры формы, а температура формы напрямую определяет, будут ли ваши детали деформироваться.
| Температура пресс-формы | Эффект |
|---|---|
| 20–40 °C | Быстрый цикл; высокое остаточное напряжение; значительный риск коробления |
| 40–60 °C | Стандартное решение для большинства областей применения PBT; сбалансированные характеристики |
| 60–80 °C | Повышенная кристалличность, улучшенная стабильность размеров; предпочтительны для марок GF |
| > 80 °C | Максимальная кристалличность; минимальные колебания усадки; используется для изготовления корпусов прецизионных разъемов |
Для деталей из PBT, армированных стекловолокном, с жесткими допусками на размеры — многоконтактные разъемы, корпуса датчиков, прецизионные основания реле — Стандартные технические характеристики предусматривают температуру формы в диапазоне 60–80 °C. Более высокая температура обеспечивает более полную и равномерную кристаллизацию, что позволяет уменьшить разницу в усадке между областями с ориентированными и неориентированными волокнами, которая является причиной коробления деталей, армированных стекловолокном.
Равномерная температура формы имеет такое же значение, как и заданное значение температуры. Перепад температур в 10 °C между сердечником и половинками формы приведет к неравномерной кристаллизации, которая проявится в виде выгиба или скручивания плоских корпусов разъемов, независимо от того, насколько хорошо оптимизированы параметры наполнения и уплотнения.
Усадка и коробление в марках PBT GF
Это является основной проблемой при переработке полибутилентерефталата, армированного GF, и она заслуживает отдельного рассмотрения, а не лишь краткого упоминания, которое обычно ей уделяется в технических паспортах материала.
Стекловолокна в изделиях из PBT, изготовленных методом литья под давлением, выравниваются по направлению течения расплава во время впрыска. В направлении течения стекловолокна сдерживают усадку полимера, что обеспечивает низкую усадку на уровне 0,2–0,5%. Перпендикулярно направлению течения сдерживающее действие волокон минимально, что приводит к усадке на уровне 0,6–0,9% или более. В результате анизотропная усадка что в деталях с асимметричной геометрией или неоднородной толщиной стенок напрямую приводит к короблению.
Для решения этой задачи необходимо сочетание проектных и технологических решений:
- Расположение ворот: Расположите литниковый канал таким образом, чтобы обеспечить симметричную структуру заполнения. В случае длинных плоских корпусов разъемов использование торцевого литникового канала, расположенного по центру одного из торцов, обеспечивает более симметричную ориентацию волокон, чем боковой литниковый канал
- Равномерность толщины стенок: Следует соблюдать максимальное соотношение толщины стенок соседних участков 2:1. Резкие переходы приводят к образованию зон дифференциальной кристаллизации
- Несколько ворот для крупногабаритных деталей: Сбалансированные многокамерные системы позволяют сократить длину пути наполнения и уменьшить доминирующее влияние направления потока, что приводит к выраженной анизотропной усадке
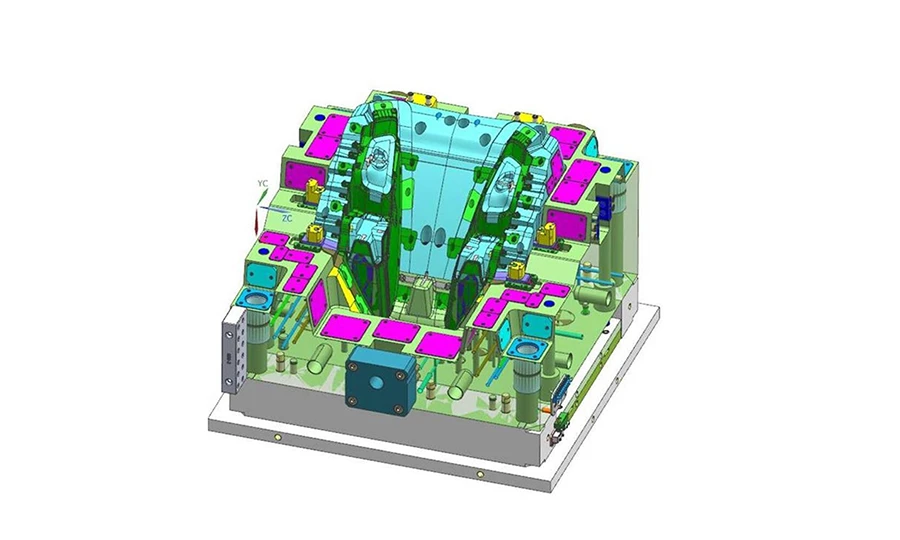
- Моделирование потока расплава перед изготовлением пресс-формы: Для корпусов прецизионных разъемов из GF-PBT анализ потока в пресс-форме — это не просто дополнительная мера, а неотъемлемая часть инженерных работ, позволяющая выявить риски коробления еще до того, как форма будет закреплена в стальной опоре
Наш сайт производство прецизионных пресс-форм Процесс на предприятии Dimud включает моделирование потока расплава в пресс-форме в качестве стандартного этапа при изготовлении пресс-форм для GF-PBT, в частности для определения ориентации волокон, прогнозирования разницы в усадке и определения расположения литников до начала резки.
Сводка параметров обработки
| Параметр | Незаполненный ПБТ | PBT GF30 |
|---|---|---|
| Температура плавления | 240–255 °C | 245–265 °C |
| Температура пресс-формы | 40–70 °C | 60–80 °C |
| Давление впрыска | 80–140 МПа | 100–160 МПа |
| Поддержание давления | 50–70% для впрыска | 50–70% для впрыска |
| Температура сушки | 120–130 °C | 120–130 °C |
| Время высыхания | 3–4 часа | 3–6 часов |
| Усадка формы (направление течения) | 1,6 – 2,21 TP3T | 0,2 – 0,51 TP3T |
| Усадка формы (поперечная) | 1,6 – 2,01 TP3T | 0,6 – 0,91 TP3T |
Марки пластика PBT: выбор подходящей марки до начала проектирования пресс-формы
Одной из самых дорогостоящих ошибок в проектах по технологии PBT является завершение проектирования пресс-формы до того, как будет выбран конкретный сорт материала, — а затем выявление того, что изменение сорта, необходимое по причинам эксплуатационных характеристик или соответствия нормативным требованиям, влечет за собой изменение характеристик усадки, что делает размеры полости пресс-формы непригодными. Выбор сорта материала должен предшествовать проектированию пресс-формы.
Незаполненный ПБТ
Базовый сорт. Умеренная жесткость, низкое водопоглощение, удовлетворительные электротехнические характеристики, короткие времена цикла. Используется для изготовления корпусов разъемов, подвергающихся небольшим нагрузкам, устройств разгрузки натяжения кабеля, а также внутренних компонентов бытовой техники, где не требуется температура деформации при высоких нагрузках (HDT) выше 60 °C. Усадка при формовании 1,6–2,21 TP3T является изотропной (без влияния ориентации волокон), что позволяет легче контролировать коробление, чем в марках с содержанием стекловолокна (GF).
PBT, армированный стекловолокном (PBT GF15, GF30, GF50)
Наиболее широко применяемый инженерный сорт. GF30 является стандартной спецификацией для корпусов автомобильных и электрических разъемов, к которым предъявляются требования высокой жесткости, температуры деформации при нагревании (HDT) выше 200 °C и стабильности размеров. Чем выше содержание стекла, тем выше жесткость и температура деформации при нагревании (HDT) — но при этом возрастает риск анизотропной усадки и коробления, а также усиливается износ полостей пресс-формы и литниковых каналов.
Для марок GF50 нанесение карбида вольфрама или покрытия на вставки литниковых каналов является стандартной практикой в связи с абразивными свойствами расплавов с высоким содержанием стекла.
Огнестойкий PBT (PBT FR, PBT GF30 FR)
Марки с рейтингом UL94 V-0 являются стандартной спецификацией для электрических разъемов практически на всех основных рынках (стандарты UL, IEC, GB). Доступны как в галогенизированных (бром/сурьма), так и в безгалогенных составах. Безгалогенные марки FR-PBT являются обязательным требованием для применений, соответствующих директивам RoHS и WEEE.
Огнезащитные добавки влияют на технологию переработки: для огнезащитных марок, как правило, требуются несколько более низкие температуры плавления, чтобы избежать разложения добавок; кроме того, при слишком высокой температуре пресс-формы огнезащитная добавка может мигрировать на поверхность детали, вызывая появление белого налёта, который ухудшает эстетический вид и может повлиять на контактное сопротивление в электрических соединениях.
Упрочнённый PBT (PBT с повышенной ударопрочностью)
Содержит эластомерные модификаторы ударопрочности (как правило, полиолефин или каучук с привитыми цепями ПТФЭ) для повышения ударной вязкости по Изоду со стандартных 35–50 Дж/м до 150–350 Дж/м для неармированных ударопрочных марок. Используется для корпусов разъемов с защелкивающимся креплением, деталей, подвергающихся ударным нагрузкам при сборке, а также в случаях, когда чувствительность стандартного PBT к надрезу создает риск отказа в эксплуатации. Упрочненные марки имеют несколько меньшую жесткость и более низкую температуру деформации при нагревании (HDT) по сравнению со стандартным PBT без наполнителя.
PBT, стабилизированный методом гидролиза
В случаях, когда изделия подвергаются длительному воздействию горячей воды или пара — например, детали посудомоечных машин, корпуса стиральных машин, промышленное технологическое оборудование — склонность эфирных связей стандартного PBT к гидролизу становится фактором, ограничивающим срок службы. В марках, устойчивых к гидролизу, используются удлинители цепи на основе карбодиимида или другие стабилизаторы, которые пресекают механизм расщепления эфирной связи под действием кислоты, продлевая срок службы в средах с горячей водой в 5–10 раз по сравнению со стандартными марками PBT.
Если ваша деталь будет в течение длительного времени подвергаться воздействию воды с температурой выше 60 °C, использование PBT, устойчивого к гидролизу, не является простой рекомендацией — от этого зависит, будет ли срок службы изделия 2 года или 10 лет.
Сплавы PBT/PC
Смешивание пластика PBT с поликарбонатом позволяет получить материал, сочетающий в себе химическую стойкость и кристаллизационные свойства PBT с более высокой ударопрочностью и стабильностью размеров поликарбоната. Сплавы PBT/PC широко используются в корпусах наружных зеркал автомобилей, деталях бамперов и конструктивных кожухах, где требуется прочность поликарбоната, но при этом необходима стойкость к воздействию топлива и химических веществ, присущая PBT. Технологические характеристики этих материалов находятся посередине между характеристиками двух исходных полимеров.
Когда пластик PBT — это правильный выбор
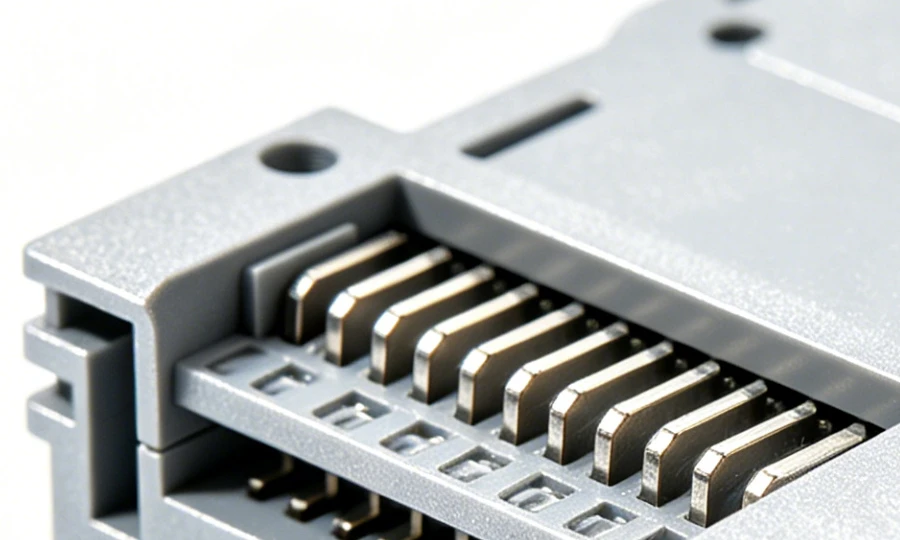
Электрические разъемы и корпуса клеммных колодок
Именно эта категория применения обеспечивает основную долю мирового потребления пластика PBT. Многоконтактные разъёмы для автомобильных жгутов проводов, промышленных панелей управления, клеммных колодок для монтажа на печатных платах и разъёмов бытовой техники имеют общие требования: стабильность размеров при циклическом воздействии влажности, стабильные диэлектрические характеристики, класс огнестойкости UL94 V-0 и узкие допуски на расположение контактов друг относительно друга при любых объёмах производства.
Пластик PBT — в частности, марки GF30 FR — стал стандартным материалом для этих областей применения, поскольку ни один другой материал не обеспечивает такое сочетание свойств при сопоставимой стоимости и технологичности. PA66 поглощает слишком много влаги для применений, требующих высочайшей точности. PC/ABS не обладает достаточной химической стойкостью и огнестойкостью. PPS демонстрирует более высокие характеристики, но при этом имеет значительно более высокую стоимость и предъявляет более высокие требования к технологическому процессу.
Для производство электроники и полупроводников В проектах, где требуются соединители и корпусные детали, PBT GF30 FR, как правило, является исходным материалом, если только особые требования к эксплуатационным характеристикам не диктуют необходимость использования альтернативных материалов.
Электрооборудование под капотом автомобиля
Пластик PBT, армированный стекловолокном, является основным материалом для изготовления корпусов автомобильных датчиков, оснований реле, блоков предохранителей и разъемных блоков электронных блоков управления (ЭБУ). Сочетание температуры тепловой деформации (HDT) выше 200 °C, химической стойкости к двигательным жидкостям (трансмиссионное масло, охлаждающая жидкость, тормозная жидкость), стабильности размеров, необходимой для точной геометрии контактов, и класса горючести UL94 V-0 для применений в системах близостного зажигания определяет диапазон эксплуатационных характеристик, которым PBT GF30 стабильно соответствует.
Наш сайт литье под давлением в автомобилестроении В рамках проектов регулярно используются компоненты PBT GF30 для датчиков и разъемов, где требования к допускам — зачастую ±0,05 мм по положению контактов в корпусе 40-контактного разъема — требуют как высокоточного инструмента, так и строгой технологической дисциплины.
Компоненты двигателей и детали приводов
Пластик PBT применяется для изготовления торцевых крышек двигателей, узлов щеткодержателей и корпусов приводов, поскольку сочетание электрической изоляции, стабильности размеров и устойчивости к воздействию смазочных материалов и консистентов обеспечивает надежную работу на протяжении всего срока службы двигателя. Марки GF выдерживают конструктивные нагрузки, возникающие при монтаже двигателя и сборочных операциях.
Бытовая техника и электроника
Корпуса насосов стиральных машин (марки, устойчивые к гидролизу), фитинги распылительных рычагов посудомоечных машин, внутренние компоненты кофемашин, окантовка подошвы утюга — пластик PBT широко используется в секторе бытовой техники везде, где одновременно требуются электроизоляция, термостойкость и устойчивость к воздействию влаги. Возможность обеспечения жестких допусков на размеры у GF-PBT позволяет использовать прессовую и защелкивающуюся сборку, широко применяемую в производстве бытовой техники.
Промышленность и контрольно-измерительные приборы
Корпуса датчиков, корпуса измерительных приборов и корпуса промышленных реле отличаются сочетанием таких свойств материала PBT, как электрические характеристики, химическая стойкость к промышленным чистящим средствам и стабильность размеров, что позволяет обеспечить длительные интервалы между калибровками без дрейфа, вызванного ползучестью материала или гигроскопическим набуханием.
PBT против PA66: решение, которое на самом деле должны принять инженеры

Такое сравнение проводится при принятии большинства решений о выборе пластиковых материалов с точки зрения PBT, поскольку оба материала представляют собой полукристаллические инженерные смолы, механические характеристики которых на бумаге в целом схожи. Выбор конкретного материала зачастую сводится к одному из следующих трех факторов:
Если в месте эксплуатации высокая влажность: PBT выигрывает. Поглощение влаги PA66 на уровне 2,5–3,51 TP3T приводит к изменению размеров и снижению механических свойств, чего у PBT просто не наблюдается. Для прецизионных многоконтактных разъемов, используемых во влажной среде, PBT является более надежным выбором, несмотря на незначительно более высокую прочность на разрыв PA66 в стандартных условиях.
Если требуется HDT выше 100 °C под нагрузкой без стеклоармирования: PA66 выигрывает. Температура деформации при нагревании (HDT) ненаполненного PA66 составляет 75–85 °C, тогда как у PBT — 55–65 °C. Если конструкция требует умеренной термостойкости без сложностей, связанных с анизотропной усадкой стекловолокна, преимущество остается за ненаполненным PA66.
Если при эксплуатации оборудования возникают повторяющиеся удары или динамическая усталость: Проанализируйте оба материала. PA66 демонстрирует более высокую усталостную прочность при большом количестве циклов; модифицированные марки PBT могут сократить этот разрыв в конкретных условиях эксплуатации. Проведите испытания обоих материалов в реальных условиях эксплуатации, а не полагайтесь исключительно на данные стандартных испытаний.
Практический совет: при использовании соединителей в системах электротехники и электроники, где основными требованиями являются устойчивость к влажности и точность размеров, следует выбирать PBT. В конструкционных механических применениях, где долговечная несущая способность имеет большее значение, чем устойчивость к влажности, рекомендуется рассмотреть варианты PA66 или PA66 GF.
PBT против PET: почему PBT завоевал рынок литья под давлением
ПЭТ и ПБТ — это химически родственные полиэфиры, получаемые из одного и того же мономера — терефталевой кислоты. ПЭТ наиболее широко известен как упаковочный материал — бутылки для напитков, контейнеры для пищевых продуктов, текстильное волокно, — но также имеет марки, применяемые в качестве инженерных термопластов. Практическая причина, по которой ПБТ преобладает над ПЭТ в литье под давлением, проста: скорость кристаллизации.
ПЭТ кристаллизуется медленно, и для достижения кристалличности, необходимой для применения в технических целях, требуется температура пресс-формы выше 120 °C. Без таких повышенных температур ПЭТ, полученный методом литья под давлением, остается в основном аморфным и обладает низкими механическими характеристиками. Это влечет за собой длительность цикла, необходимость использования специального высокотемпературного оборудования для литья под давлением, а также сложность технологического процесса, чего удается полностью избежать при использовании ПБТ.
PBT быстро кристаллизуется при температуре формы 40–80 °C — что достижимо на стандартных термопластавтоматах, что позволяет обеспечить короткие циклы и крупносерийное производство. Практически во всех областях точного машиностроения преимущества PBT по технологичности по сравнению с PET перевешивают любые незначительные различия в эксплуатационных характеристиках при сопоставимых классах качества.
Гидролиз: тип отказа ПБТ, которому редко уделяется должное внимание
Каждый инженер, занимающийся оценкой пластиков класса PBT, должен хорошо понимать процесс гидролитического разложения, поскольку именно этот вид отказа в эксплуатации возникает наиболее неожиданно — спустя долгое время после завершения проверочных испытаний, когда изделие уже находится в эксплуатации.
Эфирные связи в PBT подвержены гидролизу: молекулы воды, особенно при повышенных температурах, воздействуют на эфирные связи и разрывают полимерную цепь. Результатом этого является постепенное снижение молекулярной массы, которое проявляется в виде:
- Хрупкость и сниженная ударопрочность
- Появление поверхностных трещинок и растрескивание под нагрузкой
- Снижение прочности на разрыв
- В тяжелых случаях — полное разрушение конструкции в местах концентрации напряжений
Критические условия эксплуатации, ускоряющие гидролиз: температура выше 60 °C в присутствии влаги или пара. При комнатной температуре и умеренной влажности стандартный пластик PBT обладает превосходной долгосрочной стабильностью. Однако в условиях посудомоечной машины (цикл мытья при 65–75 °C), в корпусе насоса стиральной машины (контакт с горячей водой) или в деталях моторного отсека, подверженных циклам образования и испарения конденсата при повышенных температурах, стандартный PBT может выйти из строя в течение 2–5 лет эксплуатации.
Ответы по вопросам проектирования и технических характеристик:
- Укажите марки PBT, устойчивые к гидролизу, для применений, предполагающих контакт с горячей водой
- Если в условиях эксплуатации продукт приближается к пределу стабильности по критерию PBT, перед запуском в серийное производство необходимо провести проверку с помощью испытания на ускоренный гидролиз (испытание в скороварке / PCT при 121 °C, относительной влажности 100% и давлении 2 атм).
- Рекомендуется использовать PPS для применений, предполагающих длительное воздействие температур выше 80 °C во влажной среде — PPS стоит дороже и сложнее в обработке, но его стойкость к гидролизу значительно выше
Понимание риска гидролиза — это одна из составляющих нашей Услуга по анализу DFM В компании Dimud при реализации проектов по производству изделий из пластика PBT проверка выбора материала проводится до вложения средств в изготовление пресс-форм, а не выявляется в ходе анализа отказов в эксплуатационных условиях.
Характеристики химической стойкости
Пластик PBT демонстрирует хорошую стойкость к широкому спектру химических веществ, встречающихся в условиях его основного применения:
Устойчивость (от хорошей до отличной):
- Алифатические углеводороды: бензин, моторное масло, трансмиссионная жидкость
- Спирты: метанол, изопропанол, этанол
- Разбавленные кислоты при комнатной температуре
- Смазки и смазочные материалы
- Водные моющие средства при умеренной температуре
Ограниченное сопротивление (оценивается по концентрации и температуре):
- Сильные кислоты при повышенной температуре
- Сильные щелочи (NaOH, KOH) — разрушают эфирные связи
- Ароматические растворители (толуол, ксилол) при повышенной температуре — набухание
- Горячая вода / пар — риск гидролиза (рассмотрен выше)
В автомобильной промышленности устойчивость к воздействию трансмиссионной жидкости, охлаждающей жидкости и тормозной жидкости при рабочих температурах хорошо задокументирована и является одним из ключевых конкурентных преимуществ PBT по сравнению с полиамидами в условиях подкапотного пространства.
Сотрудничество с компанией «Димуд» в рамках проектов по литью под давлением из PBT-пластика
Проекты по производству пластмасс на основе PBT — особенно те, в которых используются марки GF30 для изготовления корпусов прецизионных электрических разъемов, — объединяют в одном типе детали все наиболее критические переменные литья под давлением: жесткие допуски на размеры, анизотропную усадку, обусловленную ориентацией стекловолокна, чувствительность материала к сушке, а также требования к огнестойкости, которые должны сохраняться на протяжении всего производственного процесса.
Производственная инфраструктура компании Dimud — завод по изготовлению прецизионных пресс-форм, цех обработки на станках с ЧПУ и производство электроники — построена с учетом требований, предъявляемых этими проектами.
Наш подход к проектам с использованием пластика PBT отражает специфику инженерной дисциплины, которую требует данный материал:
Анализ потока в пресс-форме на этапе подготовки инструмента для марок GF: В случае корпусов разъемов GF-PBT и прецизионных корпусов прогнозирование усадки и анализ коробления проводятся до завершения проектирования пресс-формы. Расположение литников, баланс литников и схема охлаждения оптимизируются с учетом прогнозируемого поля ориентации волокон — а не устанавливаются в соответствии с общими стандартами и корректируются после изготовления первых образцов.
Документированный процесс сушки и контроль технологического процесса: Параметры сушки — температура, продолжительность, точка росы — фиксируются для каждого производственного цикла PBT. Температура расплава проверяется на соответствие пределам деградации, установленным для конкретного сорта. Эти записи предоставляются клиентам в составе нашего пакета документации по качеству.
Знания, соответствующие уровню обучения: Наша команда инженеров обладает практическим опытом производства изделий из PBT без наполнителей, а также из марок GF15, GF30, GF50, FR, марок, устойчивых к гидролизу, и сплавов PBT/PC. Поддержка в выборе материала — в том числе определение случаев, когда требования проекта выходят за пределы эксплуатационных характеристик PBT и правильным выбором является альтернативный материал — является неотъемлемой частью нашего взаимодействия с клиентами с самого начала проекта.
Полный цикл — от проектирования до поставки: С самого начала Анализ технологичности (DFM) через услуги литья пластмасс под давлением, вторичные операции, сборку и экспортную логистику — компания Dimud управляет всей производственной программой как единым интегрированным рабочим процессом, что позволяет сократить затраты на координацию и снизить риски, связанные с качеством, возникающие при управлении множеством поставщиков в сферах закупки материалов, изготовления инструментов и производства.
Ознакомьтесь с нашим полным ассортиментом Руководство по выбору материалов для литья под давлением чтобы понять, какое место занимает PBT в общем спектре материалов, с которыми мы работаем, или свяжитесь с нами напрямую, чтобы обсудить требования к вашему проекту с использованием PBT.
Часто задаваемые вопросы о пластике PBT
PBT — это сокращение от «полибутилентерефталат» — полукристаллический инженерный термопластичный полиэстер, получаемый в результате поликонденсации 1,4-бутандиола с терефталевой кислотой. Он принадлежит к тому же семейству полимеров, что и ПЭТ (полиэтилентерефталат), но имеет более длинный и гибкий гликолевый блок, что обеспечивает более быструю кристаллизацию, более низкие температуры переработки и лучшую стабильность размеров во влажной среде.
PBT — это полиэстер с эфирными связями, подверженными гидролизу: вода катализирует разрыв цепи при температурах переработки, что приводит к необратимому снижению молекулярной массы и образованию деградированных деталей с пониженной механической прочностью, дефектами поверхности и сниженной химической стойкостью. Перед обработкой требуется сушка при температуре 120–130 °C в течение не менее 3–4 часов в адсорбционной сушилке до содержания влаги ≤ 0,03%. Использование печей с горячим воздухом недостаточно; точка росы в адсорбционной сушилке должна составлять −30 °C или ниже.
Температура термического изгиба (при давлении 1,80 МПа) ненаполненного PBT составляет примерно 55–65 °C — это подходит для использования в разъемах, работающих при температуре окружающей среды, но недостаточно для условий под капотом автомобиля. PBT GF30 значительно повышает этот показатель до 200–210 °C, благодаря чему полибутилентерефталат, армированный стекловолокном, стал стандартным материалом для применений, требующих стабильной работы при повышенных температурах.
Детали из PBT, армированного стекловолокном, деформируются из-за анизотропной усадки — во время литья стекловолокна выравниваются по направлению потока расплава, сдерживая усадку в этом направлении (0,2–0,5%), в то время как усадка перпендикулярно потоку остается более значительной (0,6–0,9%). Такая разница в усадке приводит к возникновению внутренних напряжений, которые после извлечения детали приводят к её короблению. Решения: симметричное расположение литников, равномерная толщина стенок, более высокие температуры пресс-формы (60–80 °C), моделирование потока расплава перед изготовлением пресс-формы, а в некоторых случаях — переход на марки с минеральным наполнителем, характеризующиеся более изотропной усадкой.
Стандартный пластик PBT обладает превосходной химической стойкостью, стабильностью размеров и электроизоляционными свойствами, но имеет умеренную ударопрочность. Сплавы PBT/PC представляют собой смесь PBT с поликарбонатом, что позволяет добавить высокую ударопрочность и улучшенную стабильность размеров, присущие поликарбонату, в то время как PBT обеспечивает химическую стойкость и технологичность. Сплавы PBT/PC применяются для изготовления внешних деталей автомобилей (корпусов зеркал, элементов бамперов), где требуются как химическая стойкость, так и прочность, при этом их термостойкость несколько ниже, чем у GF-PBT.
Крупнейшие производители предлагают составы пластика PBT, предназначенные для контакта с пищевыми продуктами и медицинского применения, соответствующие требованиям FDA 21 CFR и Рамочного регламента ЕС EC 1935/2004. Для их производства требуется проверенный первичный полимер из партий, поставляемых утвержденными поставщиками. Стандартные промышленные марки PBT не всегда соответствуют требованиям к материалам, контактирующим с пищевыми продуктами — всегда следует проверять сертификацию конкретной марки, а не только обозначение семейства полимеров.
Стандартный пластик PBT обладает ограниченной долговечностью при длительном контакте с водой при температуре выше 60 °C из-за гидролитического разложения эфирных связей. Для применений, предполагающих контакт с горячей водой (компоненты посудомоечных машин, детали стиральных машин, фитинги для бойлеров), следует выбирать марки PBT, устойчивые к гидролизу, содержащие карбодиимидные стабилизаторы, которые продлевают срок службы во влажных высокотемпературных средах за счет значительного замедления реакции гидролиза.




