

Polyvinyl chloride is the only widely used injection molding thermoplastic that can corrode your equipment, degrade in seconds if overheated, and yet outperform engineering resins in flame retardancy and chemical resistance — all at commodity pricing. This guide explains exactly how to exploit its strengths, navigate its narrow processing window, and select the right grade for your application.
What Is PVC Plastic?
Polyvinyl chloride — commercially known as PVC — is a synthetic thermoplastic polymer produced through the polymerization of vinyl chloride monomer (VCM). By global production volume, it consistently ranks as the third most widely produced synthetic plastic in the world, after polyethylene and polypropylene. Its combination of inherent flame retardancy, broad chemical resistance, electrical insulation performance, and low raw material cost makes it indispensable across construction, electrical infrastructure, medical devices, automotive interiors, and consumer goods.
What makes polyvinyl chloride genuinely unusual among commodity thermoplastics is its chemical composition: approximately 57% chlorine by weight. That chlorine content is simultaneously the source of the material’s most valuable properties — flame retardancy, chemical inertness, and dielectric performance — and the root cause of its most significant processing challenge: thermal instability that demands tighter process control than any other commonly injection-molded resin.
The resin has been in commercial production since the 1930s and has been refined through decades of formulation science. Modern PVC plastic compounds — blended with carefully selected stabilizers, plasticizers, lubricants, and modifiers — are far more processable than the base polymer alone, and the range of commercially available formulations spans from glass-hard structural profiles to soft, elastomeric medical tubing.
Rigid PVC vs. Flexible PVC: The Foundational Distinction
Before any other specification decision, engineers must define which form of the material the application requires. These are functionally different materials despite sharing the same base polymer.
Rigid PVC (uPVC / RPVC / PVC-U)
Unplasticized polyvinyl chloride — abbreviated uPVC or RPVC — contains no significant quantity of plasticizers. Without the molecular-level “spacers” that plasticizers introduce, the polymer chains pack more tightly, producing a hard, stiff material with:
- Shore D hardness of approximately 75–85
- Tensile strength of 40–60 MPa
- Flexural modulus of 2,400–4,200 MPa
- Heat deflection temperature of 60–80°C
- Density of 1.30–1.45 g/cm³
Rigid PVC is the dominant structural form — used for pipe fittings, electrical conduit, window profiles, electronic housings, and industrial components where dimensional stability and mechanical load-bearing capacity are required.
Flexible PVC (FPVC / PVC-P / Plasticized PVC)
Flexible polyvinyl chloride is produced by incorporating plasticizers — historically phthalate-based compounds (DEHP, DBP), increasingly replaced by non-phthalate alternatives (DINCH, DOTP, citrates) for regulatory compliance. The plasticizer molecules insert between polymer chains, increasing intermolecular spacing, lowering the glass transition temperature, and producing a material whose hardness and flexibility can be tuned across a broad range:
- Shore A hardness ranging from approximately 50A (very soft, elastomeric) to 90A (semi-rigid)
- Elongation at break of 200–400%
- Significantly reduced tensile strength and flexural modulus compared to uPVC
Flexible PVC is the material of choice for medical tubing, cable sheathing, automotive interior trim, garden hose, inflatable products, and soft-touch consumer goods.
The K-value: commercial PVC resins are also characterized by their K-value (a measure of average molecular weight), which ranges from approximately K57 to K80 for injection molding grades:
| K-value Range | Processing Behavior | Application type |
|---|---|---|
| K57 – K62 | Best flow; easiest to process | Thin-wall parts, complex geometries |
| K63 – K68 | Balanced processability and properties | General injection molding |
| K68 – K72 | Higher MW; better mechanical performance | Structural components |
| > K72 | Most challenging to process | Typically extrusion, not injection molding |
Pour moulage par injection, the K57–K68 range is most common. Higher K-values require higher processing temperatures that press uncomfortably close to the material’s thermal degradation threshold.
Key Properties of PVC Plastic

Propriétés mécaniques
| Propriété | Rigid PVC (uPVC) | Flexible PVC (FPVC) | Unité |
|---|---|---|---|
| Résistance à la traction | 40 – 60 | 10 – 25 | MPa |
| Allongement à la rupture | 20 – 80 | 200 – 400 | % |
| Module de flexion | 2,400 – 4,200 | 10 – 300 | MPa |
| Izod impact strength | 20 – 100 | Très élevé | J/m |
| Shore hardness | D75 – D85 | A50 – A90 | — |
| Densité | 1.30 – 1.45 | 1.15 – 1.35 | g/cm³ |
Rigid PVC’s impact performance depends heavily on formulation — impact-modified grades incorporating CPE (chlorinated polyethylene) or acrylic impact modifiers can achieve Izod impact values exceeding 800 J/m, approaching the toughness of ABS.
Propriétés thermiques
| Propriété | Rigid PVC | PVC souple | Unité |
|---|---|---|---|
| Température de transition vitreuse (Tg) | 75 – 85 | −30 to +20 | °C |
| Température de déformation sous contrainte (0,45 MPa) | 65 – 80 | N/A | °C |
| Température de fonctionnement en continu | up to 60 | varies by formulation | °C |
| Processing melt temperature | 170 – 200 | 160 – 190 | °C |
| Thermal degradation onset | ~170 – 180 | ~160 – 175 | °C |
| Indice d'inflammabilité UL94 | V-0 (inherent) | V-0 to HB | — |
The critical observation here is the extremely narrow gap between processing temperature and degradation onset — typically only 20–30°C. This is the defining processing challenge of polyvinyl chloride and the primary reason it demands more from the injection molding process than PP, ABS, HDPE, or most engineering resins.
Propriétés électriques
| Propriété | Valeur | Unité |
|---|---|---|
| Résistivité volumique | > 10¹⁵ | Ω·cm |
| Rigidité diélectrique | 15 – 35 | kV/mm |
| Dielectric constant (1 kHz) | 3.0 – 3.5 | — |
| Dissipation factor (1 kHz) | 0.05 – 0.10 | — |
The higher dissipation factor of polyvinyl chloride compared to polyolefins reflects its polar molecular structure (due to the C–Cl bonds). It remains an excellent electrical insulator for most wiring and enclosure applications, but is not suited for precision high-frequency signal applications where the dissipation factor becomes significant.
Résistance chimique
Polyvinyl chloride’s chemical resistance profile is broad and commercially important:
Excellent resistance:
- Dilute and moderate-concentration acids and alkalis
- Aqueous salt solutions and most inorganic reagents
- Alcohols, aliphatic hydrocarbons (short-term contact)
- Aqueous detergents, bleach solutions (important for sanitation applications)
- Fats and vegetable oils
Limited or no resistance:
- Aromatic hydrocarbons (toluene, xylene) — significant swelling and dissolution
- Ketones (acetone, MEK) — attack and softening
- Concentrated oxidizing acids at elevated temperature
- Esters and some chlorinated solvents
The resistance profile of any specific compound also depends heavily on its plasticizer content and type — flexible formulations are generally more susceptible to chemical attack than rigid grades.
Inherent Flame Retardancy: PVC’s Most Commercially Important Differentiator
Polyvinyl chloride is self-extinguishing — it will not sustain combustion after removal of the ignition source. This is not an additive effect; it is an intrinsic consequence of the high chlorine content (57% by weight). When combustion begins, the chlorine atoms release as HCl gas, which dilutes flammable gases and interrupts the radical chain reactions sustaining the flame.
The practical result: standard rigid PVC plastic compounds achieve UL 94 V-0 ratings without any additional flame-retardant additives. This is a fundamental cost and regulatory advantage in electrical enclosure, wire management, and construction applications where competing materials like ABS or PP require FR additive packages to achieve equivalent ratings — at significant formulation cost and with potential mechanical property trade-offs.
The Central Challenge: PVC's Narrow Processing Window
Every engineer who has worked with polyvinyl chloride understands its reputation as a demanding material to process. That reputation is earned, specific, and manageable with the right equipment and process discipline. It should not, however, deter specification when the application genuinely calls for what the material provides.
Why PVC Degrades During Processing
The thermal instability of polyvinyl chloride is rooted in its molecular structure. The C–Cl bond along the polymer backbone is significantly weaker than the C–C or C–H bonds. When the material is heated during processing, these weaker bonds begin to break in a sequential “zipper dehydrochlorination” mechanism: one chlorine atom detaches, creating an allylic chloride adjacent site that is even more labile — destabilizing the next bond in sequence. The result is a cascade degradation that:
- Releases hydrogen chloride (HCl) gas — colorless, highly corrosive, toxic in concentration
- Creates conjugated polyene sequences along the chain — chromophores that progressively color the material yellow → amber → brown → black
- Cross-links and/or chain-scissions the polymer backbone — rapidly deteriorating mechanical properties
- Once started in earnest, accelerates autocatalytically (HCl catalyzes further degradation)
The practical processing consequence: melt temperature must be maintained below 200°C, and residence time in the barrel must be minimized. A machine that sits idle with PVC in the barrel — even for a few minutes at temperature — risks producing degraded material that ruins the shot, contaminates the mold, and potentially requires a full barrel purge.
The Role of Thermal Stabilizers
Modern PVC plastic compounds for injection molding contain carefully selected stabilizer packages that intercept degradation at two levels:
Primary stabilizers (labile chlorine scavengers): React with the allylic chloride sites before the zipper reaction can propagate. Traditional options include lead-based compounds (now phased out in Europe and restricted globally), calcium-zinc (Ca-Zn) systems (the current mainstream for general applications), organotin compounds (for PVC with high clarity requirements), and organic mixed metal systems.
Secondary stabilizers (HCl scavengers): Neutralize the HCl released during early degradation, preventing its autocatalytic effect. Epoxidized soybean oil (ESBO) and hydrotalcites are common secondary stabilizer components.
The stabilizer system determines how long the compound can survive at processing temperature before degradation becomes visible — this is the thermal stability window, typically measured as the time to first color appearance at a defined temperature. For a properly formulated injection molding compound, this window should be at least 5–10 minutes at the target melt temperature. Understanding the specific compound’s stability window is essential for setting barrel residence time limits and shot interval parameters.
Equipment Requirements for PVC Processing
Polyvinyl chloride cannot be processed on standard commodity injection molding machines without risk of both process failure and equipment corrosion. HCl released during processing attacks ferrous metals, causing pitting corrosion of barrel, screw, and mold surfaces that conventional tool steels cannot withstand. Specific equipment requirements:
Cylindre et vis : Stainless steel or bimetallic barrel with a corrosion-resistant alloy liner (e.g., Colmonoy, Xaloy 800). Screw must be low compression ratio (1.5:1 to 2.0:1) — the low ratio minimizes frictional shear heating, which is the most difficult-to-control heat input in PVC plastic processing. Standard screws with compression ratios of 2.5:1–3.0:1 generate excessive shear heat in the metering zone, raising local melt temperature above the degradation threshold even when barrel temperature settings appear correct.
Nozzle design: An open-bore or reverse-taper nozzle (rather than a standard spring-loaded check nozzle) eliminates dead zones where PVC plastic melt can stagnate and degrade between shots. The nozzle tip should have minimal land length.
Mold material: Stainless steel (P20SS, 420SS, or equivalent) or chrome-plated tool steel for mold cavities and runners. Standard P20 tool steel corrodes rapidly under PVC plastic processing conditions, shortening tool life and contaminating part surfaces.
Purge : More critical for PVC than for most thermoplastics. HCl and other volatiles must be evacuated from the mold cavity during injection to prevent gas traps, burn marks, and surface defects. Vent depth for rigid polyvinyl chloride is typically 0.025–0.040 mm; flexible formulations may require slightly more.
Exhaust ventilation: The processing area must have adequate ventilation to prevent HCl accumulation at operator-level concentrations. OSHA PEL for HCl is 5 ppm; engineering controls (local exhaust ventilation at the machine) are the standard solution.
PVC Plastic Injection Molding: Processing Parameters
Drying
Despite its relatively low moisture absorption (< 0.1%), polyvinyl chloride compounds should be dried before injection molding to eliminate surface defects:
- Température : 75–90°C
- Durée : 1.5–2.5 hours
- Equipment: Dehumidifying dryer recommended (not hot air oven alone)
Do not dry at temperatures above 90°C — this can initiate pre-processing degradation of the compound, particularly in lower-stability formulations.
Temperature Profile
The injection molding barrel temperature profile for rigid PVC should follow a gradual increase from feed zone to nozzle, avoiding any zone that overshoots the melt temperature ceiling:
| Zone du fût | Rigid PVC (°C) | Flexible PVC (°C) |
|---|---|---|
| Zone d'alimentation | 140 – 160 | 130 – 150 |
| Zone de compression | 160 – 175 | 150 – 165 |
| Zone de comptage | 170 – 185 | 160 – 175 |
| Buse | 165 – 180 | 155 – 170 |
| Température du moule | 20 – 60 | 15 – 50 |
Critical: maintain melt temperature below 200°C for rigid compounds and below 190°C for flexible compounds at all times.
Vitesse et pression d'injection
Polyvinyl chloride melt is significantly more viscosity-sensitive than polyolefins. Excessive injection speed generates shear-induced heating that can push local melt temperatures above the degradation threshold — even when barrel temperatures are correctly set.
| Paramètre | Rigid PVC | PVC souple |
|---|---|---|
| Pression d'injection | 80 – 150 MPa | 60 – 120 MPa |
| Maintien de la pression | 40 – 70% of injection pressure | 30 – 60% of injection pressure |
| Vitesse d'injection | Slow to medium | Slow to medium |
| Contre-pression | 5 à 15 MPa | 3 à 10 MPa |
| Vitesse de la vis | 20 – 50 RPM | 20 – 40 RPM |
Back pressure should be kept as low as feasible — it generates additional shear heating in the metering zone.
Retrait du moule
| Material Form | Retrait du moule | Unité |
|---|---|---|
| Rigid PVC (uPVC) | 0.1 – 0.5 | % |
| PVC souple | 1.0 – 3.5 | % |
Rigid polyvinyl chloride has among the lowest mold shrinkage values of any injection-molded thermoplastic, enabling tighter dimensional tolerances than polyolefins can achieve without complex mold compensation strategies. This is a meaningful advantage for electrical enclosures, pipe fittings, and dimensional-critical mechanical components.
Flexible PVC shrinkage is highly plasticizer-content-dependent and must be determined empirically for each specific compound formulation.
Machine Purging — The Most Overlooked Process Requirement
When stopping production, never allow PVC to remain in the barrel at temperature. The material will degrade, releasing HCl that corrodes barrel and screw surfaces. Standard practice:
- At end of production, reduce barrel temperatures to the lowest setting that maintains flow
- Purge completely with a compatible purging compound or HDPE before shutdown
- Do not restart with PVC until barrel temperatures have been fully re-established and verified
À Dimud, we maintain strict PVC purging protocols documented for every production run — a discipline that extends mold and barrel life and prevents the cross-contamination defects that appear when degraded PVC residue is picked up by the next shot.
Common Defects in PVC Injection Molding and How to Solve Them
| Défaut | Cause première | Solution |
|---|---|---|
| Black streaks / brown discoloration | Local thermal degradation — melt temp too high, excessive residence time, dead zones | Reduce barrel temperature, purge more frequently, check nozzle for dead zones, reduce back pressure |
| Prises courtes | Melt temperature too low, insufficient injection pressure, gates undersized | Increase melt temperature (carefully), increase injection pressure, enlarge gate |
| Burn marks at flow end | Gas trapping — insufficient venting | Add or deepen mold vents at flow extremities, reduce injection speed |
| Surface roughness / orange peel | Mold temperature too low, slow injection speed | Increase mold temperature, adjust injection speed profile |
| Marques d'affaissement | Insufficient packing, thick sections | Increase holding pressure and time; redesign section thickness |
| Flashing | Excessive injection pressure, worn parting line | Reduce pressure, check clamp force, regrind parting line |
| Délaminage | PVC contamination with incompatible polymer | Full barrel purge; verify resin lot; never mix PVC with ABS, PS, or PC in barrel |
| Brittleness in flexible parts | Plasticizer volatilization from degradation | Reduce melt temperature, decrease residence time, check stabilizer adequacy |
PVC Plastic Grades and Compound Modifications
Impact-Modified Rigid PVC
Standard uPVC has limited notched impact resistance. Impact modifiers — primarily CPE (chlorinated polyethylene) at 5–15 phr, or acrylic impact modifiers (AIM) — are incorporated to improve toughness without significant loss of rigidity. Impact-modified grades are the standard specification for injection-molded pipe fittings, electrical conduit fittings, and structural enclosures subject to mechanical abuse.
CPVC (Chlorinated PVC)
Further chlorination of PVC resin raises chlorine content from approximately 57% to 63–67%. The result — CPVC — has a significantly higher heat deflection temperature (up to 100–110°C under load) compared to standard rigid PVC. CPVC is the preferred material for hot-water plumbing fittings and chemical process piping handling fluids at temperatures that would soften standard uPVC.
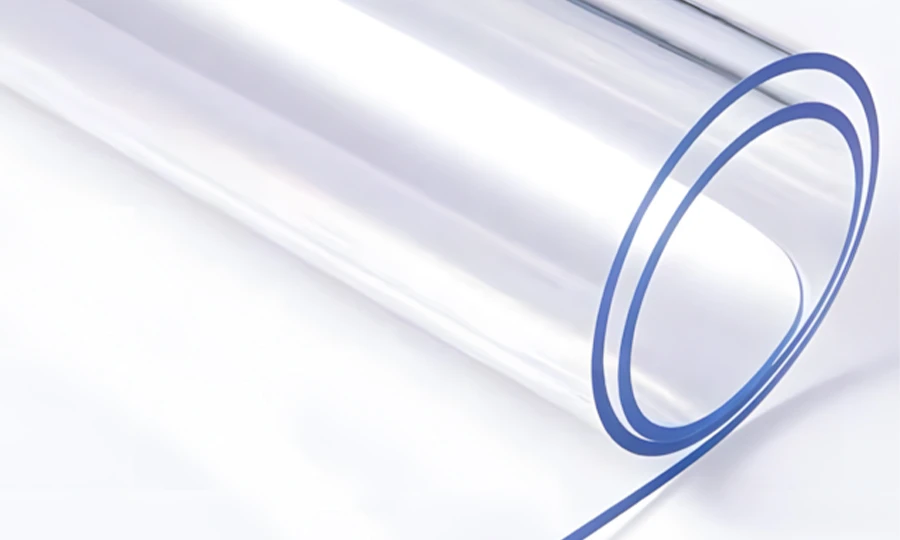
Transparent PVC
The inherently amorphous structure of polyvinyl chloride means that, in the right formulation (tin-stabilized compounds, low filler content), transparent and semi-transparent grades are achievable. These are used for medical device components, fluid-handling parts where visual flow monitoring is required, and packaging where transparency with flame retardancy is valued.
Medical-Grade PVC
Medical applications require biocompatibility-verified compounds:
- Non-phthalate plasticizers (DOTP, DINCH, citrate esters) replacing legacy DEHP in blood bags, IV tubing, and catheters
- Stabilizer systems that meet ISO 10993 biocompatibility and USP Class VI requirements
- Dedicated production runs to avoid contamination from non-medical compounds
- Gamma radiation stability for sterilizable medical device components
Flame-Retardant Enhanced Grades
While all standard PVC plastic compounds are inherently flame-retardant (UL94 V-0), enhanced FR grades incorporating antimony trioxide synergist packages achieve even higher flame performance levels for demanding electrical safety standards.
UV-Stabilized PVC
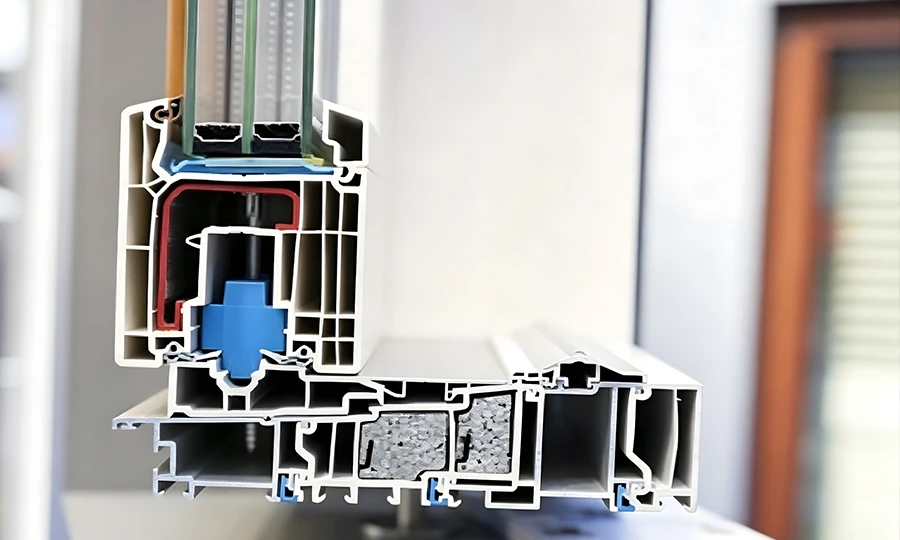
Standard polyvinyl chloride degrades under UV exposure — chalking, color shift from yellowing of oxidized conjugated sequences, and eventual embrittlement. UV-stabilized grades for outdoor applications incorporate UV absorbers (benzophenones, benzotriazoles) and HALS packages. Window profiles (uPVC) with properly optimized UV stabilization systems maintain acceptable appearance for 25+ years of outdoor exposure — one of the strong commercial arguments for PVC in the construction sector.
Applications of PVC Plastic
Electrical and Electronics
The combination of inherent flame retardancy, dielectric insulation performance, and cost efficiency makes polyvinyl chloride the standard material for:
- Wire and cable insulation and jacketing: The largest single application for flexible PVC globally. Flexible PVC cable insulation maintains UL94 V-0 performance at plasticizer loadings commonly used in wire and cable compounds
- Electrical conduit and conduit fittings: Injection-molded rigid PVC conduit fittings are standard infrastructure in commercial and industrial construction
- Electrical enclosures and junction boxes: Rigid PVC provides flame retardancy, weather resistance, and impact durability without the FR additive cost that would apply to PP or ABS alternatives
- Electronic connector housings: The combination of dimensional stability (low shrinkage) and inherent FR rating makes uPVC a cost-effective connector housing material for non-precision applications
Construction et infrastructures
- Pipe and pipe fittings: Rigid PVC plastic injection-molded fittings — couplings, elbows, tees, reducers — for water supply, drainage, and irrigation systems are one of the highest-volume injection molding applications globally
- Window and door profile fittings: Injection-molded corner joints and end caps for extruded uPVC window profiles
- Cable management systems: Trunking, conduit bodies, and cable raceway fittings
- Plumbing components: Stop valves, ball valves, and fluid handling fittings (standard service temperature in CPVC-upgraded versions for hot water)
Automobile
PVC plays a significant role in automotive interiors and electrical systems:
- Door and dashboard trim panels: Flexible PVC skin over foam substrate (PVC/ABS compound sandwich) remains common in mid-range automotive interiors
- Cable and wire harness insulation: Automotive-grade flexible PVC with low-fogging, low-VOC formulations
- Sealing and weatherstripping: Flexible extrusion profiles
- Underbody coatings and seam sealers: Plastisol PVC (paste-form flexible PVC)
Dispositifs médicaux et soins de santé
PVC’s long clinical history, flexibility range, and compatibility with gamma sterilization (in stabilized grades) sustain its dominant position in medical single-use applications:
- IV bags and blood bags: The largest medical application for flexible PVC; non-phthalate grades now standard in new product development
- Medical tubing: Catheters, blood lines, oxygen tubing, surgical drainage — flexible PVC in DEHP-free formulations
- Rigid medical device housings: Diagnostic equipment enclosures, hospital equipment panels — rigid PVC providing flame retardancy and chemical resistance to disinfectants
- Medical packaging: Blister packs for pharmaceutical products (transparent PVC film)
Produits de grande consommation
- Footwear and accessories: Injection-molded flexible PVC soles, insoles, and fashion accessories
- Toys and recreation: Flexible PVC for inflatable products, toys (compliant grades with phthalate-free formulations)
- Garden hose fittings: Injection-molded rigid and semi-rigid PVC connectors and nozzles
- Stationery and storage products: Binders, folders, and cases in rigid and semi-rigid grades
PVC Plastic vs. Competing Materials

PVC vs. ABS
| Propriété | PVC Plastic | ABS |
|---|---|---|
| Flame retardancy | Inherent (V-0) | Requires FR additives for V-0 |
| Résistance chimique | Better (acids, alkalis) | Modéré |
| Résistance aux chocs | Good (modified grades) | Excellent |
| Finition de surface | Bien | Excellent |
| Painting / adhesion | Requires primer | Facile |
| HDT | 60 à 80 °C | 75–100°C |
| Material cost | Inférieur | Modéré |
Choose PVC: Inherent flame retardancy is required; chemical resistance to disinfectants or mild acids is needed; cost optimization for electrical enclosures or conduit fittings.
Choisissez l'ABS : Superior surface aesthetics, paintability, plating, or higher temperature resistance are priorities; appearance-critical consumer electronics housings.
PVC vs. PP
| Propriété | PVC Plastic | PP |
|---|---|---|
| Flame retardancy | Inherent V-0 | HB (standard); FR additives required for V-0 |
| Résistance chimique | Better to acids/alkalis | Better to aromatics |
| Densité | Higher (1.30–1.45) | Lower (0.90) |
| Processing difficulty | Higher (narrow window) | Facile |
| Flexibility range | Wide (rigid to elastomeric) | Limited without modification |
| Coût | Comparable to slightly lower | Très faible |
Choose PVC: Flame retardancy without additives; flexibility in a single-material design; chemical resistance to aqueous acids and alkalis.
Choose PP: Lightweight design; living hinge integration; wider processing window; elevated temperature resistance above 80°C.
PVC vs. TPE / TPU (for Flexible Applications)
For applications where flexible PVC has traditionally been used, thermoplastic elastomers (TPE, TPU, SEBS) are increasingly evaluated:
| Propriété | PVC souple | TPE / TPU |
|---|---|---|
| Material cost | Inférieur | Plus élevé |
| Regulatory concern (plasticizers) | Present (especially phthalate grades) | Generally cleaner profile |
| Recyclabilité | Contaminated by plasticizers | Cleaner recyclability |
| Flame retardancy | Good (inherent) | Requires FR additives |
| Résistance à la température | Modéré | TPU: good |
| Color stability | Modéré | Bien |
Choose flexible PVC: Cost is the primary driver; flame retardancy needed; cable insulation applications where PVC is the established material.
Choose TPE/TPU: Phthalate-free regulatory requirement (medical, toys); recyclability matters; premium consumer product where material cost is secondary.
Advantages and Limitations of PVC Plastic

Why Engineers Specify Polyvinyl Chloride
Inherent flame retardancy — no additives required. In a material world where FR additives add cost, require regulatory documentation, and can compromise mechanical properties, the built-in UL94 V-0 performance of rigid PVC is a genuine competitive advantage for electrical, construction, and safety-critical applications.
Broadest flexibility range in a single polymer family. From Shore D85 rigid structural profiles to Shore A50 soft elastomeric tubing — no other commodity thermoplastic spans this range within a single polymer chemistry. The ability to specify uPVC and FPVC within the same material family simplifies supply chain management for multi-component assemblies.
Excellent dimensional stability in rigid grades. With mold shrinkage below 0.5%, rigid polyvinyl chloride achieves dimensional tolerances comparable to engineering resins — at commodity resin pricing. This makes it disproportionately cost-effective for tight-tolerance fittings, enclosures, and functional mechanical components.
Chemical resistance to a wide range of aqueous reagents. Dilute acids, alkalis, salt solutions, bleach, and aqueous detergents — the chemical environments that define sanitation, water treatment, and light chemical processing applications — are all resisted well by standard rigid PVC.
Strong regulatory approval in medical applications. Despite ongoing scrutiny of certain plasticizers, medically compliant polyvinyl chloride formulations (ISO 10993-verified, non-phthalate) remain dominant in single-use medical devices, backed by decades of clinical data.
Low material cost with broad grade availability. Globally produced at scale, PVC resin pricing is among the lowest in the thermoplastics market. The compound cost depends heavily on stabilizer system and modifier content but remains competitive with PP and well below most engineering resins.
Where Polyvinyl Chloride Falls Short
Narrow processing window demands process discipline and specialized equipment. The 20–30°C gap between optimal melt temperature and degradation onset leaves almost no margin for process variation. Manufacturers without dedicated PVC plastic processing experience, proper screw geometry, and corrosion-resistant equipment will encounter quality and equipment problems. This is the most important factor in supplier selection for PVC plastic injection molded parts.
HCl generation during degradation is both a health and equipment hazard. Released HCl corrodes ferrous metal tooling and machine components and is toxic at elevated concentrations. It is manageable with the right equipment and ventilation — but it is a real risk that must be engineered against, not assumed away.
Limited heat resistance. With continuous service temperatures generally below 60°C and heat deflection temperatures in the 60–80°C range, standard PVC is unsuitable for applications involving sustained elevated temperatures. CPVC extends this range to approximately 100°C, but at higher material cost and more demanding processing conditions.
Environmental and regulatory scrutiny on certain additives. Traditional phthalate plasticizers (DEHP, DBP, BBP) are regulated under REACH, RoHS, and consumer product safety regulations in major markets. Any medical, toy, or food-contact application specifying flexible PVC must use verified non-phthalate formulations. Lead-based stabilizers — historically the highest-performance option — are restricted in Europe, China, and most developed markets. Non-lead Ca-Zn and organotin systems are the current mainstream alternatives.
Recycling complexity. Post-consumer PVC recycling faces challenges: the material’s HCl release during pyrolysis complicates thermal recycling, and contamination with non-PVC plastics in the waste stream reduces mechanical recycling yield. Mechanical recycling of clean, single-source industrial PVC waste is straightforward; post-consumer mixed-stream recycling is technically demanding.
Selecting the Right PVC Compound for Injection Molding
Grade selection for polyvinyl chloride requires specifying not just the base resin K-value, but the complete formulation — stabilizer system, plasticizer type and loading (for flexible grades), impact modifier content, and any specialty additives.
Step 1 — Define rigidity requirement: Rigid (uPVC) vs. flexible (plasticized PVC), and if flexible, the target Shore A hardness. This is determined by the part’s functional requirements.
Step 2 — Set the K-value range: Thin-wall injection-molded parts with long flow paths use lower K-values (K57–K62) for improved flow. Structural parts with shorter flow paths can use K63–K68 for better mechanical performance.
Step 3 — Select stabilizer system: Ca-Zn systems are the current mainstream for general applications with good regulatory compliance. Organotin systems provide superior early color and clarity for transparent grades. Confirm compliance with relevant market regulations (RoHS, REACH, food contact, medical).
Step 4 — Address impact modification for rigid grades: If the part will experience mechanical impact in service, specify the impact modifier type and loading appropriate for the required Izod impact performance.
Step 5 — Specify plasticizer for flexible grades: Non-phthalate plasticizers (DOTP, DINCH, citrate esters) are required for medical, toy, and food-contact applications. Phthalate grades (where still permitted) offer cost advantage for non-regulated applications such as standard cable jacketing.
Step 6 — Define UV stability requirements: Outdoor exposure requires UV-stabilized compound specification. Confirm the required weathering performance (measured in QUV or Xenon arc test hours to defined color change limits).
Step 7 — Confirm regulatory compliance at compound level: For medical, food contact, electrical (UL/IEC), or construction (BS, EN, ASTM) applications, verify that the specific compound — not just the base polymer family — carries the required certifications.
PVC Plastic Injection Molding at Dimud

Processing polyvinyl chloride correctly requires infrastructure investment, formulation knowledge, and process discipline that many contract manufacturers avoid. At Dimud, we have built PVC plastic processing capability because the application requirements — inherent flame retardancy, dimensional precision from low shrinkage, and chemical resistance — make it the right material for a meaningful share of the projects we support.
Our three manufacturing facilities — precision mold factory, CNC machining plant, and electronics production — are equipped and documented for PVC plastic injection molding, including:
Corrosion-resistant tooling and machine configuration: Stainless steel mold materials and corrosion-resistant barrel liners are standard for polyvinyl chloride production, protecting both tool life and part quality.
Temperature-controlled processing with documented stability windows: We establish and document the specific thermal stability window for each PVC compound we process. Barrel residence time limits are set per compound — not estimated — before production begins.
DFM analysis specific to PVC behavior: Wall thickness uniformity for minimal differential shrinkage, gate sizing adequate for viscous melt without generating excess shear heat, vent placement at degradation-risk locations — all reviewed before mold design is finalized.
Grade selection and compound sourcing support: Our engineering team works with clients to specify the correct PVC compound for their application — including stabilizer system, plasticizer type for flexible applications, and regulatory compliance for medical, electrical, or construction end-uses.
End-to-end supply chain: Resin compound sourcing, injection molding, secondary operations, quality control, and logistics — integrated under one program to reduce the complexity and risk of multi-vendor PVC part production.
We serve clients in Europe, North America, and the Middle East across automotive, electrical, medical device, and industrial manufacturing.
Frequently Asked Questions About PVC Plastic
PVC stands for polyvinyl chloride. It is produced by polymerizing vinyl chloride monomer (VCM) — a two-carbon molecule containing one chlorine atom. The resulting polymer chain is approximately 57% chlorine by weight, which accounts for the material's flame retardancy and much of its chemical resistance.
The fundamental challenge is the narrow gap — typically only 20–30°C — between the melt temperature needed for good flow and the thermal degradation threshold at which the material begins releasing HCl and discoloring. Standard commodity injection molding machines and tool steels are not optimized for this requirement. Low-compression-ratio screws, corrosion-resistant barrels, stainless steel molds, and strict residence time management are all required. Manufacturers who process PP and ABS using the same equipment and procedures will encounter degradation, equipment corrosion, and part failures when switching to PVC plastic compounds without appropriate modifications.
Medical-grade polyvinyl chloride compounds formulated with ISO 10993-compliant, non-phthalate plasticizers and verified stabilizer systems are widely used in medical devices — IV bags, catheter tubing, blood lines, and packaging. The key is compound-level verification, not just the base polymer. Phthalate plasticizers (particularly DEHP) have been phased out for new medical device product development in most markets; DOTP, DINCH, and citrate-based plasticizers are the current standard for medical flexible PVC.
uPVC (unplasticized polyvinyl chloride) is rigid PVC formulated without plasticizers. Standard PVC used colloquially often refers to the base resin family without specifying whether it has been plasticized. In construction and infrastructure contexts, "PVC pipe" almost always refers to uPVC. In wire and cable contexts, "PVC insulation" almost always refers to plasticized flexible PVC. When specifying parts, always clarify which form is required.
CPVC (chlorinated PVC) is produced by further chlorinating standard PVC resin, raising chlorine content from ~57% to ~63–67%. This structural change significantly raises the glass transition temperature, giving CPVC a heat deflection temperature approximately 25–30°C higher than standard uPVC — enabling continuous service at temperatures up to 90–100°C. CPVC is the specified material for hot-water plumbing fittings, industrial chemical piping handling warm process fluids, and applications requiring higher thermal resistance than standard rigid polyvinyl chloride can provide.
Discoloration — progressing from yellow to amber to brown to black — is the visible indicator of thermal degradation. As C–Cl bonds break during the dehydrochlorination cascade, the resulting conjugated double bond sequences along the polymer chain are chromophores that absorb visible light at progressively longer wavelengths. Early yellow discoloration indicates that degradation has begun but is moderate. Brown or black coloration indicates severe degradation — the part will have significantly compromised mechanical properties and must be scrapped. Causes include melt temperature above the compound's degradation threshold, excessive barrel residence time, dead zones in the nozzle or runner system, and use of an incorrect (high-compression) screw geometry.
Post-industrial PVC plastic processing waste (regrind from clean, single-compound production) can typically be reintroduced into new production at 10–20% blend levels without significant property impact. Post-consumer PVC recycling is more complex: flexible PVC and rigid PVC are often mixed, plasticizer migration complicates mechanical recycling, and HCl release during thermal processing limits pyrolysis-based approaches. Several European initiatives (VinylPlus) have made progress in mechanical recycling of post-consumer PVC, particularly from construction waste streams. However, recycling characteristics should not be the primary selection criterion for PVC — inherent flame retardancy and dimensional performance are its genuine advantages.




