

Vous ne savez pas si le plastique PFA convient à votre projet ? Vous ne savez pas quelle nuance de plastique PFA choisir ? Vous avez du mal à trouver un fabricant disposant d’une expérience avérée dans le moulage par injection du PFA ? Vous vous demandez comment le plastique PFA se compare au PVDF ou au PTFE pour votre application spécifique ? Vous vous demandez si le plastique PFA répond aux exigences de conformité relatives aux PFAS sur votre marché cible ?
Le plastique PFA se situe au sommet de la hiérarchie des fluoroplastiques. Il n'est ni le moins cher ni le plus facile à mettre en œuvre, mais il est irremplaçable dans les applications où des environnements chimiques extrêmes coexistent avec des exigences de pureté ultra-élevées. C’est pourquoi les usines de fabrication de plaquettes de semi-conducteurs, les entreprises biopharmaceutiques et les fabricants de dispositifs médicaux haut de gamme du monde entier considèrent le PFA comme le matériau de référence pour les systèmes de fluides, même si son coût est plusieurs fois supérieur à celui du PVDF.
L'équipe d'ingénieurs de Dimud a acquis une expertise approfondie dans le domaine du moulage par injection de fluoroplastiques haute performance. Cet article présente de manière systématique les connaissances fondamentales relatives au PFA sous trois angles différents — la science des matériaux, le choix technique et les procédés de moulage par injection — afin d'aider les ingénieurs et les équipes d'approvisionnement à prendre des décisions éclairées en matière de choix des matériaux.
Qu'est-ce que le plastique PFA ?

Le nom complet du plastique PFA est « perfluoroalcoxy » (polymère perfluoroalcoxy) ; il s’agit d’un copolymère de tétrafluoroéthylène (TFE) et d’éther vinylique perfluoroalkylique (PAVE). Les monomères les plus courants des copolymères PAVE sont l'éther vinylique de perfluoropropyle (PPVE) et l'éther vinylique de perfluorométhyle (PMVE) ; le choix entre ces deux monomères détermine les caractéristiques spécifiques de chaque grade de plastique PFA.
L'histoire commerciale du plastique PFA remonte aux années 1970. DuPont a été le premier à commercialiser le Teflon® PFA en 1972 ; depuis lors, l’Hyflon® PFA de Solvay (aujourd’hui Syensqo) et le Neoflon® PFA de Daikin sont devenus les trois principaux systèmes d’approvisionnement mondiaux.
Le développement du plastique PFA repose sur une logique technique évidente : le PTFE présente des propriétés chimiques quasi parfaites, mais ne peut pas être moulé par injection à l’état fondu ; le FEP a résolu les problèmes de mise en œuvre du PTFE, mais a réduit la résistance thermique maximale de 260 °C à 200 °C. En introduisant des chaînes latérales perfluoroalcoxy plus volumineuses sur la chaîne principale du TFE, le PFA réduit la viscosité à l'état fondu du PTFE à un niveau adapté au moulage par injection, tout en conservant intégralement une température de service continu de 260 °C et une résistance chimique quasi universelle — ce que le FEP ne peut pas offrir, et ce qui explique fondamentalement le prix plus élevé du PFA.
Du point de vue de la structure chimique, le plastique PFA est un polymère perfluoré semi-cristallin dans lequel tous les atomes d’hydrogène de la chaîne principale et des groupes latéraux sont remplacés par des atomes de fluor, avec une énergie de liaison C–F d’environ 485 kJ/mol. Par rapport au FEP, le PFA possède des chaînes latérales plus longues qui interfèrent moins avec la structure cristalline de la chaîne principale ; par conséquent, sa cristallinité (environ 50%–70%) est supérieure à celle du FEP, ce qui se traduit directement par une meilleure résistance au fluage et une stabilité thermique supérieure — deux propriétés essentielles pour les joints d'étanchéité aux fluides.
En tant que fabricant de pièces en PFA spécialisé dans le moulage par injection de matériaux haute performance, l'équipe de Dimud procède à une analyse systématique de la conception pour la fabrication (DFM) avant le lancement de chaque projet PFA, afin de s'assurer que les propriétés du matériau correspondent parfaitement à la conception de la pièce et à la solution de moulage.
Quelles sont les principales propriétés et caractéristiques du plastique PFA ?
Une bonne compréhension des propriétés du PFA est essentielle pour choisir le matériau le plus adapté. Vous trouverez ci-dessous un aperçu systématique des principaux paramètres du PFA sous différents angles :
Performances thermiques
| Indicateurs de performance | Valeur typique |
|---|---|
| Température de fusion (Tm) | 305–310 °C |
| Température de fonctionnement en continu | -200 °C – +260 °C |
| Résistance à la chaleur de pointe à court terme | +300 °C |
| Température de déformation sous l'effet de la chaleur (HDT, 0,45 MPa) | 74–77 °C |
| Coefficient de dilatation thermique (CTE) | 120–150 × 10⁻⁶ /K |
| Conductivité thermique | 0,19–0,24 W/(m·K) |
Le plastique PFA présente une température de service continu pouvant atteindre 260 °C, ce qui le place au même niveau que le PTFE et le PEEK et dépasse de loin celle du FEP (200 °C) et du PVDF (150 °C). Ses performances à des températures extrêmement basses sont tout aussi remarquables : il reste souple et ne se fragilise pas, même dans l'hélium liquide à -200 °C, ce qui en fait un choix rare pour les systèmes de fluides cryogéniques.
Propriétés mécaniques
| Indicateurs de performance | Valeur typique |
|---|---|
| Résistance à la traction | 28 à 35 MPa |
| Allongement à la rupture | 300–400% |
| Module de flexion | 600 à 850 MPa |
| Dureté (Shore D) | 60–65 |
| Résistance au fluage | Supérieur au PTFE et au FEP |
Par rapport au plastique FEP, le plastique PFA présente une résistance à la traction et un module de flexion légèrement supérieurs ; mais surtout, sa résistance au fluage est nettement supérieure à celle du FEP et du PTFE, ce qui signifie que les joints en PFA sont mieux à même de conserver leur force d'étanchéité après une exposition prolongée à la pression, offrant ainsi un avantage indéniable en termes de durée de vie pour les sièges de vannes, les joints de brides et les raccords de fluides.
Performances électriques
| Indicateurs de performance | Valeur typique |
|---|---|
| Constante diélectrique (10⁶ Hz) | 2,0–2,1 |
| Perte diélectrique (tan δ) | <0,0002 |
| Résistivité volumique | >10¹⁸ Ω·cm |
| Rigidité diélectrique | 19–25 kV/mm |
Le plastique PFA présente l'une des pertes diélectriques les plus faibles (tan δ < 0,0002) parmi tous les polymères thermoplastiques et conserve une perte de signal extrêmement faible, même dans la gamme de fréquences des GHz. C'est là l'avantage principal des applications d'isolation en PFA, notamment dans les faisceaux de capteurs aéronautiques, les câbles de signalisation des dispositifs médicaux et les câbles utilisés dans les salles blanches de semi-conducteurs, où les propriétés électriques du PFA sont pratiquement irremplaçables.
Autres caractéristiques clés
- Transparence : le plastique PFA est un matériau hautement transparent dont la transmission lumineuse est d'environ 96%, ce qui le place en deuxième position derrière le FEP parmi les grades de fluoroplastiques destinés au moulage par injection.
- Énergie de surface : grâce à son énergie de surface extrêmement faible (environ 18 à 20 mN/m), ce matériau résiste à la contamination et est facile à nettoyer, ce qui en fait un choix idéal pour les conduites de fluides de très haute pureté.
- Perméabilité aux gaz : le plastique PFA présente une perméabilité aux gaz inférieure à celle du FEP, ce qui en fait le matériau de choix pour les systèmes analytiques de haute pureté soumis à des exigences strictes en matière de barrière aux gaz.
- Absorption d'humidité : < 0,031 TP3T ; ce matériau n'absorbe pratiquement pas d'humidité, ce qui évite de devoir le sécher de manière forcée avant le moulage par injection.
- Résistance au feu : classification UL 94 V-0, indice de limite d'oxygène (LOI) > 95% ; intrinsèquement ininflammable, ne nécessitant aucun additif ignifuge.
- Résistance aux rayonnements : le PFA présente une résistance supérieure aux rayons gamma et aux faisceaux d'électrons par rapport au FEP ; il conserve ses performances même sous des doses de rayonnement plus élevées, ce qui le rend adapté aux applications de stérilisation par rayonnement dans le domaine médical.
Compatibilité chimique du PFA : explication détaillée
La compatibilité chimique du PFA constitue son principal atout lors du choix d'un plastique PFA. Comparé à tous les autres fluoroplastiques, le PFA est celui qui se rapproche le plus d'une “ compatibilité chimique à spectre complet ” :
Résistance aux milieux agressifs
Acides inorganiques forts (quelle que soit leur concentration) : acide fluorhydrique (HF), acide chlorhydrique (HCl), acide sulfurique (H₂SO₄ ≤98%), acide nitrique (HNO₃ ≤65%), acide phosphorique et acide perchlorique : ce sont les milieux corrosifs les plus courants dans les procédés humides de fabrication de semi-conducteurs et les usines de traitement chimique. Le PFA offre une durée de vie longue et stable dans ces environnements, tandis que le PVDF subit une dégradation de ses performances dans certains scénarios impliquant des températures élevées et des acides forts.
Acides mixtes fortement oxydants : solution SPM (H₂SO₄ concentré : H₂O₂ = 4:1, 120–150 °C) — l’une des solutions de nettoyage les plus agressives utilisées dans les procédés de fabrication de semi-conducteurs. À des températures élevées de 150 °C, le PVDF subit une dégradation importante, tandis que le PFA conserve son intégrité structurelle dans ces conditions — c’est la principale raison pour laquelle les usines de fabrication de plaquettes utilisant des procédés de pointe imposent l’utilisation du PFA.
Bases fortes (quelle que soit la concentration) : NaOH, KOH — Le plastique PFA présente une résistance bien supérieure à celle du PVDF face aux bases fortes et est plus stable que le FEP, ce qui élimine tout risque de dégradation lors des processus de gravure et de nettoyage alcalins.
Toute la gamme des solvants organiques : cétones (DMSO, DMF, NMP), hydrocarbures aromatiques, hydrocarbures halogénés, hydrocarbures aliphatiques, esters… Ces solvants polaires sont à proscrire pour le PVDF, mais le PFA y résiste presque totalement.
Agents oxydants puissants : ozone (O₃), peroxyde d'hydrogène (H₂O₂ à forte concentration), hypochlorite de sodium — Le plastique PFA présente une stabilité à long terme dans ces environnements hautement oxydants, ce qui en fait le matériau de choix pour les canalisations utilisées dans les procédés de blanchiment et les systèmes de désinfection.
Un très petit nombre d'applications soumises à des restrictions et nécessitant une évaluation minutieuse
La “ résistance quasi totale ” du plastique PFA n’est pas sans limites. Les scénarios extrêmes suivants doivent être soigneusement évalués avant le choix du matériau :
- Métaux alcalins liquides (sodium, potassium) : ceux-ci attaquent les liaisons C-F à haute température et constituent des contraintes courantes pour tous les fluoroplastiques.
- Le fluor élémentaire (F₂) à haute température et à forte concentration : dans ces conditions, il peut progressivement attaquer la chaîne principale des polymères perfluorés.
- Certains trihalogénures (par exemple, BrF₃) : il s'agit d'halogènes extrêmement oxydants qui nécessitent une validation distincte
- Rayonnement ionisant à forte dose (> 100 kGy) : cela peut entraîner la rupture des liaisons C-F et une dégradation des propriétés mécaniques ; la limite supérieure de la dose de rayonnement doit être clairement définie lors de la phase de sélection des matériaux
Recommandations techniques : Avant d'utiliser du plastique PFA en contact avec des milieux corrosifs, il est recommandé de réaliser des essais de compatibilité par immersion conformément à ASTM D543. Cela revêt une importance particulière pour les fluides mixtes à plusieurs composants et les conditions d'exploitation où les températures dépassent 200 °C ; les fiches techniques relatives à des fluides individuels ne peuvent se substituer à une validation dans les conditions réelles d'exploitation.
PFA ou PVDF : quelle est la différence ?
Lorsqu'il s'agit de choisir des fluoroplastiques haute performance, le choix entre le PFA et le PVDF est la comparaison la plus courante à laquelle sont confrontés les ingénieurs. Ces deux matériaux sont des “ matériaux moulables par injection haute performance ”, mais ils sont conçus pour des conditions de fonctionnement totalement différentes :
| Dimensions comparatives | PFA Plastique | PVDF |
|---|---|---|
| Température de fonctionnement en continu | ≤ 260 °C | ≤ 150 °C |
| Résistance chimique : acides forts | Spectre quasi complet, y compris les acides fortement oxydants. | C'est excellent ; toutefois, il existe certaines limites en ce qui concerne les acides fortement oxydants à haute température. |
| Résistance chimique : alcalis forts | Excellent (quelle que soit la concentration) | Limitée (dégradation à des concentrations élevées ou à des températures élevées) |
| Résistance chimique : solvants polaires (NMP/DMSO) | Très bien toléré | Gonflement/dégradation |
| Résistance mécanique | Moyen (28–35 MPa) | Relativement élevée (40 à 55 MPa) |
| Résistance au fluage | Supérieur au PVDF | en général |
| Taux de retrait lors du moulage par injection | 3–4% | 3–4% |
| Transparence optique | Très transparent | Blanc translucide |
| Propriétés piézoélectriques | aucun | avoir |
| Coûts des matières premières | Extrêmement élevé (2 à 4 fois supérieur à celui du PVDF) | élevé |
| Applications des semi-conducteurs de haute pureté | Matériau optimal, conforme aux spécifications courantes | Bonnes performances ; adapté aux plages de basses températures. |
Principales conclusions concernant la sélection :
- Pour les applications dans le domaine des semi-conducteurs où la température de fonctionnement dépasse 150 °C, où il y a un contact avec des solvants polaires tels que le NMP ou le DMSO, où une utilisation à long terme en milieu alcalin fort est requise, ou encore où la lixiviation des matériaux doit être maîtrisée à l'échelle des ppb, il convient d'opter pour le plastique PFA ;
- Pour les applications dans le domaine des semi-conducteurs où les températures de fonctionnement sont inférieures à 150 °C, où il y a un contact avec des acides forts (mais pas avec des alcalis forts), où la fonctionnalité piézoélectrique est requise ou encore lorsque le coût est un facteur déterminant, le PVDF offre un meilleur rapport qualité-prix ;
- Les procédés de moulage par injection de ces deux matériaux sont extrêmement complexes et nécessitent le recours à des usines disposant d'une expérience avérée dans le moulage par injection de fluoroplastiques haute performance afin de garantir la qualité des pièces.
Le PFA et le PTFE appartiennent à la même famille chimique et présentent des propriétés très similaires, mais il existe entre eux plusieurs différences essentielles en termes d'aptitude à la mise en œuvre, de résistance au fluage et de pureté de surface, qui déterminent leurs limites d'application respectives :
Facilité de mise en œuvre : la différence la plus fondamentale
Le PTFE présente la viscosité à l'état fondu la plus élevée de tous les polymères thermoplastiques ; en effet, celle-ci est si élevée qu'il est pratiquement “ non fluide ”. Il ne peut pas être transformé par moulage par injection ni par extrusion classique, et ne peut être utilisé que pour la fabrication de pièces par frittage (pressage + frittage à haute température) ou par usinage. Cela signifie que le PTFE ne peut servir qu’à fabriquer des géométries simples, ce qui entraîne des coûts de production élevés pour la fabrication en série, et qu’il ne peut pas être utilisé pour produire des pièces structurelles complexes à parois minces.
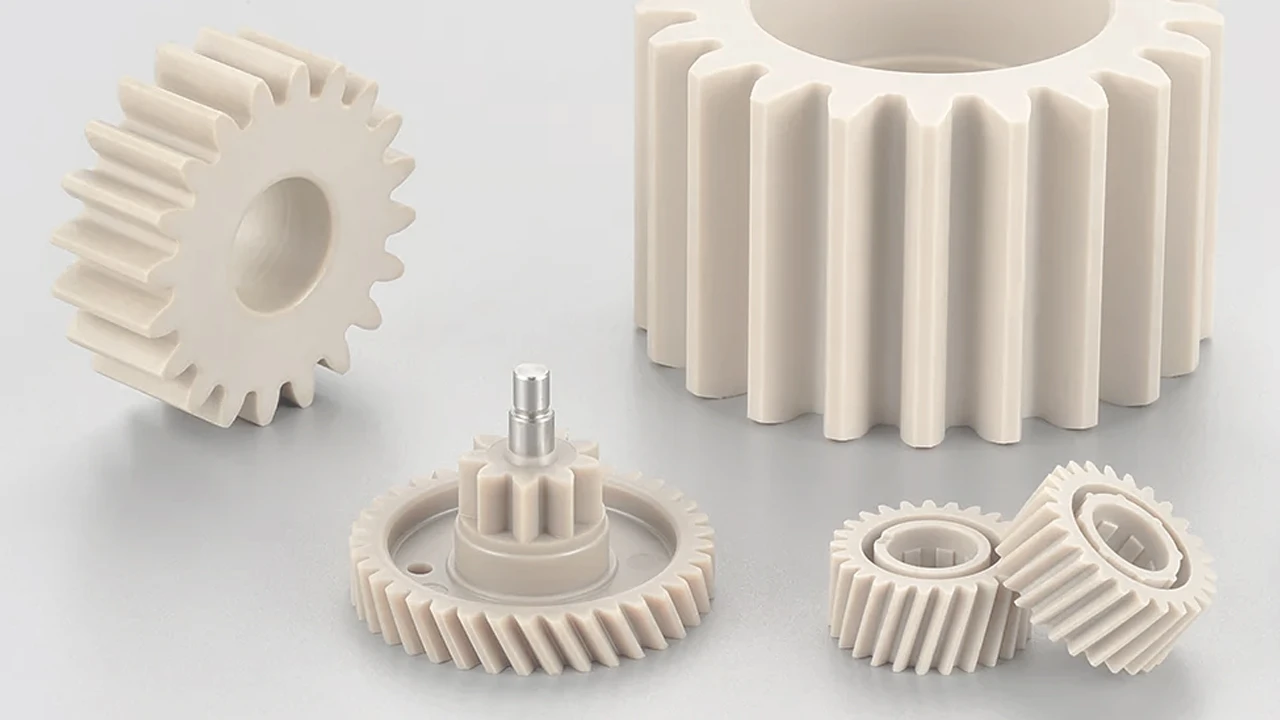
Grâce à l'introduction de chaînes latérales perfluoroalcoxy, le plastique PFA réduit la viscosité à l'état fondu à un niveau adapté au moulage par injection et à l'extrusion, ce qui permet la production en série de pièces complexes en PFA telles que des coudes, des corps de vannes et des raccords. Il s'agit là de l'avantage technique le plus fondamental du plastique PFA par rapport au PTFE.
Résistance au fluage : l'avantage structurel du plastique PFA
L'une des faiblesses bien connues du PTFE est le fluage à froid, c'est-à-dire un phénomène de déformation progressive qui se produit lorsqu'il est soumis à une pression prolongée à température ambiante, entraînant une relaxation graduelle et la défaillance des joints. Le PFA présente un degré de cristallinité plus élevé (environ 50%–70% contre 40%–70% pour le PTFE, mais avec des régions cristallines plus uniformes), et les chaînes latérales perfluoroalcoxy empêchent le glissement entre les chaînes. De ce fait, sa résistance au fluage dans des conditions de fonctionnement identiques est nettement supérieure à celle du PTFE, ce qui en fait le matériau de choix pour les joints haute pression à longue durée de vie.
Pureté de surface : avantages du PFA en matière de transformation
Le PTFE est fabriqué par un procédé de frittage ; les résidus d’additifs (tels que les adjuvants de polymérisation et les lubrifiants) issus de ce procédé constituent des sources potentielles de contamination, et des pores microscopiques peuvent être présents au sein des pièces frittées, ce qui présente un risque de contamination ionique pour les systèmes de fluides de très haute pureté. Le plastique PFA est fabriqué par moulage par injection à l'état fondu, ce qui confère aux pièces finies une surface dense et non poreuse. La lixiviation des ions métalliques peut être plus facilement maîtrisée à un niveau inférieur au ppb, ce qui explique en grande partie pourquoi les usines de fabrication de plaquettes de semi-conducteurs préfèrent le PFA au PTFE dans les systèmes de fluides UHP (ultra-haute pureté).
Résumé de la comparaison croisée
| Dimensions comparatives | PFA Plastique | PTFE |
|---|---|---|
| Moulabilité par injection-fusion | Moulable par injection | Ne peut pas être moulé par injection-fusion |
| Température de fonctionnement en continu | ≤ 260 °C | ≤ 260 °C |
| Résistance chimique | Spectre quasi complet | Le plus puissant (spectre quasi complet) |
| Résistance au fluage | excellent | Mauvais (problème d'écoulement à froid) |
| Compacité de surface | Moulé par fusion, dense et non poreux. | Frittage, risque de microporosité |
| Coefficient de frottement | Faible (environ 0,2) | Le plus bas (environ 0,04–0,1) |
Système de classification des matières plastiques de PFA Plastic

Les matériaux plastiques PFA disponibles sur le marché sont classés dans les grandes catégories suivantes, en fonction de leurs applications et de leurs propriétés. Lors du choix d'un matériau, il est important de définir clairement l'application visée :
Grade pour le moulage par injection vs. grade pour l'extrusion
PFA de qualité moulage par injection (par exemple, Chemours Teflon® PFA 440-HP, Daikin Neoflon® PFA AP-231) : Il se caractérise par un indice de fluidité élevé (MFR) (environ 14 à 20 g/10 min à 372 °C) et une excellente fluidité à l'état fondu, ce qui le rend adapté au moulage par injection de précision de géométries complexes. C'est la qualité privilégiée pour les projets de moulage par injection de PFA.
PFA de qualité extrusion (par exemple, Teflon® PFA 340, Neoflon® PFA AP-210) : Se caractérise par un indice de fluidité à chaud (MFR) plus faible (environ 2 à 7 g/10 min) et une résistance à l'état fondu plus élevée, ce qui le rend adapté à l'extrusion en continu de tubes et de gaines de câbles ; son utilisation directe en moulage par injection n'est pas recommandée (en raison de la difficulté à remplir le moule et d'un risque élevé de retrait irrégulier).
Principe clé : lors de vos achats auprès de fournisseurs, veillez à demander expressément les fiches techniques (TDS) et les certificats d'analyse (CoA) correspondant aux grades spécialement conçus pour le moulage par injection. Les paramètres de transformation du PFA destiné au moulage par injection diffèrent considérablement de ceux du PFA destiné à l'extrusion ; le mélange des deux entraînera de graves défauts sur les pièces.
Grades de semi-conducteurs d'ultra-haute pureté
Le PFA de qualité semi-conductrice (tel que le Teflon® PFA HP-Plus de Chemours et la série Neoflon® PFA SH de Daikin) est soumis à un traitement spécialisé de stabilisation des groupes terminaux afin de limiter la lixiviation des ions métalliques à des niveaux extrêmement bas (Fe, Cu et Al : chacun < 0,1 ppb), ce qui répond aux exigences SEMI F57 exigences de certification. Il est spécifiquement utilisé pour la distribution de produits chimiques d’ultra-haute pureté et d’équipements de gravure humide dans les usines de fabrication de plaquettes. L’ensemble du processus de production de ces qualités s’effectue dans un environnement de salle blanche. Bien que leur coût d’acquisition soit supérieur d’environ 30% à 60% à celui des qualités à usage général, elles sont indispensables dans les procédés avancés (nœuds inférieurs à 3 nm).
Nuances à haute résistance au fluage
Pour les applications soumises à une pression prolongée, telles que les sièges de vannes et les joints d'étanchéité, certains fournisseurs proposent des grades de PFA hautement cristallins, spécialement optimisés pour la résistance au fluage (par exemple, le Solvay Hyflon® PFA MFA). Dans des conditions de contrainte et de température identiques, ces grades présentent une tenue d'étanchéité nettement supérieure à celle des grades standard destinés au moulage par injection, ce qui les rend adaptés aux applications de vannes chimiques à haute pression soumises à des exigences extrêmement strictes en matière de fiabilité d'étanchéité.
Postes pourvus et postes modifiés
Les grades de PFA modifié, renforcés de fibres de verre ou de carbone, peuvent augmenter le module de flexion jusqu’à environ 2 000–4 000 MPa, ce qui les rend adaptés aux composants structurels nécessitant une rigidité plus élevée. Toutefois, leur résistance chimique est soumise à certaines limites dues aux matériaux de charge, et leur compatibilité doit être vérifiée séparément en cas d’utilisation dans des milieux hautement corrosifs.
Moulage par injection de PFA : explication détaillée du processus de fabrication
Le moulage par injection du PFA est l'un des procédés les plus exigeants sur le plan technique dans le domaine du moulage par injection de matériaux haute performance ; ses températures de transformation, ses exigences en matière d'équipement et la précision requise pour le contrôle du processus sont toutes nettement supérieures à celles du PVDF et du FEP. Vous trouverez ci-dessous un résumé des principaux procédés mis au point par l'équipe d'ingénieurs de Dimud dans le cadre du projet consacré au PFA :
Exigences en matière d'équipement : plus strictes que pour le FEP
Les températures de fusion du PFA peuvent atteindre 350 à 390 °C, et ses produits de dégradation thermique sont également des fluorures corrosifs (tels que l'HF). Tous les composants des équipements en contact avec la matière en fusion doivent répondre aux exigences suivantes :
- Cylindre et vis : il convient d'utiliser un cylindre composite bimétallique (avec un revêtement en alliage à base de Ni/Co) ou une vis en Hastelloy C-276 ; l'acier ordinaire P20 ou H13 se corrode extrêmement rapidement lorsqu'il est exposé à la matière fondue en PFA.
- Cavités de moule : il est recommandé d'utiliser de l'acier inoxydable résistant à la corrosion (S316L) doté d'un revêtement dur PVD à base de DLC ou de CrN, qui permet à la fois d'empêcher la corrosion et de réduire la rugosité de surface afin d'améliorer les performances de démoulage.
- Précision du contrôle de la température : La précision des systèmes de contrôle de la température du cylindre et du moule doit être supérieure à ±2 °C, car la fenêtre de transformation du PFA est extrêmement sensible à la précision du contrôle de la température.
- Conception des évents : Les systèmes d'évents de la buse et du moule doivent être suffisants pour empêcher l'accumulation, à l'intérieur du moule, de gaz issus de la dégradation de l'HF, susceptibles de corroder les cavités.
Le système de ventilation de l'atelier doit répondre aux exigences de sécurité relatives à la transformation du PFA, et les opérateurs doivent être équipés d'un équipement de protection adapté.
Réglages de la température du canon
Le moulage par injection du PFA présente la température de transformation la plus élevée parmi tous les fluoroplastiques courants destinés au moulage par injection :
| Zone | Température recommandée |
|---|---|
| Rubrique « Actualités » | 300–320 °C |
| Section de compression | 340–360 °C |
| Section d'homogénéisation | 360–385 °C |
| Température de la buse | 355–380 °C |
Avertissement important : le plastique PFA subit une dégradation thermique importante à des températures supérieures à 400 °C, ce qui entraîne le dégagement de grandes quantités de gaz corrosifs et toxiques. Le seuil de protection contre la surchauffe du fût ne doit pas dépasser 395 °C, et un double système d'alarme de surchauffe indépendant doit être installé.
Température du moule
Le plastique PFA nécessite une température de moule plus élevée que le FEP : la plage recommandée est comprise entre 180 et 230 °C. La nécessité d'une température de moule élevée s'explique par deux facteurs :
- Cristallinité améliorée : des températures de moule plus élevées favorisent un refroidissement lent du plastique PFA après le moulage, ce qui permet d'obtenir une structure cristalline plus complète, améliorant ainsi directement la résistance chimique et la résistance au fluage de la pièce.
- Réduction des contraintes résiduelles : un refroidissement lent à des températures de moule élevées permet de réduire efficacement les contraintes résiduelles internes de la pièce, minimisant ainsi le gauchissement et le risque de fissuration par corrosion sous contrainte dans des milieux corrosifs.Les températures de moule élevées requises pour le plastique PFA nécessitent généralement un système de chauffage à circulation d’huile chaude (régulateur de température d’huile) ; les systèmes de chauffage standard à base d’eau ne permettent pas d’atteindre des températures de moule supérieures à 180 °C. Il s’agit là d’un facteur de coût essentiel qui doit être soigneusement pris en compte dans les devis relatifs au moulage du PFA.
Vitesse et pression d'injection
Le plastique PFA présente une viscosité à l'état fondu relativement faible, mais celle-ci reste néanmoins nettement supérieure à celle du FEP. Il convient de tenir compte des stratégies d'injection suivantes :
- Il est recommandé de procéder à une injection par étapes “ faible-moyenne-faible ” : vitesse faible pendant la phase d'injection (5 à 15 mm/s), vitesse moyenne pour la cavité principale (15 à 30 mm/s) et décélération en fin de cycle afin d'éviter l'emprisonnement de gaz.
- La pression d'injection est généralement maintenue entre 60 et 120 MPa, la pression de maintien étant fixée à environ 50%–70% de la pression d'injection.
- La durée de maintien de la pression doit être réglée avec précision en fonction de l'épaisseur de la paroi et du temps de solidification de la buse ; une pression de maintien insuffisante pour le plastique PFA entraînera directement l'apparition de marques d'affaissement.
7.5 Taux de retrait et contrôle dimensionnel
Le taux de retrait linéaire des pièces moulées par injection en PFA est d'environ 3%–4% (dans le sens de l'écoulement) et de 4%–5% (dans le sens perpendiculaire), avec une anisotropie importante. Pour les pièces de haute précision (tolérance < ±0,15 mm), la répartition du retrait doit être prédite à l’aide de Analyse Moldflow; la compensation dimensionnelle du moule ne peut pas se fonder sur des valeurs empiriques. Si l'anisotropie du retrait du plastique PFA n'est pas pleinement prise en compte lors de la phase de conception pour la fabrication (DFM), le risque que le premier moule soit mis au rebut est extrêmement élevé.
Procédures d'arrêt et de nettoyage
Si du plastique PFA reste dans le cylindre pendant plus de 10 minutes, la température doit être immédiatement abaissée et une procédure de nettoyage doit être effectuée (en utilisant du PEHD pour évacuer les résidus de PFA du cylindre). Si l'arrêt de production dépasse 30 minutes, la température du fût doit être ramenée en dessous de 270 °C afin d'empêcher que des carbures dégradés thermiquement ne pénètrent dans la pièce lors du prochain démarrage.
Méthodes d'assemblage et de jonction des matières plastiques (PFA)
Les pièces moulées par injection en PFA peuvent être assemblées lors de la phase de montage à l'aide des méthodes suivantes :
- Soudage au gaz chaud : à l'aide d'une baguette d'apport en PFA et d'un pistolet à air chaud, deux pièces en plastique PFA sont soudées ensemble pour former une canalisation de fluide sans soudure. La résistance de la soudure peut atteindre 70%–85% de la résistance du matériau de base, ce qui en fait la méthode de raccordement standard pour les systèmes de tuyauterie chimique.
- Soudage par fusion bout à bout : les deux extrémités des raccords de tuyauterie en PFA sont fondues à l'aide d'une plaque chauffante, puis assemblées bout à bout. Cette méthode convient au raccordement de tuyaux de grand diamètre.
- Raccords mécaniques : raccords filetés, raccords à bride, etc., qui nécessitent des joints toriques en PFA pour assurer l'étanchéité.
- Moulage par insertion : les raccords de tuyauterie métalliques sont préalablement placés dans un moule, puis enrobés de plastique PFA par moulage par injection afin de créer une structure composite métal-fluoroplastique alliant la résistance mécanique des composants métalliques à la résistance chimique du PFA.
Points clés pour la conception des moules destinés à la fabrication de pièces moulées par injection en PFA
Le taux de retrait élevé et les températures de transformation extrêmement élevées du PFA imposent des exigences bien plus strictes en matière de conception des moules que celles des plastiques techniques à usage général. Dimud effectue les contrôles DFM clés suivants pour chaque projet impliquant du PFA :
Conception de l'épaisseur des parois : l'épaisseur recommandée est comprise entre 1,2 et 4,0 mm ; les transitions d'épaisseur doivent être progressives plutôt que par paliers. Les parois très épaisses (> 4 mm) nécessitent une attention particulière lors de la conception de la pression de maintien et des systèmes de refroidissement afin d'éviter les marques d'affaissement causées par le retrait dans les zones à parois épaisses.
Angle de dépouille : le plastique PFA est relativement souple, et la matière fondue présente une certaine adhérence aux surfaces métalliques. Il est recommandé d’appliquer un angle de dépouille minimal de ≥ 1,5° par côté (pour les surfaces lisses) ; pour les structures comportant des alésages profonds, cet angle doit être porté à 2,5°–3° par côté. La valeur Ra de la surface de la cavité doit être maintenue entre 0,4 et 0,8 μm ; des surfaces trop rugueuses augmentent considérablement la force d'éjection.
Conception de l'entrée de moulage : le plastique PFA présente une température de fusion élevée (350–390 °C), et l'historique thermique au niveau de l'entrée de moulage constitue une zone à haut risque de dégradation du matériau. Il est recommandé d’opter pour une section transversale modérée de l’entrée de matière afin d’éviter un cisaillement excessif provoqué par une entrée trop petite à haute température ; l’emplacement de l’entrée de matière doit être éloigné des surfaces d’étanchéité et des surfaces exposées à des contacts chimiques, afin d’empêcher qu’une dégradation mineure potentielle au niveau de l’entrée de matière n’affecte les performances critiques de la pièce.
Conception des évents : Les rainures d'aération doivent avoir une profondeur comprise entre 0,015 et 0,02 mm et couvrir toute la circonférence de la ligne de joint ; pour les pièces à cavité profonde, il convient d'utiliser des broches d'éjection pour l'aération afin d'éviter l'accumulation de gaz à haute température (contenant des traces de HF) susceptibles de corroder la cavité.
Système de refroidissement : La température élevée du moule requise pour le plastique PFA nécessite un chauffage par circulation d'huile chaude. Le circuit de refroidissement doit être indépendant du système de chauffage afin de garantir que la pièce soit refroidie de manière uniforme jusqu'à la température cible (généralement inférieure à 100 °C) avant l'ouverture du moule, ce qui permet d'éviter toute déformation de la pièce due à une surchauffe lors de l'éjection.
Quelles sont les limites et les éléments à prendre en compte concernant la PFA ?
Il est essentiel de bien comprendre les limites du plastique PFA pour éviter toute erreur de choix :
① Coûts des matériaux extrêmement élevés : le PFA est l’un des matériaux thermoplastiques destinés au moulage par injection les plus chers du marché, son coût étant environ 15 à 30 fois supérieur à celui des plastiques techniques à usage général — et même supérieur à celui du PEEK (selon la nuance). Dans les applications où le PVDF ou le PPS peuvent remplir la même fonction, l’utilisation du PFA entraînera des pressions déraisonnables sur le coût de la nomenclature.
② Le processus de moulage par injection est extrêmement complexe et comporte des risques élevés en termes de taux de rendement. Le PFA est l’un des matériaux les plus exigeants sur le plan technique parmi tous les matériaux thermoplastiques couramment utilisés pour le moulage par injection ; il impose des normes extrêmement élevées en matière d’équipements, de précision du contrôle de la température, de gestion des temps d’arrêt et de contrôle du retrait. Les usines manquant d’expérience dans le moulage par injection de fluoroplastiques haute performance sont souvent confrontées à des taux d’échec du premier moule et à des taux de rebut des pièces extrêmement élevés, et le coût global du projet peut largement dépasser les prévisions.
③ Faible résistance mécanique et faible rigidité : le PFA n'est pas adapté pour supporter des charges structurelles importantes. Dans les applications nécessitant des pièces semi-structurelles à haute rigidité, il convient de privilégier le PEEK ou le PPS (leur résistance chimique étant suffisante dans la plupart des situations non extrêmes).
④ Faible température de déformation thermique (HDT) : bien que le PFA puisse fonctionner en continu jusqu’à 260 °C, sa température de déformation thermique (HDT, 0,45 MPa) sous charge n’est que d’environ 74 à 77 °C. Cela signifie que dans les situations où la pression et une température élevée coexistent, le risque de déformation du PFA doit être pris en compte dès la phase de conception, notamment par le choix de l'épaisseur des parois et la mise en place de structures de soutien.
⑤ Le retrait anisotrope pose des défis pour les pièces de haute précision. Le plastique PFA présente un taux de retrait au moulage par injection d’environ 3%–5%, avec une anisotropie importante. Cela entraîne des cycles d’ajustement des moules prolongés et des coûts élevés pour les pièces de précision soumises à des exigences de tolérance strictes (<±0,1 mm). Il s’agit d’un facteur de risque qui doit être soigneusement évalué lors de la phase de conception pour la fabrication (DFM) avant le lancement de tout projet de moulage par injection de PFA.
⑥ L'évolution de la réglementation relative aux PFAS nécessite un suivi continu. À l'instar de PVDF et le FEP, un plastique PFA — en tant que polymère perfluoré — relève de la vaste catégorie des PFAS. Les réglementations actuelles en matière de restriction des PFAS au sein de l'UE et aux États-Unis sont encore en pleine évolution ; les équipes chargées des achats doivent suivre en permanence les dernières évolutions réglementaires et prévoir l'évaluation de matériaux alternatifs.
Pourquoi choisir le plastique PFA pour les pièces moulées par injection ?
① Dans des conditions d'exploitation où les températures dépassent 150 °C et où le moulage par injection est nécessaire, le PVDF atteint ses limites de performance à des températures supérieures à 150 °C, tandis que le FEP présente une limite supérieure de 200 °C. En revanche, le PFA peut fonctionner de manière continue et stable jusqu'à 260 °C. Pour les conditions de fonctionnement en continu comprises entre 150 °C et 260 °C qui nécessitent le moulage par injection de pièces de forme complexe dans le cadre d’une production en série, le PFA est actuellement le seul matériau courant qui réponde à ces deux conditions.
② Résistance simultanée aux alcalis forts et aux acides forts : le PVDF présente une résistance limitée aux alcalis forts, et le FEP présente également des limites dans certaines conditions alcalines à haute température. En revanche, le PFA présente une résistance stable à long terme et couvrant la quasi-totalité du spectre, tant aux acides forts qu’aux alcalis forts, ce qui en fait un fluoroplastique de qualité moulage par injection véritablement “ entièrement compatible avec tous les milieux ”.
③ Matériaux obligatoires pour les systèmes de fluides UHP destinés à l'industrie des semi-conducteurs : Dans le cadre de la norme SEMI F57, les usines de fabrication de plaquettes utilisant des procédés de pointe imposent généralement l’utilisation de plastique PFA de haute pureté pour les conduites de distribution de produits chimiques, les cuves de gravure humide et les orifices d’échantillonnage ; les autres matériaux ne peuvent pas satisfaire à l’exigence technique de < 0,1 ppb en matière de lixiviation d’ions métalliques.
④ Applications nécessitant un moulage par injection et une bonne transparence : le plastique PFA présente une transmission lumineuse élevée, de près de 96%. Dans les cas où des pièces en fluoroplastique transparent sont nécessaires pour la surveillance des fluides ou des applications photochimiques, le PFA est le seul matériau moulable par injection capable de répondre simultanément aux exigences de résistance aux hautes températures (260 °C) et de haute transparence.
⑤ Joints à longue durée de vie et haute fiabilité : le PFA présentant une résistance au fluage supérieure à celle du PTFE et du FEP, les composants en PFA ont généralement une durée de vie 30%–50% plus longue que celle des produits en PTFE comparables dans les applications d'étanchéité à long terme et à haute pression, telles que les sièges de vannes, les joints de brides et les raccords haute pression, ce qui se traduit par un coût total de possession (TCO) compétitif.
⑥ Isolation en PFA pour l'isolation électrique haute fréquence : le PFA présente l'une des pertes diélectriques les plus faibles (tan δ < 0,0002) parmi tous les matériaux moulables par injection et extrudables. Dans la transmission de signaux à haute fréquence au-delà de la gamme des GHz, ainsi que dans les faisceaux de capteurs aéronautiques et les câbles de signalisation des dispositifs médicaux, la faible perte de signal offerte par l'isolation en PFA constitue un indicateur de performance clé.
Quelles sont les principales applications et utilisations du plastique PFA ?
Le plastique PFA trouve des applications clairement définies et à forte valeur ajoutée dans tous les secteurs d'activité clés de Dimud :
Industrie automobile (PFA Automotive Parts)
L'utilisation du plastique PFA dans l'industrie automobile se concentre sur des segments spécifiques qui exigent une résistance aux températures extrêmes, aux milieux corrosifs et un haut degré de pureté ; il n'est pas utilisé dans l'ensemble du véhicule :
Isolation des faisceaux de capteurs (isolation PFA) : les gaines extrudées en PFA sont couramment utilisées pour isoler les fils des capteurs d’oxygène (O₂), des capteurs de NOx et des capteurs de température des gaz d’échappement dans le secteur automobile. En effet, ces capteurs sont situés à proximité du système d’échappement, où les températures de fonctionnement à long terme dépassent 200 °C. Dans ces conditions, la durée de vie des isolants en plastiques techniques standard et en caoutchouc silicone est extrêmement courte, tandis que la résistance thermique continue du PFA jusqu’à 260 °C et sa faible perte diélectrique en font un matériau parfaitement adapté à cette application.
Systèmes de gestion thermique pour véhicules à énergie nouvelle (VE) : dans les systèmes de batteries à refroidissement liquide et les circuits de refroidissement des moteurs des véhicules électriques, la compatibilité à long terme entre le liquide de refroidissement et les matériaux des raccords et des tuyaux constitue un indicateur clé de fiabilité. Le PFA est totalement inerte face aux mélanges de liquide de refroidissement à base d’éthylène glycol et d’eau et ne présente aucun risque de lixiviation dans des conditions de cycles à haute température, ce qui en fait l’un des matériaux de prédilection pour les raccords destinés à la gestion thermique des VE haut de gamme.
Pièces automobiles en PFA pour les systèmes d'alimentation en carburant : le PFA présente une excellente résistance à l'essence, au diesel et aux biocarburants. Il est utilisé dans les joints d'étanchéité, les interfaces de capteurs et les corps de vannes de distribution de carburant pour les systèmes d'injection haute pression. C'est notamment dans les systèmes hybrides combinant alimentation en carburant et alimentation électrique des véhicules hybrides que le PFA apporte une valeur ajoutée unique grâce à ses deux atouts : la résistance chimique et l'isolation électrique.
Secteur des dispositifs médicaux
La valeur fondamentale du plastique PFA dans le domaine médical réside dans la combinaison de ses propriétés de biocompatibilité, de compatibilité avec la stérilisation et de taux de lixiviation extrêmement faibles :
Systèmes à usage unique : Dans les systèmes de biotransformation à usage unique destinés à la culture cellulaire, au traitement du sang et au conditionnement de produits biopharmaceutiques, les composants moulés par injection en PFA (vannes, raccords, orifices de prélèvement) sont conformes aux exigences de biocompatibilité de la norme 21 CFR de la FDA et de la classe VI de l’USP et ne présentent aucun risque de lixiviation, ce qui en fait l’un des matériaux structurels privilégiés pour les systèmes à usage unique haut de gamme.
Cathéters et tubulures médicales : la grande transparence, la souplesse et la compatibilité du PFA avec la stérilisation par rayonnement gamma (il résiste à des doses comprises entre 25 et 50 kGy) en font un excellent choix pour les gaines externes des cathéters interventionnels, les tubulures de raccordement des systèmes microfluidiques et les composants de seringues. Sa résistance au fluage supérieure à celle du FEP lui confère un avantage dans les applications de cathéters nécessitant le maintien à long terme de la précision géométrique.
Isolation des câbles de signal des dispositifs médicaux à haute fréquence : l'isolation en PFA offre une solution d'isolation haute fréquence caractérisée par de faibles pertes diélectriques, une résistance aux agents stérilisants et une biocompatibilité, destinée aux câbles de signal des appareils d'IRM (imagerie par résonance magnétique), des appareils à ultrasons et des moniteurs ECG.
Dimud dispose de compétences techniques spécialisées dans le moulage par injection de composants destinés aux dispositifs médicaux et est en mesure de proposer à ses clients du secteur médical des services intégrés de moulage par injection, allant de l'analyse DFM à la production en série. Nous sommes ouverts à toute discussion concernant des solutions de production pour des composants conformes aux normes.
Situation actuelle de PFA Plastic en matière de développement durable et de conformité
Définition des PFAS et approche de la gestion des plastiques contenant des PFAS
D'un point de vue chimique, les plastiques PFA relèvent de la grande catégorie des PFAS (substances per- et polyfluoroalkylées), car leurs chaînes moléculaires sont entièrement constituées de liaisons C-F. Cependant, le plastique PFA est un polymère perfluoré de haut poids moléculaire dont le comportement dans l’environnement diffère fondamentalement de celui des PFAS à chaîne courte et de faible poids moléculaire (tels que le PFOA, le PFOS et le GenX) qui ont suscité l’inquiétude du public : il est insoluble dans l’eau, ne s’accumule pas dans les organismes vivants et ne migre pas de la surface des produits manufacturés vers le sol ou les cours d’eau.
Dans la mise à jour de la proposition de restriction des PFAS publiée par l'Agence européenne des produits chimiques (ECHA) en août 2025, il a été généralement recommandé de prolonger la période de transition pour les fluoropolymères de haut poids moléculaire (y compris le plastique PFA), la conclusion réglementaire finale devant être finalisée d'ici fin 2026. Il est conseillé aux fabricants fournissant des produits sur les marchés européens et nord-américains de suivre en permanence les dernières évolutions réglementaires de l’ECHA et de l’EPA.
Conformité en matière de fabrication du PFOA
Les principaux fournisseurs de plastiques PFA, tels que Chemours, Solvay (Syensqo) et Daikin, ont entièrement adopté des procédés de synthèse sans PFOA depuis 2020. Toutes les qualités commerciales actuelles sont exemptes de PFOA et conformes au règlement REACH de l’UE et aux réglementations mondiales sur les POP. Lors de l’achat, il est recommandé de demander aux fournisseurs une “ déclaration d’absence de PFOA ” et un certificat de conformité REACH.
Foire aux questions
Le plastique PFA est non toxique pour l'homme lorsqu'il est utilisé à l'état solide. Il a obtenu les certifications de la FDA (conformité 21 CFR relative au contact alimentaire) et de biocompatibilité USP Classe VI, et est largement utilisé dans les dispositifs médicaux et les applications en contact avec les aliments. Il est important de noter que lorsque le plastique PFA se dégrade à des températures de transformation supérieures à 350 °C, il produit de l'acide fluorhydrique (HF) corrosif et des émanations de polymère. L'inhalation de concentrations élevées peut irriter les voies respiratoires ; par conséquent, les environnements de moulage par injection doivent être équipés de systèmes de ventilation et d'évacuation adéquats, et les opérateurs doivent respecter les protocoles de sécurité. Les pièces solides ne libèrent pas de substances nocives dans la plage de températures de fonctionnement normale (<260 °C).
À proprement parler, Teflon® est une marque déposée appartenant à Chemours (une filiale issue de DuPont) qui désigne ses différentes gammes de produits à base de fluoropolymères, notamment le Teflon® PTFE, le Teflon® FEP et le Teflon® PFA. Par conséquent, les produits en PFA fabriqués par Chemours peuvent être désignés sous le nom de “ Teflon® PFA ”, mais comme “ Teflon ” est une marque déposée détenue exclusivement par Chemours, le Neoflon® PFA de Daikin et l’Hyflon® PFA de Solvay ne peuvent pas utiliser cette marque. Dans le cadre du choix technique des matériaux, “ PFA ” désigne la classification chimique du matériau, tandis que “ Teflon ” est une marque déposée de Chemours ; ces deux termes ne doivent pas être utilisés de manière interchangeable.
Il s'agit ici de niveaux de comparaison différents. Ces deux problèmes environnementaux méritent notre attention, mais leurs mécanismes diffèrent ; il est donc impossible de déterminer simplement lequel est le meilleur ou le pire. Les PFAS regroupent diverses substances perfluoro- et polyfluoroalkylées, parmi lesquelles les PFAS à chaîne courte et à petites molécules font l’objet d’une réglementation stricte en raison de leur forte persistance, de leur bioaccumulation et de leurs effets perturbateurs endocriniens ; le principal problème lié aux microplastiques réside dans l’impact écologique causé par leur forme physique (pénétration dans la chaîne alimentaire, dommages causés à la vie marine, etc.). Les voies réglementaires et les cadres d’évaluation scientifique applicables à ces deux types de substances sont différents. Il est particulièrement important de noter que le plastique PFA, en tant que polymère solide de haut poids moléculaire, présente des différences fondamentales dans son comportement environnemental par rapport aux PFAS à chaîne courte strictement réglementés ; par conséquent, on ne peut tirer la conclusion erronée selon laquelle “ le plastique PFA est un PFAS ” équivaut à “ le plastique PFA est aussi dangereux que le PFOA ”.”
Non, le plastique PFA est un perfluoropolymère thermoplastique semi-cristallin, et non du caoutchouc. Le caoutchouc est un élastomère réticulé hautement élastique (tel que l’EPDM, le caoutchouc silicone et le caoutchouc fluorocarboné FKM) capable de rebondir de manière significative lorsqu’il est soumis à une force ; Le plastique PFA, en revanche, est un matériau thermoplastique linéaire semi-cristallin présentant un allongement à la rupture d’environ 300%–400%, mais sa récupération élastique est bien inférieure à celle du caoutchouc. Dans les applications d’étanchéité, le plastique PFA est généralement utilisé pour fabriquer des sièges de soupapes rigides, des revêtements et des raccords, plutôt que des joints toriques qui nécessitent une déformation élastique (les joints toriques sont généralement fabriqués en caoutchouc fluorocarboné FKM).
PFA est l'acronyme de “ perfluoroalkoxy ” ; son nom chimique complet est “ perfluoroalkoxyalcane ”. Il s’agit d’un copolymère de tétrafluoroéthylène (TFE) et d’éther vinylique de perfluoroalkyle (PAVE), où le préfixe « perfluoro » indique que tous les atomes d’hydrogène de la chaîne moléculaire sont remplacés par des atomes de fluor, « alcoxy » désigne les groupes alkyle des chaînes latérales qui contiennent des liaisons éther (-O-) ; c’est précisément cette structure des chaînes latérales qui perturbe la structure cristalline hautement ordonnée du PTFE, conférant ainsi au PFA l’aptitude au moulage par injection à l’état fondu.
Il existe plusieurs méthodes principales pour assembler des pièces en plastique PFA ; le choix dépend des conditions d'utilisation et de la forme géométrique de l'assemblage :
Soudage au gaz chaud : méthode la plus couramment utilisée pour assembler des tuyaux en PFA. Elle consiste à appliquer par couches une baguette d'apport en PFA à l'aide d'un pistolet thermique chauffé à environ 350 °C. La résistance de la soudure peut atteindre 70%–85% de la résistance du matériau de base, ce qui la rend adaptée aux raccordements et réparations de tuyaux sur site.
Soudage par fusion bout à bout : cette méthode consiste à faire fondre les extrémités de deux raccords de tuyauterie en PFA à l'aide d'une plaque chauffante, puis à les assembler. Le joint est homogène et ne contient aucun matériau d'apport, ce qui le rend adapté aux raccordements en série de tuyaux de grand diamètre. La résistance de la soudure est proche de celle du matériau de base.
Raccords mécaniques : les raccords filetés et à brides, étanchéifiés à l'aide de joints toriques en PFA ou de joints en PTFE, conviennent aux applications nécessitant un démontage à des fins de maintenance. Leur installation est simple, mais exige une grande précision dans l'usinage des filetages.
Moulage par insertion : un raccord métallique est prépositionné dans un moule, puis enrobé de plastique PFA afin de former une structure composite. Cette méthode est adaptée à la production en série de raccords complexes nécessitant un support métallique, offrant une résistance élevée au niveau du raccord et se prêtant bien à la production automatisée.
Soudage infrarouge (soudage IR) : méthode de soudage de précision mise au point ces dernières années, qui repose sur un chauffage sans contact. Elle permet d'obtenir des soudures de haute qualité avec un faible risque de contamination, ce qui la rend particulièrement adaptée aux dispositifs médicaux et aux applications en salle blanche dans le domaine des semi-conducteurs, où les raccords doivent répondre à des normes de propreté extrêmement strictes.
Collaboration avec Dimud dans le cadre du projet de moulage par injection de plastique PFA
Dimud est un fabricant intégré spécialisé dans le développement et la production en série de moules d'injection de haute précision. Disposant de sa propre usine de fabrication de moules, de son site de moulage par injection et de son site d'assemblage électronique, l'entreprise a acquis une expertise systématique dans le moulage par injection de matériaux haute performance tels que le PVDF, le PEEK, le PPS et le LCP. Dimud est en mesure de fournir des services de bout en bout pour les projets de moulage par injection de PFA, depuis les analyses de conception pour la fabrication (DFM) jusqu'à la livraison en série.
Pour chaque projet portant sur des matériaux haute performance, nous proposons :
- Analyse DFM (Design for Manufacturability) (compensation du retrait / conception des points d'injection / uniformité de l'épaisseur des parois / angle de dépouille)
- Analyse Moldflow pour la prévision du retrait et du gauchissement
- Solutions de matériaux de moulage résistants à la corrosion (S316L + revêtements DLC/CrN)
- Développement des paramètres de processus et contrôle du premier article (FAI)
- Transition complète de la production pilote en petites séries à la production de masse




