

That number is not a marketing claim — it is a documented material performance threshold that separates PPSU plastic from every other engineering thermoplastic in the polysulfone family, and from most high-performance resins at any price point. PSU and PES — PPSU’s closest material relatives — begin to craze, crack, and lose elongation after approximately 100 autoclave cycles. Standard polycarbonate is typically retired after 30–50 sterilization cycles before optical and mechanical degradation becomes unacceptable. PEI holds up well but carries a higher cost structure and more demanding processing requirements.
PPSU plastic — polyphenylsulfone — survives 1,000 cycles without losing physical or mechanical properties. Not approximately. Not “in most grades.” Without significant degradation.
For the engineer designing a reusable surgical instrument tray, an autoclavable fluid management housing, or a dental unit component that will spend its service life moving repeatedly between clinical use and the sterilization room, this number defines the material decision. This guide explains why PPSU plastic achieves that performance, what it demands from your mold design and injection molding process, where it excels and where it has real limitations, and how to decide whether its cost premium is justified for your specific application.
Understanding PPSU in the Polysulfone Family

PPSU plastic does not exist in isolation. It belongs to a three-member engineering thermoplastic family — PSU (polysulfone), PES (polyethersulfone), and PPSU (polyphenylsulfone) — that share a common sulfone group (-SO₂-) in their backbone but differ fundamentally in their molecular architecture and, consequently, their performance ceilings.
PSU (Polysulfone / Udel): The original commercial polysulfone, introduced in 1965. Contains bisphenol A (BPA) units in the backbone — the same isopropylidene group that gives it good transparency but also limits its chemical resistance and hydrolytic stability relative to the other two. Tg ~185°C. HDT ~174°C. Impact resistance ~69 J/m (Izod notched). The lowest cost and most transparent of the three, but limited to approximately 100 steam sterilization cycles.
PES (Polyethersulfone / Ultrason E): Replaces bisphenol A with ether linkages, improving thermal stability (Tg ~220°C) and chemical resistance. Better processability than PPSU due to the ether group’s contribution to chain mobility. HDT ~204°C. A practical balance material for many high-temperature electrical and fluid-handling applications.
PPSU Plastic (Polyphenylsulfone / Radel R, Ultrason P): Synthesized from 4,4′-biphenol and 4,4′-dichlorodiphenyl sulfone — replacing the bisphenol A group entirely with a biphenyl unit. The biphenyl structure eliminates the aliphatic isopropylidene group that weakens PSU’s chemical resistance, adding instead a rigid, fully aromatic linkage that provides the highest thermal stability, impact resistance, and hydrolytic stability of the three. Tg ~220°C. HDT ~207°C. Impact resistance ~700 J/m — approximately 10× that of PSU.
This structural evolution from PSU through PES to PPSU plastic is not incremental improvement — it is categorical. The absence of BPA and the presence of the biphenyl unit are what allow PPSU plastic to retain 99% of its elongation after repeated steam sterilization cycles where PSU and PES lose 80%+ of theirs. The molecular architecture explains the 1,000-cycle capability.
Commercial PPSU plastic is available primarily under the trade names Radel® R (Solvay) and Ultrason® P (BASF). Both are amorphous, naturally transparent in amber-brown tone, and available in general-purpose and specialty grades including enhanced-flow, glass fiber-reinforced, and medical-compliant formulations.
PPSU Properties: The Complete Performance Picture
Performances thermiques
| Propriété | PPSU | PEI (Ultem 1000) | PSU | PC |
|---|---|---|---|---|
| Température de transition vitreuse | 220°C | 217 °C | 185°C | 147°C |
| HDT (1,82 MPa) | 207°C | 198°C | 174°C | 128°C |
| Température de fonctionnement en continu | 180°C | 170 °C | 160°C | 115°C |
| Steam sterilization cycles (134°C) | 1,000+ | 500+ | ~100 | ~30–50 |
| UL94 rating | V-0 | V-0, 5 VA | V-0 | V-2 / V-0 |
The continuous service temperature of 180°C and HDT of 207°C position PPSU plastic at the top of the cost-accessible high-performance engineering resin tier. Beyond PPSU plastic, the next performance step up — PEEK at 250°C continuous service — comes with a material cost premium that is difficult to justify when PPSU properties are actually sufficient for the application.
The inherent UL94 V-0 flame rating — achieved without halogenated or phosphorus additives — is a regulatory advantage in aerospace interior, electrical equipment, and medical device applications where halogen-free flame retardancy is required or preferred.
The PPSU Properties That Define Its Application Space
Impact resistance: ~700 J/m (Izod notched)
This is the single mechanical property that most distinguishes PPSU plastic from other high-performance engineering resins at comparable thermal capability. For context: PEI delivers approximately 50 J/m notched Izod; PSU approximately 69 J/m; standard polycarbonate approximately 640–850 J/m but at a significantly lower thermal ceiling. PPSU plastic combines the impact performance approaching PC with the thermal and chemical resistance that PC cannot provide. For parts that will be dropped, dropped again, handled roughly in clinical environments, and still expected to perform — this impact resistance is a structural design enabler that changes what geometries and wall thicknesses are viable.
Hydrolytic stability: 1,000 steam sterilization cycles
The mechanism behind PPSU plastic’s superior hydrolytic stability is its fully aromatic backbone. Hydrolysis in engineering thermoplastics occurs primarily at susceptible bond sites — ester bonds in PBT and PEI, the aliphatic isopropylidene group in PSU and PC. PPSU plastic’s biphenyl-sulfone backbone has no such vulnerable sites accessible to water under steam sterilization conditions. The degradation pathway that progressively reduces elongation and toughness in PSU and PC does not operate in PPSU at autoclave conditions, which is why the 1,000-cycle capability is not just a higher number but a qualitatively different material behavior.
Chemical resistance to disinfectants and cleaning agents
Healthcare environments subject materials to aggressive chemical exposure that most industrial applications do not. Quaternary ammonium compounds, chlorhexidine, hydrogen peroxide solutions, peracetic acid, sodium hypochlorite (bleach), and isopropanol are routinely used for instrument and device disinfection. PPSU plastic resists all of these — a performance level that PEI provides in part but with more vulnerability to certain oxidizing disinfectants, and that PC cannot reliably provide under repeated clinical exposure.
Transparency in amber-brown tone
Like PEI and PSU, PPSU plastic is amorphous and inherently transparent — in its natural amber-brown color. This transparency is functionally significant for sterilization tray covers and medical device components where visual inspection of contents without opening the package is a clinical workflow requirement.
Full PPSU Properties Data
| Propriété | Valeur | Unité |
|---|---|---|
| Résistance à la traction | 70 – 75 | MPa |
| Module de flexion | 2,300 – 2,500 | MPa |
| Allongement à la rupture | 60 – 80 | % |
| Résistance au choc avec entaille (Izod) | 640 – 750 | J/m |
| Dureté Rockwell | M88 | — |
| Densité | 1.29 | g/cm³ |
| Water absorption (equilibrium) | 0.37 | % |
| Retrait du moule | 0.6 – 0.8 | % |
| Rigidité diélectrique | 16 – 22 | kV/mm |
| Résistivité volumique | 10¹⁵ | Ω·cm |
| LOI (limiting oxygen index) | 38 – 44 | % |
The equilibrium water absorption of 0.37% is notably lower than PA grades (2–9%) but slightly higher than PEI (0.25%) — and unlike PA or PC, the absorbed moisture in PPSU does not produce property degradation under repeated sterilization conditions. The material’s response to moisture is stable cycling, not progressive degradation.
The low mold shrinkage of 0.6–0.8% — comparable to PEI and significantly lower than commodity resins — reflects PPSU’s amorphous structure and makes it well-suited to precision-tolerance injection molded components where dimensional consistency across production batches is a manufacturing requirement.
PPSU Injection Molding: What High-Performance Actually Means for Your Process
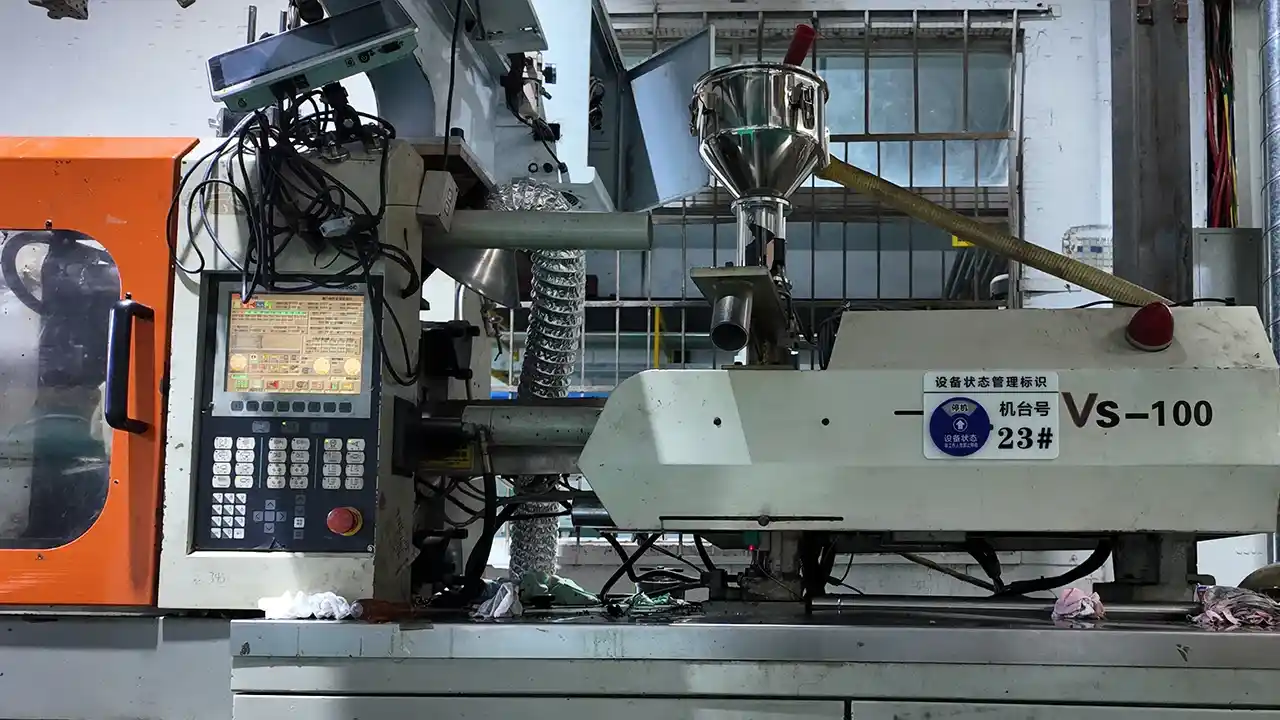
PPSU injection molding is a high-temperature process that requires specific equipment capability and process discipline. The same thermal stability that enables 1,000 autoclave cycles means the material requires temperatures above 360°C in the barrel to achieve adequate melt flow — conditions that go beyond standard machine capability and demand attention to drying, screw design, and mold temperature management.
Drying
PPSU plastic absorbs moisture at an equilibrium rate of approximately 0.37%. At processing temperatures above 340°C, absorbed moisture hydrolyzes the polymer backbone — producing chain scission that permanently reduces molecular weight and manifests as reduced toughness, surface splay marks, and silver streaks in the finished part.
Protocole de séchage requis :
- Température : 150–165°C
- Durée : 3 à 4 heures au minimum
- Equipment: Desiccant (dehumidifying) dryer — outlet dew point ≤ −30°C
- Target moisture: ≤ 0,051 TP3T en poids
- Post-drying: process within 30 minutes; return unused dried material to sealed container
The 150–165°C drying temperature is among the highest required for any injection-moldable thermoplastic. Verify that your dryer hopper and ductwork are rated for this temperature range — standard drying equipment for commodity resins is often rated only to 120°C.
Equipment Requirements for PPSU plastic plastic plastic plastic plastic Injection Molding
Barrel temperature capability: PPSU injection molding requires melt temperatures of 340–390°C. Machines rated to a nominal 350°C maximum barrel temperature do not have adequate headroom — temperature excursions above setpoint, sensor inaccuracy, and frictional shear contribution can all push local melt temperatures above the rated maximum. Equipment with barrel capability to 420–450°C and verified thermocouple calibration is the correct specification for PPSU molding.
Conception de la vis : A low-compression-ratio screw (2.0:1 to 2.5:1) is required. High-compression general-purpose screws generate excessive frictional shear heat in the metering zone, pushing local melt temperatures toward or above the degradation threshold (~420°C) even when barrel setpoints appear correct. At Dimud, our PPSU injection molding production runs on machines specifically configured with low-compression screws for high-performance engineering resins — this is a documented equipment specification, not an ad hoc adjustment.
Barrel and screw material: For GF-reinforced PPSU plastic grades, bimetallic barrel liners and hardened screw surfaces are required to resist the abrasive glass fiber content at high processing temperatures. Standard nitrided screws wear unacceptably with GF-PPSU.
Buse : A positive-shutoff or reverse-taper nozzle prevents melt drool between shots. Open nozzle tips allow PPSU melt — which has low viscosity at 360°C+ — to drool and degrade in the sprue, leaving a cold, partially degraded slug that produces dark streaks in the first shot of each cycle.
Temperature Profile for PPSU Injection Molding
| Zone du fût | Plage de températures (°C) |
|---|---|
| Zone d'alimentation | 260 – 300 |
| Zone de compression | 320 – 350 |
| Zone de comptage | 350 – 385 |
| Buse | 340 – 375 |
| Température du moule | 120 – 180°C |
The mold temperature range for PPSU molding — 120–180°C — is the highest of any commonly injection-molded thermoplastic. This is not optional: PPSU melt has high viscosity even at 380°C, and insufficient mold temperature causes premature freeze-off, short shots, and high residual stress that reduces impact performance and chemical resistance of the finished part.
Mold temperature maintenance at 120–180°C requires oil-heated mold temperature controllers capable of stable operation at these setpoints — not water-cooled circuits, which cannot reliably hold above 90–95°C. For precision PPSU plastic parts requiring tight dimensional tolerances, temperature uniformity across the mold surface must be ≤ 5°C differential — achievable with properly designed oil heating circuits but requiring deliberate cooling channel layout for PPSU-specific temperature management.
Injection Parameters for PPSU Molding
| Paramètre | Standard PPSU | GF-PPSU |
|---|---|---|
| Pression d'injection | 100 – 170 MPa | 120 – 190 MPa |
| Maintien de la pression | 40 – 70% of injection | 40 – 65% of injection |
| Vitesse d'injection | Medium-slow (profiled) | Slow-medium |
| Contre-pression | 3 à 10 MPa | 3 – 8 MPa |
| Vitesse de la vis | 20 – 50 RPM | 15 – 40 RPM |
| Retrait du moule | 0.6 – 0.8% | 0.2 – 0.6% |
Back pressure should be kept to the minimum needed for homogeneous melt — excessive back pressure generates shear heat that elevates local melt temperature above the degradation threshold without appearing on barrel temperature readings.
The profiled injection speed approach — slow initial injection through the gate accelerating progressively as the cavity fills — prevents jetting at the gate area while maintaining melt front temperature through thin sections. High initial injection speed through PPSU’s relatively low-volume gate area creates shear-heated material that discolors the gate region.
Mold Design for PPSU Injection Molding
Acier à moules : H13 hot-work tool steel is the standard specification for PPSU injection molds. Its elevated-temperature hardness (retained at 150–180°C mold temperatures) and good polishability make it appropriate for both standard and optical-surface PPSU applications. P20 loses hardness at sustained temperatures above 120°C — it is not a suitable specification for PPSU tooling.
Conception de la porte : Generous gate sizing is critical for PPSU injection molding. Undersized gates create high local shear rates that generate degradation heat at the gate entry, producing discoloration and a reduction in the impact resistance and hydrolytic stability that make PPSU worth specifying in the first place. Edge gates, tab gates, and direct sprue gates are preferred for most PPSU applications. Submarine (tunnel) gates require careful sizing and radius optimization.
Purge : PPSU produces volatile degradation byproducts if local overheating occurs. Adequate venting at the flow front, parting line, and ejector pins prevents gas trapping and burn marks — standard vent depth 0.025–0.040 mm.
Draft angles: PPSU plastic parts require adequate draft for clean ejection without stress whitening or surface marking. Minimum 1° per side for standard surfaces; 2° for textured surfaces. Insufficient draft combined with the high mold temperature used for PPSU plastic can cause part sticking and surface damage on ejection.
Notre fabrication de moules de précision team designs PPSU tooling in H13 as standard, with oil-heated temperature control systems verified to ±3°C uniformity across the cavity surface.
PPSU Applications: Where This Material Is the Right Specification

Medical Devices and Surgical Instruments — The Primary Market
PPSU applications in healthcare represent the largest and most technically demanding use case for this material. The combination of 1,000+ steam sterilization cycle capability, chemical resistance to clinical disinfectants, high impact resistance that survives rough handling in clinical environments, biocompatibility (ISO 10993 and USP Class VI compliant grades available), and visual transparency makes PPSU plastic the dominant material for:
Reusable surgical instrument trays and containers: The most volume-intensive PPSU application globally. Sterilization trays must survive hundreds or thousands of autoclave cycles, resist disinfectant cleaning between uses, allow visual inspection of contents without opening (transparency requirement), and withstand physical drops and rough handling in busy surgical departments. No other engineering thermoplastic provides this combination.
Fluid management and IV therapy components: Stopcocks, manifolds, connection housings, and flow regulation components for IV drug delivery and fluid management systems require chemical resistance to a wide range of pharmaceutical compounds, steam or EtO sterilization capability, and biocompatible material certification. Medical-grade PPSU plastic grades (Radel R-5000 series, Ultrason P medical grades) are specified for these applications.
Dental and ophthalmology equipment: Handpiece housings, irrigation system components, instrument sterilization cassettes, and ophthalmic device components requiring autoclave-resistant clear or translucent housings.
Dialysis equipment: PPSU’s resistance to hot water, chemical cleaning agents, and disinfectants at elevated temperatures makes it suitable for dialysis machine housings and fluid-path components exposed to repeated hot disinfection cycles.
For Dimud clients in medical device manufacturing, PPSU plastic components — from instrument tray lids to fluid connector housings — represent some of the most technically demanding injection molding projects we support, combining tight dimensional tolerances with zero-defect surface quality requirements.
Aerospace and Aviation Interior Components
PPSU applications in aerospace are driven by the same regulatory framework as PEI — FAR 25.853 aircraft interior flammability requirements and OSU heat release standards. PPSU’s inherent UL94 V-0 rating, low smoke generation, and halogen-free flame retardancy make it a qualified material for aircraft cabin interior components.
The higher impact resistance of PPSU plastic relative to PEI (700 J/m vs. 50 J/m) provides a meaningful advantage in aerospace interior components that experience installation impacts, seat cyclic loading, and galley equipment mechanical stresses that PEI’s brittleness makes challenging. For cabin interior components where impact performance in addition to flame retardancy is required, PPSU plastic is the preferred alternative.
Automotive High-Temperature Applications
PPSU applications in automotive focus on underhood electrical and fluid-handling environments where the combination of sustained temperature resistance, chemical exposure to engine fluids, and dimensional stability is required:
- EV battery management system connector housings and coolant circuit components
- Turbocharger-adjacent fluid fittings requiring resistance to hot oil and coolant at elevated temperatures
- Advanced driver assistance system (ADAS) sensor housings requiring dimensional stability under thermal cycling
- Underhood electrical connectors requiring sustained performance at 150–180°C operating temperatures
Pour moulage par injection dans le secteur automobile projects at Dimud, PPSU plastic components are typically specified where PPSU’s higher impact resistance compared to PEI creates a design safety margin for underhood environments subject to vibration and thermal shock.
Food Processing and Beverage Equipment
FDA-compliant PPSU plastic grades (compliant with 21 CFR and EU Framework Regulation EC 1935/2004) are specified for food processing equipment requiring:
- Repeated in-place hot water and steam cleaning (CIP/SIP processes)
- Chemical resistance to cleaning agents: sodium hypochlorite, peracetic acid, quaternary ammonium
- Structural performance at sustained temperatures above 100°C
- Physical durability in industrial food processing environments
Components include pump housings, valve bodies, metering equipment, beverage dispensing components, and dairy processing fittings.
Industrial Fluid Handling and Chemical Processing
PPSU’s resistance to a broad range of industrial chemicals — combined with its sustained temperature capability and dimensional stability — supports applications in industrial fluid handling, analytical instrumentation, semiconductor process equipment, and chemical process connectors where standard engineering resins reach their performance limit.
PPSU vs. PEI: The High-Performance Comparison Engineers Need
These two materials occupy adjacent positions in the high-performance engineering resin hierarchy and are the most common comparison in medical device and aerospace material selection. The decision is not always obvious from datasheet comparison.
| Propriété | PPSU Plastic | PEI (Ultem 1000) |
|---|---|---|
| Température de transition vitreuse | 220°C | 217 °C |
| HDT (1,82 MPa) | 207°C | 198°C |
| Température de fonctionnement en continu | 180°C | 170 °C |
| Izod notch impact | ~700 J/m | ~50 J/m |
| Allongement à la rupture | 60–80% | 60% |
| Steam sterilization cycles | 1,000+ | 500+ |
| Résistance chimique aux désinfectants | Excellent | Very good |
| UL94 | V-0 | V-0, 5 VA |
| Inherent flame retardancy LOI | 38–44% | 47% |
| Retrait du moule | 0.6–0.8% | 0.5–0.7% |
| Coût des matières premières (relatif) | Lower (0.8–0.9×) | Higher (1×) |
| Température de traitement | 340–390°C | 340–420 °C |
| Température du moule | 120–180°C | 65–175 °C |
The comparison resolves to two key differentiators:
Impact resistance: PPSU wins by an order of magnitude. 700 J/m vs. 50 J/m Izod notched is not a marginal difference — it means that parts subject to drop impacts, installation stresses, and mechanical abuse in service are fundamentally more robust in PPSU. For surgical instruments that are dropped in operating theaters, for aerospace cabin components subject to seat mechanism loading, and for medical housings where field technician installation involves impact, PPSU’s toughness changes what design geometries are viable.
Flame performance: PEI’s 5VA rating and higher LOI (47% vs. 38–44%). For applications where the highest flame performance classification is a certification requirement — certain aerospace interior applications, high-voltage electrical enclosures, and specific IEC 60695 flammability compliance scenarios — PEI’s 5VA rating provides a certification advantage that PPSU cannot match with its V-0 rating alone.
Practical decision rule:
- Medical devices requiring 1,000+ sterilization cycles with impact-loading risk → PPSU
- Aerospace interior with highest flammability certification requirement → PEI
- Precision connector housings under sustained thermal load without impact risk → either, PEI typically lower cost
- Any application where a dropped part must not shatter → PPSU
PPSU vs. PC (Polycarbonate): Why PPSU Applications Don't Overlap
Engineers sometimes ask whether PPSU plastic is “just an expensive polycarbonate.” The comparison is instructive primarily for showing how different the two materials are despite both being amorphous, transparent, and impact-resistant.
| Capacité | PPSU Plastic | PC |
|---|---|---|
| Autoclave cycles at 134°C | 1,000+ | 30–50 |
| Température de fonctionnement en continu | 180°C | 115°C |
| Résistance chimique aux désinfectants | Excellent | Poor — crazes readily |
| UL94 rating | V-0 (inherent) | V-2 standard; V-0 with additives |
| Coût | 4–6× higher | Commodity pricing |
For any application involving autoclave sterilization, chemical disinfectants, or sustained temperatures above 130°C, PC is functionally excluded. PPSU plastic is not a premium alternative to PC — it is a categorically different material for environments where PC has already failed or is known to fail.
Common Defects in PPSU Injection Molding
Because PPSU plastic is primarily used in medical and precision applications, zero-defect standards are the baseline expectation — not a quality target.
Traînées argentées / marques d'écartement Root cause in most cases: moisture above 0.05% at processing. Verify drying protocol and dew point. Secondary cause: melt temperature above ~420°C from excessive residence time or high-compression screw generating shear heat. Check shot size against barrel capacity — residence time should not exceed 5–7 minutes.
Brown or yellow discoloration Thermal degradation from melt temperature exceeding ~420°C. Reduce barrel setpoints in 10°C increments; verify with melt thermocouple (do not rely on barrel setpoints alone). Check for dead zones in nozzle tip or runner system where PPSU plastic can stagnate between shots.
Prises courtes Melt temperature too low for adequate flow; mold temperature too low causing premature freeze-off; insufficient injection pressure or gate area. PPSU’s viscosity at 340°C is high — ensure machine injection capacity is not marginal for the part volume. Increase mold temperature toward 150°C before adjusting barrel temperature upward.
Warpage in flat components Less common in PPSU than in semi-crystalline resins (amorphous structure eliminates crystallization-driven shrinkage) but occurs from differential cooling — hot cavity vs. cold core, or uneven oil circulation in the mold. Verify mold temperature uniformity with surface thermocouple mapping before production.
Stress crazing after assembly PPSU, like all amorphous engineering resins, is susceptible to stress crazing when residual molding stress combines with chemical exposure at assembly-contact points. Adhesive primers, press-fit stresses, and solvent-bearing marking inks are the most common triggers. Review assembly chemical exposure and specify solvent-free alternatives where PPSU surfaces are in stress contact.
Working With Dimud on PPSU Injection Molding Projects

PPSU injection molding sits at the intersection of high-temperature processing requirements, precision tolerance demands, and zero-defect surface quality standards that medical and aerospace applications impose. The material rewards proper equipment configuration and process discipline with parts that will sterilize reliably for a decade. It punishes inadequate drying, wrong screw geometry, or insufficient mold temperature with defects that cannot be sorted out by visual inspection alone.
Dimud’s approach to PPSU plastic projects is built around three areas where most failures originate:
High-temperature equipment configuration: Notre services de moulage par injection de matières plastiques for PPSU and other high-performance engineering resins run on machines with barrel temperature capability to 420°C+, low-compression-ratio screws, positive-shutoff nozzles, and oil-heated mold temperature controllers capable of stable 180°C setpoints. This is documented equipment specification — not a statement about machine manufacturer settings.
Drying verification as a production step: Every PPSU production run at Dimud begins with a logged drying record — temperature, duration, and measured outlet dew point. The dew point measurement is the verification that moisture has actually been removed to the required level. These records are provided to clients as part of our quality documentation.
DFM with material-specific gate and wall thickness guidance: Notre Service d'analyse DFM for PPSU plastic projects includes gate sizing recommendations specific to the material’s viscosity at processing temperature, wall thickness uniformity review to ensure adequate packing without sink marks at medical-grade surface quality standards, and mold temperature distribution planning for the oil-heated systems that PPSU requires.
For clients starting a PPSU project at prototype stage, our fabrication rapide d'outils service can produce first-article parts in production-equivalent material before production tooling investment — allowing biocompatibility testing, sterilization cycle validation, and functional verification with actual PPSU plastic rather than substitute material approximations.
Découvrez notre gamme complète Guide des matériaux pour le moulage par injection to understand where PPSU fits within the full material spectrum, or contact us to discuss your specific PPSU injection molding requirements.
FAQ: PPSU Plastic
PPSU stands for polyphenylsulfone — a high-performance amorphous engineering thermoplastic in the polysulfone family, synthesized from 4,4'-biphenol and 4,4'-dichlorodiphenyl sulfone. The fully aromatic biphenyl backbone — distinguishing it from PSU (which contains bisphenol A) — provides superior thermal stability, hydrolytic resistance, and impact toughness.
PPSU plastic can withstand 1,000+ steam sterilization cycles at 134°C without significant loss of mechanical properties. This compares to approximately 100 cycles for PSU and PES, 30–50 cycles for polycarbonate, and 500+ for PEI. The 1,000-cycle capability is the defining performance threshold that drives PPSU specification in reusable surgical instruments, sterilization trays, and clinical fluid management components.
All three belong to the polysulfone engineering thermoplastic family. PSU (Udel) contains bisphenol A in its backbone, limiting chemical resistance and hydrolytic stability; it is the most transparent and lowest cost of the three. PES (Ultrason E) replaces BPA with ether linkages, improving thermal and hydrolytic performance over PSU. PPSU plastic replaces BPA with a biphenyl unit — the fully aromatic backbone eliminates the hydrolytic vulnerability, producing the highest impact resistance (~700 J/m vs. PSU's ~69 J/m) and the best steam sterilization cycle capability of the three.
PPSU injection molding requires melt temperatures of 340–390°C, mold temperatures of 120–180°C, and drying at 150–165°C for 3–4 hours. These requirements exceed standard equipment capability for commodity engineering resins. Machine barrel capability to 420°C+, oil-heated mold temperature controllers, and low-compression-ratio screws are the specific equipment requirements for PPSU molding.
Medical-grade PPSU formulations (Radel R-5000 series from Solvay, Ultrason P medical grades from BASF) are available with ISO 10993 biological evaluation and USP Class VI compliance. These grades are the standard specification for direct-contact medical device components requiring repeated autoclave sterilization. Always verify grade-level compliance documentation — not just the polymer family — for regulated medical applications.
PPSU properties include excellent resistance to aqueous acids and bases, alcohols, aliphatic hydrocarbons, automotive and industrial oils, aqueous disinfectants (quaternary ammonium, chlorhexidine, hydrogen peroxide, dilute hypochlorite), and steam sterilization conditions. PPSU plastic is not resistant to concentrated aromatic hydrocarbons (toluene, xylene), ketones (acetone, MEK), concentrated chlorinated solvents, and some polar organic solvents — contact with these agents should be avoided or tested under application conditions.
PEEK offers higher continuous service temperature (250°C vs. 180°C for PPSU), superior chemical resistance to solvents that cause stress crazing in amorphous polymers, and better wear resistance. PPSU plastic offers higher impact resistance (700 J/m vs. ~90 J/m for unfilled PEEK), potentially lower material cost (PEEK is typically 3–5× more expensive than PPSU), and more manageable processing (PEEK's semi-crystalline structure requires precise mold temperature control to achieve crystallinity). For applications below 200°C without aggressive solvent exposure and where impact resistance is a design requirement, PPSU plastic is typically the more cost-effective and mechanically appropriate choice.




